LCD全制程QC工程图
合集下载
QC工程图

序号 No.
工程名称 Process
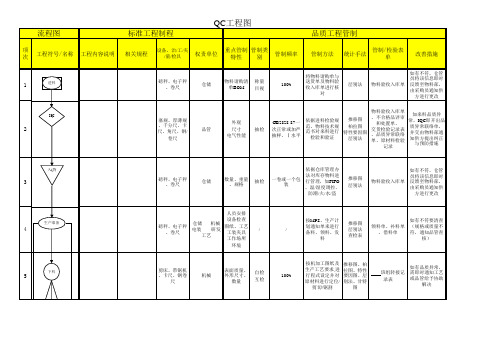
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
工程名称 Process
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
QC工程图简介 ppt课件

2021/3/26
QC工程图简介 ppt课件
4
• 实际上,QC工程表必须详细说明整个制程包括从进料、
加工过程、组装、出货以及定期性检查的各个过程中,对 会造成不符客户需求的特性,应采用的监视及管制办法, 并以此作为实际参与的职工行事的依据。在正式量产中 QC工程表对需要进行管制的特性值,提供了制程进行各 种监控及管制的方法说明。但是QC工程表不能替代作业 人员操作依据的作业指导书,作业指导书还是必须详细实 际有效的操作程序书面化。凡产品的原型制作、样品试样 及量产均须事先完成QC工程表的制作。
9
QC 工程表制作步骤
• 制程记号:操作○,品质检验◇,数量检验□,运搬 ,
储存 ;
• 制程编号:作业顺序;便于追踪之用。 • 加工厂所:作业所属车间; • 制程名称:作业名称;在 制造流程图上叙述有关制造系
统、次系统、组建的所有步骤。
• 设备名称:作业使用设备; • 管制条件:管制项目的规格及标准。 • 品质特性:管制项目的名称;
2021/3/26
QC工程图简介 ppt课件
5
• QC工程表在整个产品寿命周期里,都应加以维持并被使
用。在产品寿命周期中的初期,它主要的目的是将制程管 制的初步方案加以书面化与进行沟通之用,。然后,它引 导我们告诉我们在制造中如何进行制程管制及确保产品质 量。最后阶段,它仍是书面文件,反映出现行的管制方法 以及所使用的量测系统。当量测方法及管制方法有所改善 后,QC工程表也应随之更新。
FMEA的等级决定。
2021/3/26
QC工程图简介 ppt课件
11
2021/3/26
QC工程图简介 ppt课件
12
2021/3/26
QC工程图简介 ppt课件
QC工程图
12
表面 处理
IPQC( 4)
13
电镀
14
IPQC( 5)
15
装配
16
拉丝机、喷砂
机、校平机、 塞规、厚薄规 、千分尺、量
尺、角尺
自检 互检
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
校平/拉丝/喷砂
图
屑
班组转接记 录表
如有品质异常, 需即时通知工艺 或品管给予协助
解决
塞规、厚薄规 、千分尺、卡 尺、角尺、卷
尺
品管
表面质量、 形位尺寸
首检 巡检 定位检
首检:1Pcs/次; 巡检:5Pcs/2Hs, 附带6S检查; 定 位检:50%以上
依据机加工图纸 、生产工艺要求 及制程检验规范 (机加工)进行检验
别法
首件检验单、机 加工零部件巡回 检验记录、返工 返修单、品质异 常联络单、不合 格品评审和处置
单
如有不符,通知 机械部校机或修 模;如严重不合 格或已通知未改 善者,则开具品 质异常联络单或 组织MRB会议
钻床
卡
尺
风枪
刮刀
机械
表面质量、 形位尺寸、
数量
自检 互检
100%
按机加工图纸及 推移图、柏
料
推移图 层别法 查检表
领料单、补料单 、借料单
如有不符要清查 (规格或质量不 符,通知品管查
核)
100%
按机加工图纸及 推移图、柏
生产工艺要求,进 拉图、特性
行程式设定并对 要因图、层
原材料进行定位/ 别法、甘特
剪切/锯割
LCM QC工程图

LCM QC工程图
TFT 生产流程图示:
数万个文件,一网打尽
强力推荐!大量电子行业电子企业/工厂方面(涵盖LCD/LCM/TFT/TP/3D/POL实战技术)资料。
包括多家著名电子企业的内部管理制度,表格,流程,成本,绩效考核,供应链,质量管理,电子行业技术资料等等. 数万个文件, 一网打尽!!是本人精心制作的一套有助于电子企业及从事电子行业的个人提升能力的管理光盘!! 有助您系统性及完整性的把电子行业的管理工作做得更好.为您或企业节省大量的管理成本!! 售价:100元另加50元可以参加百万资料下载计划,一次付出,终生使用,你只需首付50元,对资料文库里的资料你只需付车费可免费上门拷贝(深圳内),省外可刻碟5元/张邮费自理或网上传输
以下为部分截屏目录,
有LCM/LCD/TFT/SMT行业全套生产/品质/工艺/原材料/总结
报告资料,另有电子设计类资料,有需要的朋友,可以联系我
的QQ785302948
师少恒QQ:785302948。
QC工程图(电子产品完整版)

1.核对BOM 和E合性3.标 准准确, 无误。4. 是否漏判
和误判
1.新产品成ECN变 更
2、产品新制作或 更改;3.生产全 过程;4.每两小
时
《IPQC巡检记录》 《车间温湿度记录表》
技术员
、工艺 工程师 、品质
工程师 主管
1.发生异常需立即检讨或停 线
工程师
报主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求
和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁干 净, 无残留物、起泡、 发黄2.做好静电防护和
通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主管
15
OQC检验
、IPQC
显示器、卡尺
12
IPQC检查
检查制程过程是否符 合工艺标准要求
1.按检查指令和BOM要求
显示屏、主机
、无线天线、 4G卡、鼠标、
不良标签 合格标签
1.生产数量记录 2.生产品质状况
目视
《IPQC检 验规范》
1.2小时
音响
《IPQC巡检记录》
IPQC
主管
1.2H内不良发生3PCS以上报 告技术员调试。2.连续3PCS 不良应停线稽核,并及时汇
BOM表, 客户其它
要求
液晶屏、按键
板、主板、转
接板、屏线、
BOM表,
1
IQC检验
客户物料的领用,接 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
转接线、安装 框架、锁屏条 、挡板、防尘
QC 工程图(模版)
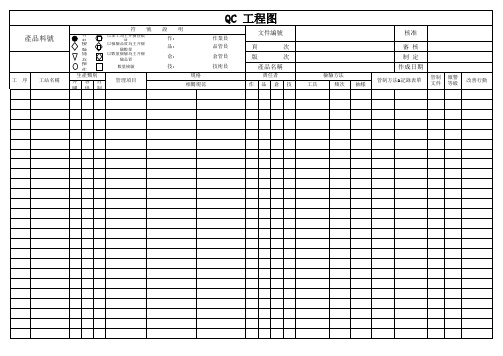
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图

资材 铁件 涂装 装配
人员安排 设备检查 图纸、工艺 工装夹具 工作场所 环境
/
/
按BOM、生产计 划通知单来进 行备料、领料 、发料
推移图 层别法 查检表
如有不符要清查(规 领料单、补料单 格或质量不符,通知 品管查核)
5
下料
设施和工作环境控制程序 、生产和服务提供控制程 程序设定、外形尺寸量测 切管机、卡 序、产品防护控制程序、 、定位、剪锯 尺、钢卷尺 文明安全生产规定、各类 设备操作规程
/
涂装
表面质量
全检
100%
按毛坯件外观 检验指导书进 行外观检验
柏拉图
不良标贴 不良统计报表
如有品质异常,需即 时通知工艺或品管给 予协助解决
12
喷砂
程序设定 喷砂
设施和工作环境控制程序 、生产和服务提供控制程 序、产品防护控制程序、 喷砂机 文明安全生产规定、各类 设备操作规程
涂装
表面质量、数 量
涂装
表面质量、数 量
自检 互检
100%
按涂装工艺要 推移图、柏 如有品质异常,需即 求,进行程式设 拉图、特性 班组转接记录表 时通知工艺或品管给 定并对毛坯件 要因图、层 予协助解决 进行表面处理 别法
14
涂装前
外观验证
设施和工作环境控制程序 、生产和服务提供控制程 序、产品防护控制程序、 文明安全生产规定
手动CO2焊机 、自动CO2焊 机、塞规、 厚薄规、千 分尺、卡尺 、角尺、毛 刷
铁件
表面质量、形 位尺寸、数量
自检 互检
100%
按焊接图纸及 推移图、柏 生产工艺要求, 如有品质异常,需即 拉图、特性 进行程式设定 班组转接记录表 时通知工艺或品管给 要因图、层 并对材料进行 予协助解决 别法 定位焊接
QC工程流程图(TCL资料)

2、生产之前对胶水的浓液糊化温度已测试;
3、生产过程中短线产品必须做到每一品种抽查一次以上,长线产品每60分钟必须抽查测试纸板的尺寸规格,粘合强度、水份、耐破强度、边压强度、戳穿强度、厚度以测试生产过程的符合性;
纸板
油墨
印刷版
成型纸板
自动四色印刷开Leabharlann 机1、生产工序操作规程;2、QLZY-02检验作业指导书;
成型纸板
扁丝
成品纸箱
装钉机
1、生产工序操作规程;
2、QLZY-02检验作业指导书;
3、客户提供的标准;
1、首件确认装钉数及成箱尺寸、方正度;
2、每30分钟抽查生产过程中的头尾钉位置,钉距的均匀性及排列效果、打包的效果符合性;
3、成品入库前对成箱的抗压强度、耐破、戳穿强度、水份、边压、厚度进行测试、合格后方可入库;
QC工程图
附件1文件编号:QLQC-01
材料输入
材料输出
作业设备
过程流程图
指导文件
检验频次及说明
原纸
胶水
三、五层瓦楞纸板
自动五层纸板生产线
原纸
瓦楞纸板
印刷成型
装钉
包装入库
1、生产工序操作规程;
2、QLZY-03纸板理化性能检测作业指导书;
3、QLZY-02检验作业指导书;
1、所有进入生产的原纸材料已按要求检测合格;
3、QLZY-03纸板理化性能检测作业指导书;
1、印刷版(感光树脂版)在生产前已核对;
2、印刷油墨的色序编号及效果印刷前先确认符合性;
3、印刷首件必须核对图文的准确性、位置符合、印刷色相的符合性、成型尺寸及扣手、孔洞的符合、抗压强度的符合性、印刷机长、质检签字认可;
4、正常生产过程中每30分钟抽检过程产品,并测试纸箱抗压强度的变化、图文的变异、成型的效果变异,如超出许可变异范围要求生产调整;
3、生产过程中短线产品必须做到每一品种抽查一次以上,长线产品每60分钟必须抽查测试纸板的尺寸规格,粘合强度、水份、耐破强度、边压强度、戳穿强度、厚度以测试生产过程的符合性;
纸板
油墨
印刷版
成型纸板
自动四色印刷开Leabharlann 机1、生产工序操作规程;2、QLZY-02检验作业指导书;
成型纸板
扁丝
成品纸箱
装钉机
1、生产工序操作规程;
2、QLZY-02检验作业指导书;
3、客户提供的标准;
1、首件确认装钉数及成箱尺寸、方正度;
2、每30分钟抽查生产过程中的头尾钉位置,钉距的均匀性及排列效果、打包的效果符合性;
3、成品入库前对成箱的抗压强度、耐破、戳穿强度、水份、边压、厚度进行测试、合格后方可入库;
QC工程图
附件1文件编号:QLQC-01
材料输入
材料输出
作业设备
过程流程图
指导文件
检验频次及说明
原纸
胶水
三、五层瓦楞纸板
自动五层纸板生产线
原纸
瓦楞纸板
印刷成型
装钉
包装入库
1、生产工序操作规程;
2、QLZY-03纸板理化性能检测作业指导书;
3、QLZY-02检验作业指导书;
1、所有进入生产的原纸材料已按要求检测合格;
3、QLZY-03纸板理化性能检测作业指导书;
1、印刷版(感光树脂版)在生产前已核对;
2、印刷油墨的色序编号及效果印刷前先确认符合性;
3、印刷首件必须核对图文的准确性、位置符合、印刷色相的符合性、成型尺寸及扣手、孔洞的符合、抗压强度的符合性、印刷机长、质检签字认可;
4、正常生产过程中每30分钟抽检过程产品,并测试纸箱抗压强度的变化、图文的变异、成型的效果变异,如超出许可变异范围要求生产调整;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
老化
烘箱
1 次/4 小时
目视
OP、组 长、 IPQC
一次电 测
电测机, 电测 夹具
外观/电讯
《电测技 术准书》 《一次电 测 PQC 检 验工作指 示》 《巡检 QC 作业 指导书》
《LCD 后工 序检验标准 (A2) 》
每批
电测机、 电 测夹具
OP、组 长、 IPQC
《电测 PQC 监 控记录表》 ; 《电测 PQC 日 报表》 《丝印岗位 PQC 技机监控 记录用》
首件检查 1 次/2 小时
菲林尺
OP、组 长、 IPQC
巡 检
COG
ACF 贴附机, LCD+ACF; COG 预压 LCD+IC; 机,COG 主 LCD+IC; 压机, 全自动 LCD+ACF+IC COG
ACF 品名规格有 效期;贴附长度位 COG 岗位 置热压头平坦度; PQC 检验 IC 型号, 温度压力 作业指导 平坦度;导电粒子 书 数及温度压平坦 度。
贴片
成品外观质量
简易组 装
铁框、EL、背 光板,双面胶
核对物料; 产品外规
TAB 岗位 PQC 检验 作业指导 书
首检确认 1 次 2 小时
台灯; 菲林 尺‘;导光 板夹具, 背 光源
《A 线 IPQC 检查记录表》
巡 检
TOP 清 洗
上料机, 清洗 机,下料机
清洗液,ITO 玻璃
A.碱液浓度,温 度 B.测玻璃的干 净度
《B 线 IPQC 作业 指导书》
A. 每天生产前测一次,若 中途更换显影液时需重 测一次。温度在每班开 《B 线 IPQC 始生产时检查,生产中 作业指导书》 每四小时抽查一次。 B. 每班在开始生产时首板 必检 A.每次更换产品时检查凸 版型号; TOP 材料。炉温 在每班开始生产时检查,生 《B 线 IPQC 产中每四小时检查一次。 作业指导书》 B.a.首件连续检查 2 片合 格时确认首板合格。b.生产 中每 50 片抽查 2 片。 《B 线 IPQC 在每班开始生产时检查,生 作业指导书》 产中每四小时检查一次。 C. 每天生产前测一次,若 中途更换显影液时需重 《B 线 IPQC 测一次。温度在每班开 作业指导书》 始生产时检查,生产中 每四小时抽查一次。
切割
切割机, 裂片 机
大对玻璃
切割线位置; 切割尺寸,切反
目视、 卡尺
插条
灌液工装
每篮
目视
配液
搅拌器、 搅拌 子
液晶
液晶型号 《注液工 程作业指 导书》 《巡检 QC 作业 指导书》 《巡检 QC 作业 指导书》 《盒清洗 岗位 PQC 检验作业 指导书》 《巡检 QC 作业 指导书》
《样品试灌 单》 《后工序灌 液工艺指引》 《后工序检 验标准》 工程图;样 板;及《后工 序检验标准 (A2) 》 《盒清洗岗 位 PQC 检验 作业指导书》
首检确认 1 次 2 小时
菲林尺; 显 微镜; 拉力 OP、组 测试机; 电 长、 测机;夹 IPQC 具;镊子, 台灯
《TAB 岗位 PQC 质量监控 记录表》 ; 《TAB 拉力测 试记录表》 ; 《TAB 岗位外 规抽检记录 表》
标准》 贴片滚轮; 贴 片机; 脱泡炉 上偏光片;下 偏光片;胶带 贴片 PQC 作业指导 书 《LCD 后工 检验标准》 ; 制造规范;样 板 《LCD 后工 序检验标准 (A2); 》 BOM;样板; 模组图;模组 分解图; 《抽 样检查标准》 《LCD 后工 序检验标准 (A2) 》 《COG/TAB/ 二测电测技 术标准》 ;样 板,模组图; 模组分解图; 《抽检检查 标准》 包装技术标 准书 首检确认 1 次 2 小时 菲林尺 台灯 OP、组 长、 IPQC 《贴片岗位 PQC 质量监控 记录表》
IPQC
《C 线 IPQC 检查记录表》 《C 线机器参 数检查记录 表》
巡 检
热压
下料机, 加压 机, 固化炉, 对位
ITO 玻璃,均 A. 热压的温度及 热板, 热压纸, 时间 ITO 玻璃 B. 出货检查(B
《C 线 IPQC 作 业指导
IPQC
《前工序出货 检查记录表》
巡 检
检查仪,钠 灯, 盒厚测试 仪
目视
IPQC
巡 检
显影
上料机, 显影 机,下料机, 显影剂,纯水 坚膜炉,投影 仪
A.显影液浓度, 《A 线 温度,坚膜炉温, IPQC 作业 B.显影后图形质 指导书》 量
A.浓度每天生产前测一次, 若中途更换显影液时需重 测一次。温度在每班开始生 《A 线 IPQC 产时检查,生产中每四小时 抽查一次。 作业指导书》 B.a.首板必检。b.生产中 50 片抽查 2 片。c.更改工艺条 件时必须检查首板。
LCD QC 工程图
流程图 工程名 称 生产设备 使用材料 检验项目 检验规范 检验标准 检验频 率 检验设备 责任人 记录 备 注 A.每班在开始生产时的首 检。 接触角仪, 《A 线 IPQC B.在更换产品时必须首检 电阻仪 作业指导书》 一片。 .C.生产中每小时抽查 2 片。 A.a. 每班开始生产时的首 板必检。b.更换工艺条件时 《A 线 IPQC 要重复 a 的做法。 作业指导书》 B.每班开始生产时检查,生 产中每四小时抽查一次。 《A 线 IPQC 作业指导书》 a.每班在开始生产首板必 检。 b. 更换产品时要检查
PI 印刷
PI 印刷机, 预烘机
清洗液,APR 版,ITO 玻 璃,PI 液
A.凸版型号;PI 材料,炉温 B.涂层表面质量
《B 线 IPQC 作业 指导书》
目视
IPQC
固化
固化炉
ITO 玻璃
炉温
《B 线 IPQC 作业 指导书》
目视
IPQC
巡 检
Байду номын сангаас
摩擦
上料机, 定位 ITO 玻璃,摩 机,摩擦机, 擦布 US 干洗机
首检确认 1 次 2 小时
电测机; 夹 具;显微 镜; 菲林尺
OP、组 长、 IPQC
《COG 设备参 数检查表》 ; 《COG PQC 质量监控记录 表》
TAB
ACF 贴附机, TAB/FPC、硅 TAB/FPC 压 胶、UV 胶带 贴机
ACF 品名规格胶 效期,贴附长度位 TAB 岗位 PQC 检验 置,垫压头平坦 度, TAB/FPC 对位 作业指导 书 粒度,拉力测试, 产品外规质量
线不良,C 线 不良,D 线不 良,盒厚)
书》 《热 压固化 出货检 查标 准》 《巡检 QC 作业 指导书》 《LCD 后工 序检验标 准》
B.按一种产品生产数的 3 %抽查,每批号至少检查 1 对。 首件检查 1 次/2 小时 OP、组 长、 IPQC OP、组 长、 IPQC OP、组 长、 IPQC OP、组 长、 IPQC OP、组 长、 IPQC OP、组 长、 IPQC 《配液配比记 录表》 《灌液 PQC 质 量监控记录 表》 《封口 PQC 质 量监控记录 表》 《磨边 PQC 质 量监控记录 表》 《IPQC 清洗 工序检查记 录》 《巡检 QC 机 台检查表》 巡 检 巡 检 巡 检 《切割 PQC 质 量监控记录 表》 巡 检
投影仪,测 量仪
IPQC
《酸碱滴定记 录表》,《A 线 IPQC 检查 记录表》
巡 检
图形检 测,激 光修复
上料机, 图形 检测仪, 激光 修复机, 下料 机
ITO 玻璃
检查短路情况。及 每粒短路的线条 被修复好的线条 情况。
《A 线 IPQC 作业 指导书》
《A 线 IPQC 作业指导书》
投影仪
IPQC
接触角仪, 测量仪
IPQC
《B 线 IPQC 检查记录表》, 《酸碱滴定记 录表》
巡 检
TOP 印 刷
TOP 印刷机, 预烘机
清洗液,APR 版,ITO 玻 璃,TOP 液
A.凸版型号; TOP 材料,炉温 B.涂层表面质量
《B 线 IPQC 作业 指导书》
目视
IPQC
《B 线 IPQC 检查记录表》, 巡 《A 线机器参 检 数检查记录 表》 《A 线机器参 数检查记录 表》 《B 线 IPQC 检查记录表》, 《酸碱滴定记 录表》
固化
固化炉
ITO 玻璃
炉温
《B 线 IPQC 作业 指导书》 《B 线 IPQC 作业 指导书》
目视
IPQC
巡 检
PI 清洗
上料机, 清洗 机,下料机
清洗液,ITO 玻璃
A.碱液浓度,温 度 B.测玻璃的干 净度
接触角仪, 测量仪
IPQC
巡 检
D. 每班在开始生产时首板 必检 A.每次更换产品时检查凸 版型号; PI 材料。炉温在 每班开始生产时检查,生产 《B 线 IPQC 中每四小时检查一次。 作业指导书》 B.a.首件连续检查 2 片合 格时确认首板合格。b.生产 中每 50 片抽查 2 片。 《B 线 IPQC 在每班开始生产时检查,生 作业指导书》 产中每四小时检查一次。 a.每次更换产品时要检查首 板。 b.生产中每 25 片抽查一片 b. A;B 机每生产 25 片各 《C 线 IPQC 查 1 片. 作业指导书》 c.更改工艺条件后要重复 a 的做法。 《B 线 IPQC 检查记录表》, 巡 《A 线机器参 检 数检查记录 表》 《A 线机器参 数检查记录 表》
A.每次更换产品时检查。 B.1.a.每次更换产品时要 检查首片。b 生产每 25 片查一片。 C.预固化炉温在每班生产 Spacer 计 胶高 前检查,生产中每四小时 数仪, 《C 线 IPQC 测试仪, 投 抽查一次. 作业指导书》 影仪 D.a.每次更换产品时要检 查首片。 b.更换工艺条 件时要重复 a 的做法。 c.生产中每 25 片抽查 1 片。 《C 线 IPQC A. 每班生产前检查,生产 作业指导书》 中每四时抽查一次。 盒厚测试 仪, 对位检 查仪, 钠灯