xx-机械类BOM
物料编码及BOM规则
物料编码、BOM 规则
一、 物料编码规则:
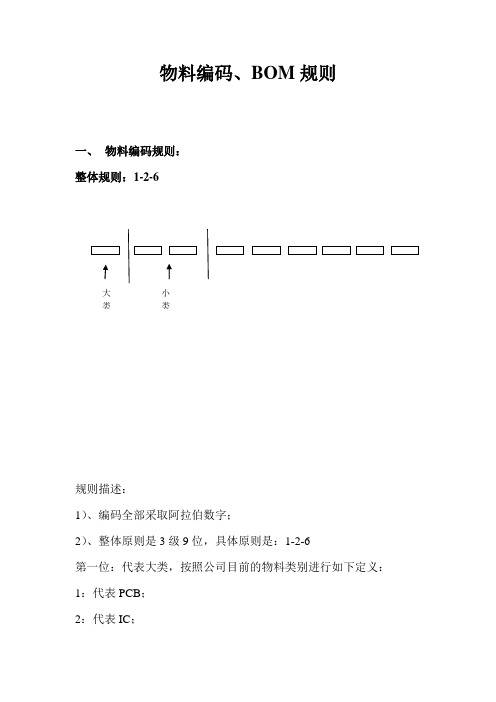
整体规则:1-2-6
规则描述:
1)、编码全部采取阿拉伯数字;
2)、整体原则是3级9位,具体原则是:1-2-6
第一位:代表大类,按照公司目前的物料类别进行如下定义: 1:代表PCB ;
2:代表IC ;
3:代表SMT XX;
4:代表DIP电子料;
5:代表DIP CONNECTOR接插件;
6:代表包材;
7:代表成品/半成品;
8:代表辅料
9,0:暂时预留;
第二位,第三位:代表大类下的小类,比如:100:代表PCB大类下的MB小类;
101:代表PCB大类下的VGA小类;
102:代表PCB大类下的LAN小类;
其他依此类推;
特别说明:7代表成品/半成品,作如下规定:700:代表包装完成后的成品;
701:代表SMT完成后的半成品;
702:代表插件完成后的半成品;
第四位到第九位:表示流水号:
二、BOM创建规则:
1、BOM模型:
1
A1
2
A2 3
A
4
5
其中;
A1:代表SMT完成后的半成品;1,2代表完成SMT需要的原材料;A2:代表插件完成后的半成品;3,4代表插件类原材料;
A :代表包装完成后的成品;5代表包装材料。
BOM料物编码规则
半成品类别
6XXXXX
XX
版本系数码 供应商区别码 表示半成品规格 表示半成品类别 “6” 表示半成品物料
9XXXXX
成品类别 XX
版本系数码
包装区别码(无包装用“0”)
表示成品规格 表示产品类别 8 表示成品
电子物料编码规则图
2XXXXX
XX
版本系数码 供应商区别码 表示物料规格 表示电子物料二级类别 表示电子物料一级类别
2 表示电子物料
原材料编码规则图
3XXXXX
XX
版本系数码 供应商区别码 表示原材料规格 表示原材料二级分类 表示原材料一级分类 “3”表示原材料
附件类
附件类
5XXXXX
XX
版本系数码 供应商区别码 表示附件规格 表示附件类别 “5” 表示附件类
、 成品采用9字开头。
成品:9 XX XXX X X, 8位字符描述
a 、 “9” 用1位字符表示:成品
b 、 “XX” 用1位字符表示:产品类别 c 、 “XXX” 用2位字符表示:成品规格 d 、 “X” 用1位字符表示:包装方式及类别(无包装裸机成品,用“0”表示) e 、 “X” 用1位字符表示:版本系数
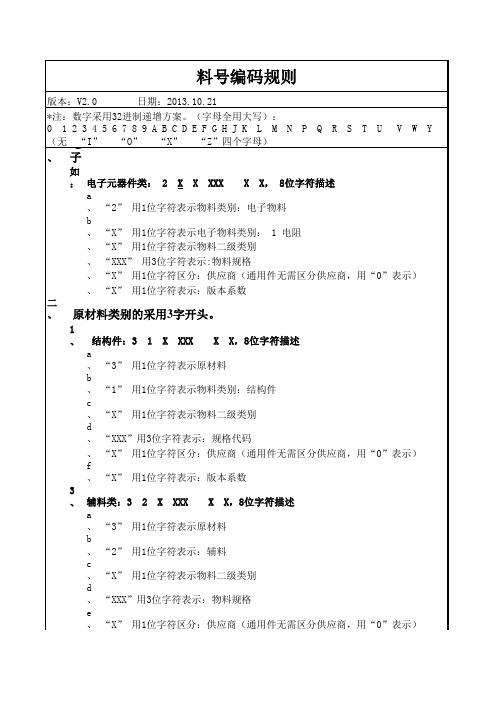
料号编码规则
版本:V2.0
日期:2013.10.21
*注:数字采用32进制递增方案。(字母全用大写):
0 123456789ABCDEFGHJK L M N P Q R S T U
一 (无 电“I” “O” “X” “Z”四个字母) 、子
VWY
如 : 电子元器件类: 2 X X XXX X X, 8位字符描述
、 原材料类别的采用3字开头。
1 、 结构件:3 1 X XXX X X,8位字符描述
xx公司物料清单(BOM)编制规则和管理办法

xx公司企业标准Q/HL202.13-2009受控号:版本号:D/0 代替Q/HL202.13-2008 物料清单(BOM)的编制规则与管理办法2009-07-23发布2009-07-25实施x x公司发布前言Q/HL202.13 《物料清单(BOM)的编制规则与管理办法》,现行有效版本为Q/HL202.13-2009 D/0版,本标准替代Q/HL202.13-2008 C/0版本,与上一个版本相比,主要变化如下:-----增加了4.7主要器件BOM的组成格式;-----完善了4.3 条BOM的组成及格式,并增加范例,附录4 “ DTSD545 NWgVIII(VA) 三相四线电子表基础BOM ”,规定了BOM各汇总表中的层级关系-----第5条:管理审核流程作了具体的补充确定.本标准为正式运行版。
本标准中附录为规范性附录。
本标准由xx公司提出本标准由技术中心负责起草和解释本标准主要起草人:夏志罡本标准现行修订人:胡云、应仙茶、郭枫本标准2001年首次发布,经过2006、2008年、2009年三次修订。
xx集团股份有限公司企业标准物料清单(BOM)的编制规则与管理办法受控号:版本号: D/01 范围本标准规定了本公司的电子式电能表及其系统产品(或单元产品)的物料清单(BOM)的编制规则与管理办法。
本标准适用于公司已制造的、新增功能的电子式电能表和具有顾客协议要求的定制电能表、电能管理系统的物料清单的建立、维护与管理。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本部分。
Q/HL 202.01 企业管理信息编码总则Q/HL 202.02 产品编码规则与管理办法Q/HL 202.05 电能表物料编码规则和管理办法Q/HL202.15 电子元器件和模块编码规则管理办法Q/HL 202.10 工序编码规则与管理办法3 职责3.1 企管部负责产品物料清单编制规则与管理办法的组织制定、审批和归口管理。
LED灯具公司物料系统编码规则

LED灯具物料系统编码规则目录一、总则:1、物料系统简介------------------------------------------------------------------------------------------------------3二、物料系统编码规则:A) 基本元器件编码简介-----------------------------------------------------------------------------------------------41、颜色编码部分------------------------------------------------------------------------------------------------------62、电器编码部分电阻# (7)电容# (90)二极管# (9)保险丝# (10)芯片和稳压器# (11)液晶显示# (12)发光管及发光片# (13)印刷电路板# (14)尾销、铁片、插座# (15)继电器# (16)开关部分# (17)变压器/逆变器及负离子发生器# (18)温度传感器/调节器# (19)压敏电阻# (21)电位器# (22)谐振器# (23)电源模块/电池# (24)接线板(座) # (25)蜂鸣器# (26)连接器/端子外壳# (26)散热片# (27)传感器# (28)阀门# (30)执行器# (31)过滤网# (32)3、机械部分:塑料件 (34)标签# (36)橡胶# (38)弹簧# (39)间隔柱# (40)螺丝# (41)包装# (42)五金件 (43)玻璃# (44)3、线材部分:线材# (45)端子# (46)热缩套管# (48)PVC绝缘套管# (49)光纤维套管# (50)波纹管# (51)4、生产消耗材料部分消耗材料# (52)5、成品与半成品编码部分成品组合(FPC) (53)包装成品(FPP) (54)组装成品(FPA) (55)焊接半成品(SSP) (55)加工半成品(PSP) (56)6、附录机型代码表 (56)软件及PCB序列号 (56)物料系统简介1.目的1.1确保公司从原材料到成品出厂过程中,每一工段的材料、半成品、成品都有相对应的编号。
BOM培训资料资料讲解

BOM的优势
01
02
03
提高效率
BOM通过对物料清单进 行详细描述和管理,提高 了企业的生产和管理效率 。
降低成本
通过BOM的标准化和精 细化管理,企业可以降低 物料成本和管理成本。
提高质量
BOM通过对物料清单的 严格控制和管理,提高了 产品的质量和稳定性。
BOM的未来发展趋势
维修和服务
提供产品维修和服务所需零部件的 信息和数量,便于维修和服务工作 的开展。
03
BOM培训资料总结
BOM的特点
精细化管理
BOM使企业能够精细地跟踪和 管理物料清单,从而提高生产
效率。
标准化
BOM的标准化使得企业能够在 不同的软件和系统中共享和传
输数据,提高协同效率。
可扩展性
BOM结构可灵活扩展,支持添 加、修改和删除组件,满足企
强化核查和校验
对BOM数据进行多次核查和校验,避免出现错误 和不准确的情况。
加强培训和教育
加强对相关人员的培训和教育,提高他们对BOM 的认识和管理水平。
THANKS
谢谢您的观看
05
BOM培训资料常见问题及解答
BOM在使用中常见的问题及解决方法
数据不完整
数据不一致
有时候会出现数据不完整或丢失的情况,需 要检查数据源是否正确,及时补充和修正数 据。
常常由于设计变更、工程更改等原因,导致 BOM数据不一致,需要核查并修正。
数据冗余和不规范
数据错误和不准确
BOM数据中存在冗余数据和非标准格式, 需要进行数据清洗和规范。
实战案例一:BOM在生产管理中的应用
总结词
高效、精准、可追溯
详细描述
机械图号编写规则
机械图号编写规则 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】图纸编码及填写规范技术部王峰一、目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二、适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三、定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
四、一般要求每个产品、部件、零件的图样和文件均应有独立的代号。
采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
通用件的编号应参照JB/或按企业标准的规定。
借用件的编号应采用被借用件的代号。
五、主要内容1、软件的使用技术部机械制图统一采用AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2、图纸编号规则1)产品编号XXX·XX·XX序号产品代号公司代号2)零件图编码规则产品编号:参照1);特征码(可增加):零件图——L;装配图——Z;装配流程图——P;工装夹具图——J;版本号:从A-Z进行编号;零件号:从01-99进行编号。
3)装配图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
4)工装夹具图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
5)装配流程图编码规则产品编号:参照1);特征码:参照2);图号:从01-99进行编号。
6)标准件不进行编号,但必须写明对应国标、品名及规格等参数;7)在相应的图纸标题栏内必须填写相应的版本号;从A-Z进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
机械图号编写规则
图纸编码及填写规范技术部王峰一、目的加强对技术部文件、图纸的管理,使设计、工艺文件管理有规可寻,实现资源共享。
二、适用范围适用于技术部所有设计、工艺图纸的编码及管理。
三、定义本制度所述的技术文件包括产品零件图、装配图、工装、量具图,试制流程图、工艺规程、检验卡片、作业指导书、质量记录、文件资料等。
四、一般要求4. 1 每个产品、部件、零件的图样和文件均应有独立的代号。
4. 1.1 采用表格图时,表中每种规格的产品、部件、零件都应标出独立的代号。
4. 1. 2 同一产品、部件、零件的图样用数张图纸绘制时,各张图样标注同一代号。
4. 1.3 同一CAD文件使用两种以上的存储介质时,每种存储介质中的CAD文件都应标注同一代号。
4. 1.4 通用件的编号应参照JB/T5054.8 或按企业标准的规定。
4. 1.5 借用件的编号应采用被借用件的代号。
五、主要内容1、软件的使用技术部机械制图统一采用 AutoCAD(2D),Solidworks(3D);具体版本由技术部商讨决定。
2、图纸编号规则1)产品编号XXX·XX ·XX序号产品代号公司代号2)零件图编码规则产品编号:参照1);特征码(可增加):零件图——L;装配图——Z;装配流程图——P;工装夹具图——J;版本号:从A-Z进行编号;零件号:从01-99进行编号。
3)装配图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
4)工装夹具图编码规则产品编号:参照1);特征码:参照2);版本号:从A-Z进行编号;零件号:从01-99进行编号。
5)装配流程图编码规则产品编号:参照1);特征码:参照2);图号:从01-99进行编号。
6)标准件不进行编号,但必须写明对应国标、品名及规格等参数;7)在相应的图纸标题栏内必须填写相应的版本号;从A-Z进行编写,以次类推;图纸换版是在图纸有很大改动的情况下,图纸勘误不能算换版。
机械制造业常用英语单词
英语参考资料一、英语缩写及对应中文ABC:作业制成本制度(Activity-Based Costing)ABB:实施作业制预算制度(Activity-Based Budgeting)ABM:作业制成本管理(Activity-Base Management)APS:先进规画与排程系统(Advanced Planning and Scheduling)ASP:应用程序服务供货商(Application Service Provider)ATP:可承诺量(Available To Promise)BOM:物料清单(Bill Of Material)BPR:企业流程再造(Business Process Reengineering)BSC:平衡记分卡(Balanced ScoreCard)BTF:计划生产(Build To Forecast)BTO:订单生产(Build To Order)CPM:要径法(Critical Path Method)CRM:客户关系管理(Customer Relationship Management)CRP:产能需求规划(Capacity Requirements Planning)CTO:客制化生产(Configuration To Order)DBR:限制驱导式排程法(Drum-Buffer-Rope)DRP:运销资源计划(Distribution Resource Planning)DSS:决策支持系统(Decision Support System)EC:设计变更/工程变更(Engineer Change)EC:电子商务(Electronic Commerce)EDI:电子资料交换(Electronic Data Interchange)EIS:主管决策系统(Excutive Information System)EOQ:基本经济订购量(Economic Order Quantity)ERP:企业资源规划(Enterprise Resource Planning)FMS:弹性制造系统(Flexible Manufacture System)FQC:成品品质管制(Finish or Final Quality Control)IPQC:制程品质管制(In-Process Quality Control)IQC:进料品质管制(Incoming Quality Control)JIT:实时管理(Just In Time)KM:知识管理(Knowledge Management)L4L:逐批订购法(Lot-for-Lot)LTC:最小总成本法(Least Total Cost)LUC:最小单位成本(Least Unit Cost)MES:制造执行系统(Manufacturing Execution System)MPS:主生产排程(Master Production Schedule)MRP:物料需求规划(Material Requirement Planning)MRPⅡ:制造资源计划(Manufacturing Resource Planning)OEM:委托代工(Original Equipment Manufacture)ODM:委托设计与制造(Original Design & Manufacture)OLAP:线上分析处理(On-Line Analytical Processing)OLTP:线上交易处理(On-Line Transaction Processing)OPT:最佳生产技术(Optimized Production Technology)OQC:出货品质管制(Out-going Quality Control)PDCA:PDCA管理循环(Plan-Do-Check-Action)PDM:产品数据管理系统(Product Data Management)PERT:计画评核术(Program Evaluation and Review Technique)POH:预估在手量(Project on Hand)QCC:品管圈(Quality Control Circle)RCCP:粗略产能规划(Rough Cut Capacity Planning)ROP:再订购点(Re-Order Point)SCM:供应链管理(Supply Chain Management)SFC:现场控制(Shop Floor Control)SIS:策略信息系统(Strategic Information System)SPC:统计制程管制(Statistic Process Control)TOC:限制理论(Theory of Constraints)TQC:全面品质管制(Total Quality Control)TQM:全面品质管理(Total Quality Management)WIP:在制品(Work In Process)APQP:产品质量先期策划和控制计划(Advanced Product Quality Planning and Control Plan )PPAP:生产件批准程序(Production Part Approval Process)FMEA:潜在失效模式及后果分析(Potential Failure Mode and Effects Analysis,)SPC :统计过程控制(Statistical Process Control)OEM:Original Equipment ManufacturerANOVA :方差分析法(Analysis of Variance)DFMEA :设计失效模式及后果分析(Design Failure Mode and Effects Analysis)DOE :试验设计(Design of Experiment)GR&R :量具的重复性和再现性(Gage Repeatability and Reproducibility)PFMEA :过程失效模式及后果分析(Process Failure Mode and Effect Analysis)QSR:质量体系要求(Quality System Requirement)QFD :质量功能展开(Quality Function Deployment)BOM :物料清单(Bill of Material)Cpk:稳定过程的能力指数(Capability for stable process)LCL :下控制限(Lower Control Limit)UCL :上控制限(Upper Control Limit)LSL :工程规范下限(Lower Specification Limit)X(—)--R图:均值一极差图(Average-Range Chart)Mistake Proofing:防错ETA :预计到达(Estimate to be arrive)PO:定单(Purchase order)M/C :机器(machine)RFQ :报价需求(Request for quotation)MFI :熔融流动指数(Melt flow index)FAI :全尺寸检测报告(First article inspection)COC :材质证明(Certificate of compliance)ALT :加速老化试验(Accelerated life test)CRR :承认书(Component review report)OT:加班(Over time)CAP :矫正计划(Corrective action plan)R&D :研发(Research and Development)ASAP:尽快(As soon as possible)ECN:工程更改通知(Engineering change notice)DCN:设计更改通知(Design change notice)OTD:准时交货(On time delivery)二、日常办公英语总经理办公室General manager’s office 模具部Tooling department项目部Project department 品质部Quality department计划部Plan department制造部Manufacture departmentKeypad产品部Keypad departmentIMD 产品部IMD department五金部Metal stamping department设计科Design section冲压车间Stamping workshop电镀车间Plating workshop物控科Production material control section 计划科Plan section仓务科Warehouse section商务科Business section品质规划科quality plan sectionIQC科IQC sectionIPQC科IPQC sectionOQC科OQC section检测中心measurement center项目规划科Project plan section项目XX科Project section XX试模科Mold test section成本科Cost section设备科Facility section采购科Purchase section综合办General affairs office编程科Programming section 模具工程科Tooling engineering section 模具装配车间Mold assembly workshop 文控中心Document control center (DCC) 注塑车间Injection workshop喷涂车间Spray painting workshop装配车间Assembly workshop总经理General manager (GM)经理managerXX部门经理Manager of XX department 原料库Raw material warehouse半成品库Semi-finished product warehouse成品库Finished product warehouse科长section chief主任chief部门主管department head主管, 线长supervisor组长Foreman, forelady秘书secretary文员clerk操作员operator助理assistant职员staff三、专业英语名词超声波焊接ultrasonic welding 塑胶件Plastic parts塑材Raw parts喷涂件Painted parts装配件Assembly parts零件Component原料Raw material油漆Paint稀释剂Thinner油墨Ink 物料编号part number注塑模具injection mold冲压模具Stamping tool模架mold base定模座板Fixed clamp plate A板A plateB板B plate支承板support plate方铁spacer plate回位销Return pin导柱Guide pin动模座板Moving clamp plate 顶针ejector pin单腔模具single cavity mold 多腔模具multi-cavity mold浇口gate合模力clamping force锁模力locking force开裂crack循环时间cycle time老化aging螺杆screw镶件Insert主流道sprue分流道runner浇口gate直浇口direct gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate浇口套sprue bush流道板runner plate排气槽vent分型线(面)parting line定模Fixed mold动模movable mold型腔cavity凹模cavity plate,凸模core plate 斜销angle pin滑块slide拉料杆sprue puller定位环locating ring脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mold熔合纹weld line三板式模具three plate mold脱模ejection脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure保压时间holding time闭模时间closing time电加工设备Electron Discharge Machining 数控加工中心CNC machine center万能铁床Universal milling machine平面磨床Surface grinding machine万能摇臂钻床Universal radial movable driller立式钻床Vertical driller倒角chamfer键Key键槽keyway间距pitch快速成型模Rapid prototype tool (RPT)数控加工numerical control machining原材料raw material主要材料primary material; direct material 辅助材料auxiliary material; indirect material 代用材料substituent 易损材料quick-wear material 废料waste material型材section板材plate棒材bar stock铸件casting锻件forgings焊接件weldment模压件molded parts冲压件stamping合格品accepted product conforming article 不合格品:defective unit non conforming article废品discard返修品rewotking parts样品specimen ; sample工件workpiece配套件(配件)fitting part备品(备件)spare part附件accessory零件part部件subassembly标准件standard part外购件purchased part外协件teamwork part 易损件:quick-wear part试件testing part一般特性general character重要特性important character锻造forging铸造casting钳加工bench work焊接welding铆接riveting热处理heat treatment机械加工machining冷作cold work冲压stamping压力加工mechanical metal processing 塑料成型加工plastic processing电加工electric machining电火花加工electrical discharge machining(EDM)装配assembly包装packaging四、品管专业名词SPC statistic process control品质保证Quality Assurance(QA)品质控制Quality control(QC)来料检验IQC Incoming quality control 巡检IPQC In-process quality control 校对calibration环境试验Environmental test光泽gloss拉伸强度tensile strength盐雾实验salt spray test翘曲warp比重specific gravity 疲劳fatigue撕裂强度tear strength缩痕sink mark耐久性durability抽样sampling样品数量sample sizeAQL Acceptable Quality level 批量lot size抽样计划sampling plan抗张强度Tensile Strength抗折强度Flexural Strength 硬度Rigidity色差Color Difference涂镀层厚度Coating Thickness导电性能Electric Conductivity粘度viscosity附着力adhesion耐磨Abrasion resistance尺寸Dimension(喷涂)外观问题Cosmetic issue不合格品Non-conforming product 限度样板Limit sample质量手册Quality Manual质量计划Quality Plan质量策划Quality Planning质量记录Quality Records原始数据Raw Data 反应计划Reaction Plan返修Repai返工Rework现场Site分承包方Subcontractors产品product质量quality质量要求quality requirement顾客满意customer satisfaction质量管理体系quality management system 质量方针quality policy质量目标quality objective质量管理quality management质量控制quality control质量保证quality assurance五、生产工艺专业名词注塑机injection machine冲床Punch machine嵌件注塑Insert molding双色注塑Double injection molding 薄壁注塑Thin wall molding膜内注塑IMD molding ( In-mold decoration)移印Tampo printing丝印Silk screen printing热熔Heat staking超声熔接Ultrasonic welding (USW)尼龙nylon黄铜brass青铜bronze紫(纯)铜copper料斗hopper麻点pit 配料compounding涂层coating飞边flash缺料Short mold烧焦Burn mark缩水Sink mark气泡Bubbles破裂Crack熔合线Welding line流痕Flow mark银条Silver streak黑条Black streak表面光泽不良Lusterless 表面剥离Pelling翘曲变形Deformation 脏圬Stain mark油污Oil mark蓝黑点Blue-black mark 顶白Pin mark拉伤Scratch限度样品Limit sample 最佳样品Golden sample 预热preheating再生料recycle material 机械手Robot 机器人Servo robot试生产Trial run; Pilot run (PR) 量产mass production切料头Degate产能Capacity能力Capability参数Parameter二次加工Secondary process六、物流控制专业名词保质期shelf lifeABC分类法ABC Classification装配Assembly平均库存Average Inventory批号Batch Number批量生产Mass Production提货单Bill of Lading物料清单Bill of Material采购员Buyer检查点Check Point有效日期Date Available修改日期Date Changed结束日期Date Closed截止日期Date Due生产日期Date in Produced库存调整日期Date Inventory Adjust作废日期D ate Obsolete收到日期Date Received交付日期Date Released需求日期Date Required需求管理Demand Management需求Demand工程变更生效日期Engineering Change Effect Date 呆滞材料分析Excess Material Analysis 完全跟踪Full Pegging在制品库存In Process Inventory投入/产出控制Input/ Output Control检验标识Inspection ID库存周转率Inventory Carry Rate准时制生产Just-in-time (JIT)看板Kanban人工工时Labor Hour最后运输日期Last Shipment Date提前期Lead Time负荷Loading仓位代码Location Code仓位状况Location Status批量标识Lot ID批量编号Lot Number批量Lot Size机器能力Machine Capacity机器加载Machine Loading制造周期时间Manufacturing Cycle Time 制造资源计划Manufacturing Resource Planning (MRP II)物料成本Material Cost物料发送和接收Material Issues andReceipts物料需求计划Material Requirements Planning (MRP)现有库存量On-hand Balance订单输入Order Entry零件批次Part Lot零件编号Part Number (P/N)零件Part领料单Picking List领料/提货Picking产品控制Product Control产品线Production Line采购订单跟踪Purchase Order Tracking需求量Quantity Demand毛需求量Quantity Gross安全库存量Safety Stock在制品Work in Process零库存Zero Inventories审核Audit能力Capability能力指数Capability Indices控制计划Control Plans纠正措施Corrective Action文件Documentation作业指导书Standard operation procedure (SOP); Work instruction不合格品Nonconformance不合格Nonconformity每百万零件不合格数Defective Parts Per Million, DPPM预防措施Preventive Action程序Procedures过程流程图Process Flow Diagram, Process Flow Chart 组织organization顾客customer供方supplier过程process服务service设计与开发design and development:特性characteristic可追溯性trace ability合格conformity缺陷defect纠正correction让步concession放行release报废scrap规范specification检验inspection试验test验证verification评审review测量measurement普通原因Common Cause均值Mean极差Range稳定性Stability计量型数据Variables Data变差Variation重复性Repeatability再现性Reproducibility稳定性Stability线性Linearity分辨率Resolution过程更改Process change质量功能展开QFD外观项目Appearance Item初始过程能力Preliminary Process Capability材料清单Bill of Material 设计确认Design Validation 设计验证Design Verification七、通用词语确保ensure构想construct会签con-sign功能Function机构organization外观appearance适用apply to作业流程Operation flow附件attachment商务人员business personnel汇总summarize指定相关人员designated personnel 新产品开发说明会new product development explanation meeting 拟定Prepare委托entrust认证qualify电子档Soft copy3D文件3D database移转Transfer执行ConductXXX申请单XXX Application form 客户要求Customer requirement启动Kick off评估Evaluation作业员Operator批准, 承认Approval合同评审Contract review可靠性Reliability 相关的Relevant程序Procedure制程Process流程图Flow chart产品Product生产Production资材Logistics责任Responsibility跟进Follow-up交付Delivery汇总Summarize外协加工subcontract指定相关人员designated personnel 编号number附件attachment产品名称Description周期循环时间Cycle time模具号Mold No,数量quantity ( Qt’y )备注remarkSAP号SAP No.客户Customer表单Form初步的Preliminary版本Version根本原因Root cause(喷漆)夹具Fixture(设备)小夹具Jig设备Equipment设施Facility送,提交(样品)Submit责任部门,责任人Responsible by (大的)目标Objective(小的,具体的)目标Target格式Format 上岗证Qualification card需求Requirement现场On site查检表Checklist试产pilot增值税VAT---value-added tax模具图面常见符号含义M,MC ―― 铣SP ―――― 基准点H ――― 热处理TYP ―――― 典型尺寸ELE ―― 镀铬R P ―――― 圆弧点DYE ―― 染黑CEN,CL ―― 中心线G ――― 磨TAN ―――― 切点PG ――― 光学曲线磨THR ―――― 穿孔JG ――― 坐标磨BOTT ――― 底面W/C,W ――线割TOP ―――― 顶面E,EDM―― 放电SYM ―――― 对称L ―――― 车T ――――― 厚度INT ――― 交点CB ―――― 沉孔C ―――― 倒角CLEAR ――― 间隙11。