60.15T05.005 资料
GH5605、GH605

上海钢研-张工:158–0185-9914高温合金分为三类材料:760℃高温材料、1200℃高温材料和1500℃高温材料,抗拉强度800MPa。
或者说是指在760--1500℃以上及一定应力条件下长期工作的高温金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军民用燃气涡轮发动机热端部件不可替代的关键材料。
按照现有的理论,760℃高温材料按基体元素主要可分为铁基高温合金、镍基高温合金和钴基高温合金。
按制备工艺可分为变形高温合金、铸造高温合金和粉末冶金高温合金。
按强化方式有固溶强化型、沉淀强化型、氧化物弥散强化型和纤维强化型等。
高温合金主要用于制造航空、舰艇和工业用燃气轮机的涡轮叶片、导向叶片、涡、高压压气机盘和燃烧室等高温部件,还用于制造航天飞行器、发动机、核反应堆、石油化工设备以及煤的转化等能源转换装置。
760℃高温材料变形高温合金变形高温合金是指可以进行热、冷变形加工,工作温度范围-253~1320℃,具有良好的力学性能和综合的强、韧性指标,具有较高的抗氧化、抗腐蚀性能的一类合金。
按其热处理工艺可分为固溶强化型合金和时效强化型合金。
GH后位数字表示分类号即1、固溶强化型铁基合金 2、时效硬化型铁基合金 3、固溶强化型镍基合金 4、钴基合金 GH后,二,三,四位数字表示顺序号。
1、固溶强化型合金使用温度范围为900~1300℃,高抗氧化温度达1320℃。
例如GH128合金,室温拉伸强度为850MPa、屈服强度为350MPa;1000℃拉伸强度为140MPa、延伸率为85%,1000℃、30MPa应力的持久寿命为200小时、延伸率40%。
固溶合金一般用于制作航空、航天发动机燃烧室、机匣等部件。
2、时效强化型合金使用温度为-253~950℃,一般用于制作航空、航天发动机的涡与叶片等结构件。
制作涡的合金工作温度为-253~700℃,要求具有良好的高低温强度和抗疲劳性能。
(精选)集控楼建筑工程T-005-03

作业指导书工程名称:徐州彭城发电厂三期2×1000MW机组工程编号:T-005-03作业项目名称:集中控制楼建筑工程编制单位:江苏省电力建设第一工程公司彭城分公司建筑工地编写:胡继春日期:2008.06.12审核:朱嵘嵘日期:2008.06.13审定:金保根日期:2008.06.21张茂德 2008.06.21批准:周庆和日期:2008.06.22出版日期:2008.06.24 版次:目录1.适用范围2.编制依据3.工程概况4.作业人员的资格和要求5.主要机械及工器具6.施工准备7.作业程序8.作业方法9.安全和文明施工措施10.环境管理11.危险点分析1.适用范围本方案用于徐州彭城发电厂三期2×1000MW机组工程集控楼建筑工程施工。
2.编制依据2.1《集中控制楼建筑施工图》F286S-T05012.2施工验收标准引用《电力建设施工质量验收及评定规程第1部分:土建工程》(DL/T5210.1-2005)2.3安全施工标准引用《电力建设安全健康与环境管理工作规定》2002年版2.4《电力建设安全工作规程》(火力发电厂部分)DL5009.1-20022.5《平屋面建筑构造(一)》99J201(一)2.6《室外工程》02J0032.7《钢筋混凝土过梁》03G322-12.8《钢筋混凝土雨篷》03J501-22.9《楼地面建筑构造》01J3042.10《防火门窗》03J6092.11《楼梯建筑构造》99SJ4033.工程概况3.1 集中控制楼设5、#6炉之间,集中控制楼伸至C轴,并与煤仓间分开,自成独立体系。
建筑结构形式为混凝土框架结构,建筑层数为地上6层,平面尺寸为27.3×55.5m,各层标高分别为4.10m、8.60m、11.9m、17.00 m、23.5m、30.0m。
±0.0m层布置有#5、#6柴油机房,电缆竖井,中频机组,电缆夹层,暖通机房等;4.10m布置有#5、#6机配电装置室,直流UPS电源室,储藏室、工具间等;8.60m层为电缆夹层;11.9m布置有#5、#6机电子设备室,#5、#6机继电保护室、储藏室;17.00m层布置有集中控制室、#5、#6机巡检室、会议室、工程师室及仪控维修间,内、外走廊,杂务间,男、女卫生间等,其中集控大厅、卫生间、走廊为业主精装修范围,不属于我方施工范围;23.5m布置有空调机房,暖通设备控制室、消防设备间;30.00m层布置有电梯机房,楼梯间、前室、走道,综合管道竖井间。
T0605_地基钎探记录
T0605_地基钎探记录一、记录目的本次地基钎探记录旨在对工程地基进行详细检测和分析,为工程设计和施工提供可靠的地质资料和数据。
二、钎探工具及方法1.钎探工具:采用XX型钎探机进行探测,该钎探机具有高精度和高效率的特点。
2.钎探方法:根据工程要求,采用环形采样钎探法,即以钎杆下行的速度为恒定速度,每隔一定深度注浆并采取钢管套管,避免塌方。
三、现场操作1.确定钎探点:根据设计要求和工程特点,选择了一些典型地点进行钎探。
2.钎探过程:将钎探机安装到工作位置后,将钎杆搬至钎探孔前,开启钎探机,逐渐下行钎杆,同时通过仪器记录下行深度和阻力数据。
在钎杆下行的过程中,需要注意避免过快或者过慢的下行速度,保持稳定。
3. 采样与钻孔:当钎杆下行到需要采样的深度时,停止下行并进行钻孔,每次钻孔深度约为300mm。
采样完成后,将钎杆进一步下行,反复以上操作,直至达到设计要求的钎探深度。
四、数据记录1.钎探深度:记录每次钻孔后的深度,以毫米为单位。
2.钎探阻力:使用传感器记录下行过程中的阻力数据,以千牛为单位。
3.采样土层:记录每次钻孔后,采样得到的土样,便于实验室进一步分析。
五、实验结果根据现场工作情况和数据记录,得到以下实验结果:1.地质层析:根据钎探阻力和采样土层的变化,可以初步判断被钎探地层的性质和分布情况,为地质层析提供了依据。
2.地质参数:结合实验室对土样的测试结果,可以计算出地质参数如抗剪强度、压缩模量等,为工程设计和地质分析提供依据。
3.钎探孔稳定性:通过钎探阻力的变化,可以初步判断钎探孔的稳定性和土层的压密情况,为工程施工提供参考。
六、数据分析与结论通过对本次钎探记录的分析,得出以下结论:1.地质层析:根据阻力和采样土层的变化,可以初步确认本工程地基主要由x层、y层等组成,具体地质特征为...2.地质参数:根据实验室测试结果,得出地基土的抗剪强度平均值为X,压缩模量为Y,具体数值可查看附表。
3.钎探孔稳定性:根据阻力变化情况,初步判断钎探孔的稳定性良好,土层压密程度适中。
光缆技术规范书[1]
![光缆技术规范书[1]](https://img.taocdn.com/s3/m/d52c1c4852d380eb62946da5.png)
光缆技术要求1.1 光纤光缆的主要设计指标本工程选用缆内光纤符合ITU-T G.652D建议的光缆。
本工程光缆主要采用新建杆路、利旧杆路、新建管道、利旧管道、直埋光缆方式敷设。
设计使用普通型松套层绞式光缆、室外填充式A护套皱纹钢带聚乙烯保护套式光缆。
程式为GYTA-24B1、GYTA-48B1、GYTA53-24B1。
1.1.1缆内光纤1.1.1.1 G.652D光纤(1)模场直径9.2±0.4μm @1310nm(2)包层直径标称值:125μm偏差:±1.0μm(3)模场同心度偏差:≤ 0.5μm(4)包层不圆度:小于0.7%(5)截止波长λcc(在20米光缆+2米光纤上测试)<1270nmλc(在2光纤上测试)<1260nm(6)光纤衰减系数在1310nm波长上的最大衰减系数为:0.36dB/km。
在1285~1339nm波长范围内,任一波长上光纤的衰减系数与1310nm波长上的衰减系数相比,其差值不超过0.03 dB/km。
在水(OH-吸收峰)处(1383±3nm)衰减最大值为0.36dB/km。
在1550nm波长上的最大衰减值为:0.22 dB/km。
在1480~1580nm波长范围内任一波长上光纤的衰减系数与1550nm波长上的衰减系数相比的差值:不超过0.05d B/km。
1625nm波长上的最大衰减系数:0.24dB/km。
光纤衰减曲线应有良好的线性并且无明显台阶。
用OTDR检测任意一根光纤时,在1310nm 和1550nm波长处500m光纤的衰减值应不大于(αmean+0.10 dB),αmean是光纤的平均衰减系数。
(7)弯曲衰减特性光纤(在1550nm和16250nm波长上)以37.5mm为弯曲半径,松绕100圈后衰减增加值均小于0.05dB。
(8)色散零色散波长范围为1300~1324nm。
最大零色散点斜率不大于0.093ps/(nm2·km)。
VCS 5605,5160 Arc Welding

Established Date: Issue: Page: December 2014 1 1(14)The English language version is the original and the reference in case of dispute. Den engelskspråkiga versionen är originalversion och ska åberopas i händelse av tvist.JOINING, ARC WELDING FOGNING, BÅGSVETSNING Arc welding BågsvetsningWeld classes and requirements Steel, thickness 0,7 - 3 mm Aluminium, thickness 1 - 5 mm Svetsklasser och kravStål, tjocklek 0,7 - 3 mm Aluminium, tjocklek 1 - 5 mmOrientation OrienteringThis standard is a further development of VCS 5605,5159. Denna standard är en vidareutveckling av VCS 5605,5159.In this standard, the a-dimension is not used. I denna standard används inte a-mått.Contents Innehåll1 Scope and field of application 1 Omfattning och tillämpning2 Symbolic representation of welds 2 Svetsbeteckningar3 Weld classes 3 Svetsklasser3.1 Additional designations 3.1 Tilläggsbeteckningar4 Requirements 4 Krav4.1 Check length 4.1 Kontrollsträcka4.2 Definitions 4.2 Definitioner4.3 Tables 4.3 Tabeller5 Filler metal wire 5 Tillsatstråd6 Quality assurance 6 Kvalitetsuppföljning7 Indication in design-engineeringdocumentation 7 Angivelse i konstruktionstekniskdokumentation1 Scope and field of application 1 Omfattning och tillämpningThis standard is applicable to welding in steel with a thickness of 0,7 – 3 mm and to welding in aluminium with a thickness of 1 – 5 mm. Denna standard är tillämpbar för svetsning i stål med en tjocklek av 0,7 till 3 mm samt svetsning i aluminium med en tjocklek av 1 – 5 mm.Arc welded joints conforming to this standard shall be classified in weld class D. One or more additional requirements as specified in section 3.1 may be added to the weld class. Bågsvetsförband enligt denna standard ska ges svetsklass D. Till svetsklassen kan anges ett eller flera tilläggskrav enligt avsnitt 3.1.The standard is applicable when producing, testing and inspecting welded assemblies in steel or aluminium. Standarden är tillämplig vid produktion, provning och kontroll av svetsade konstruktioner i stål eller aluminium.1 2(14)2 Symbolic representation of welds2 SvetsbeteckningarThe structure of the symbolic representation of welds is described in VCS 5027,8XX (where XX indicates the last two digits in the number of the latest version of the standard). Figure 1 gives an example of a symbolic representation of an arc weld.Svetsbeteckningens uppbyggnad beskrivs i VCS 5027,8XX (där XX anger de två sistasiffrorna i numret på den senaste versionen av standarden). Figur 1 visar exempel på hur bågsvetsbeteckning kan se ut.Number of weld elementsFig. 1 Example of symbolic representation of welds / Exempel på svetsbeteckning3 Weld classes and additional designations3 Svetsklasser och tilläggsbeteckningarTo steel with a thickness of 0,7 – 3 mm and aluminium with a thickness of 1 – 5 mm, weld class D applies together with any additional designation.För stål med tjocklek 0,7 – 3 mm samt aluminium med tjocklek 1 – 5 mm gäller svetsklass D med eventuell tilläggsbeteckning.3.1 Additional designations3.1 TilläggsbeteckningarAdditional requirements may be added to the requirements of the weld class. In this case, they shall be marked with the additional designation F, K, T, U or E.Till kraven i klassen kan ytterligare krav läggas, vilka i så fall ska anges med tilläggsbeteckningen F, K, T, U eller E.Before additional designations are specified, the producing unit or the manufacturing engineering department concerned should be consulted.Innan tilläggsbeteckningar anges bör producerande enhet eller berörd beredning kontaktas för konsultation.* where XX indicates the last two digits in the number of the latest version of the standard /där XX anger de två sista siffrorna i numret på den senaste versionen av standarden1 3(14)3.1.1 Additional designation F 3.1.1 Tilläggsbeteckning FAdditional designation F shall be used when higher finish requirements are specified for the welded joint. Tilläggsbeteckning F används när högre krav ställs på svetsförbandets finish.This means that the weld shall Den innebär att svetsen ska −be even and straight −vara jämn och rakt lagd−as far as practically and economically possible be unbroken −så långt det är praktiskt och ekonomiskt möjligt, ha ett obrutet utförande−not have any surface pores, arc strikes, spatter, slag residues and other defects that disturb the appearance of the weld. −vara fri från ytporer, tändmärken, svetssprut, slaggrester och andra defekter som störsvetsens utseende.3.1.2 Additional designation K 3.1.2 Tilläggsbeteckning KAdditional designation K shall be used when higher corrosion resistance requirements are specified for the welded joint. It means that Tilläggsbeteckning K används när högre krav ställs på svetsförbandets förmåga att motstå korrosion. Den innebär att−surface imperfections such as sharp undercuts, outer root defects, surface pores and cavities caused by shrinkage shall beevened out or removed −ytdiskontinuiteter som skarpa smältdiken, yttre rotfel, ytporer och krymphåligheter ska varautjämnade eller avlägsnade−arc strikes, spatter and slag residues shall be avoided and, if this is not possible, they shall be carefully removed −tändmärken, svetssprut och slaggrester ska undvikas eller, om detta ej är möjligt,omsorgsfullt avlägsnas−layers of oxide which form due to heating when welding stainless steel shall be removed to the extent required. −oxidskikt, som bildas på grund avuppvärmning vid svetsning av rostfria stål, ska avlägsnas i erforderlig omfattning.3.1.3 Additional designation T 3.1.3 Tilläggsbeteckning TAdditional designation T shall be used when sealing requirements are specified for the welded joint, i.e., the joint shall meet specified requirements as to pressure resistance, medium and maximum leakage. Tilläggsbeteckning T används när täthetskrav finns på svetsförbandet d.v.s. förbandet ska uppfylla angivna krav avseende tryck, medium och maximalt läckage.3.1.4 Additional designation U 3.1.4 Tilläggsbeteckning UAdditional designation U shall be used when higher fatigue strength requirements are specified for the welded joint. It means that Tilläggsbeteckning U används när högre kravställs på svetsförbandets utmattningshållfasthet. Den innebär att−undercuts, weld reinforcements, root reinforcement, non-filled welds and rootconcavities shall have a smooth and even transition to the parent metal −smältdike, svetsråge, rotvulst, ej utfylld svets och valv i rot ska ha en jämn övergång tillgrundmaterialet−arc strikes and spatter shall be avoided and, if this is not possible, they shall be carefullyremoved −tändmärken och svetssprut ska undvikas eller omsorgsfullt avlägsnasNOTE - For imperfection Nos. 101 and 202, special requirements apply, see tables 1 and 2. ANM.: För diskontinuitet nr 101 och 202 gäller särskilda krav, se tabell 1 och 2.1 4(14)3.1.5 Additional designation E 3.1.5 Tilläggsbeteckning EAdditional designation E shall be used when machining of the weld is required. It means that imperfections in the transition between weld and parent metal shall be eliminated by subsequent machining (e.g. grinding or TIG treatment). Tilläggsbeteckning E används när krav på efterbearbetning av svetsen finns. Den innebär att diskontinuiteter i övergången mellan svets och grundmaterial ska elimineras genom efterbear-betning (t.ex. genom slipning eller TIG-behandling).4 Requirements 4 KravFor each individual weld, the s-dimension shall meet the indication stated in the symbolic representation of the weld. For definitions ofs-dimension, see VCS 5600,19. För varje enskild svets ska s-mått uppfylla angivelse i svetsbeteckningen. För definition av s-mått, se VCS 5600,19.If the tolerance on the total weld length is not stated on the drawing, a value of -0/+10 mm applies. Om tolerans på svetsens totala längd ej anges på ritningen gäller -0/+10 mm.To limit the total number of imperfections and shape deviations, they must not exceed0,4 x min. nominal material thickness per evaluated cross section. För att begränsa totala antalet diskontinuiteter och formavvikelser som kan uppstå gäller att de ej får överstiga 0,4 x minsta nominella godstjocklek per utvärderat tvärsnitt.For coated sheet, the value must not exceed 0,6 x min. nominal material thickness per evaluated cross section. För belagd plåt gäller 0,6 x minsta nominella godstjocklek per utvärderat tvärsnitt.The requirements for weld class D are shown in the following three tables: Kraven för svetsklass D framgår av följande tre tabeller:−Table 1 specifying outer imperfections and shape deviations in butt joints −Tabell 1 som anger yttre diskontinuiteter och formavvikelser vid stumsvetsförband−Table 2 specifying outer imperfections and shape deviations in fillet, corner, lap andT-joints −Tabell 2 som anger yttre diskontinuiteter och formavvikelser vid käl-, hörn-, överlapps- och T-svetsförband−Table 3 specifying inner imperfections in butt, fillet, corner, lap and T-joints. −Tabell 3 som anger inre diskontinuiteter vid stum-, käl-, hörn-, överlapps- och T-svets-förband.4.1 Check length 4.1 KontrollsträckaFor imperfections, the requirements specified in the tables refer to arbitrarily selected sections in the weld. At ocular inspection of outer imperfections, check lengths of 10 mm apply. In special cases, check lengths of 20 mm apply. This is indicated in the table. För diskontinuiteter gäller kraven i tabellerna god-tyckligt valda snitt i svetsen. Vid okulär besiktning av yttre diskontinuiteter gäller kontrollsträckor om 10 mm vid utvärdering. I särskilda fall kan kontrollsträckor om 20 mm förekomma, vilket anges i tabellen.1 5(14)4.2 Definitions 4.2 DefinitionerFig. 1 Fig. 2The dimensional designations in tables 1 - 3mean:Måttbeteckningarna i tabell 1 - 3 innebär:t = the nominal material thickness of the parentmetal, see figure 1. In welded joints withdifferent parent metal thickness, this alwaysrefers to the smallest nominal materialthicknesst = nominell godstjocklek hos grundmaterialet, sefigur 1. I svetsförband med olika godstjocklekarhos grundmaterialen, avses alltid den minstanominella godstjocklekenc = the width of the weld’s excessivepenetration, see figure 1c = bredden hos svetsens rotvulst, se figur 1b = the width of the convex, see figure 1 b = rågens bredd, se figur 1d = pore diameter, see figure 1 d = pordiameter, se figur 1h = size (height or width) of imperfection andshape deviation, see figure 1h = storlek (höjd eller bredd) hos diskontinuitetoch formavvikelse, se figur 1l = length of imperfection and shape deviation,see figure 1l = längd hos diskontinuitet och formavvikelse,se figur 1s = the minimum force-transmitting portion of theweld. For definition, see VCS 5600,19.s = den minsta kraftöverförande delen avsvetsen. För definition se VCS 5600,19.α = the angle between the plane of the parentmetal surface and a plane tangential to theweld run surface at the toe of the weld, seefigure 2.α = vinkeln mellan grundmaterialets plan och etttangentplan till svetssträngens yta vidfattningskanten, se figur 2.1 6(14)4.3 Tables 4.3 TabellerThe numbering of imperfections complies with the numbering in VCS 5605,519. Numreringen av diskontinuiteter överensstämmer med numrering i VCS 5605,519.Table/Tabell 1 Outer imperfections and shape deviations in butt jointsIncomplete root penetrationOfullständig genomsvetsningEnd craterÄndkrater1 7(14)1 8(14)Excess weld metalSvetsråge* Number unique for this standard / Nummer unikt för denna standard1 9(14)Table/Tabell 2 Outer imperfections and shape deviations in fillet, corner, T- and lap jointsOuter lack o fusionRoot defectRotfel1 10(14)Surface poresYtporer1 11(14)Incorrect weld toeTvär fattningskantWeld depth deviations-måttsavvikelse1 12(14)* Number unique for this standard / Nummer unikt för denna standard1 13(14)Table/Tabell 3 Inner imperfections and shape deviations in butt, fillet, corner, T- and lap joints Inre diskontinuiteter och formavvikelser vid stumsvets, käl-, hörn-, T- ochPoresPorer1 14(14)5 Filler metal wire 5 TillsatsmaterialVCS 1352,11 specifies the filler metal wire types to be used at VCC. VCS 1352,11 specificerar tillsatstrådstyper som ska användas inom VCC.6 Quality assurance 6 KvalitetsuppföljningFor quality assurance, see VCS 8610,039. För kvalitetsuppföljning se VCS 8610,039.7 Indication in design-engineering documentation 7 Angivelse i konstruktions-teknisk dokumentationFor this standard to apply, the latest version of VCS 5027,8XX shall be indicated in the design-engineering documentation. An example is given below: För att denna standard ska gälla, ska den senaste versionen av VCS 5027,8XX vara angiven i den konstruktionstekniska dokumentationen. Ett exempel anges nedan:JOINING OF SHEET-METAL STRUCTURES – CAR BODY, VCS 5027,802It is important to check that the current version of the standard is the one indicated in the text note. In the case of revisions of VCS 5027,8XX, the two last digits in the standard’s VCS number will be changed. At the next revision, for example,VCS 5027,802 will be changed to VCS 5027,803. Det är viktigt att kontrollera att den gällande versionen av standarden anges i textnoten. Vid revidering av VCS 5027,8XX ändras de två sista sifforna i standardnumret. Vid nästa revisionstillfällle kommer exempelvisVCS 5027,802 att ändras till VCS 5027,803.。
银西试验室标准规范清单

0092
设计规范
铁路路基土工合成材料应用设计规范
TB/10118-2006
0093
设计规范
铁路路基设计规范
TB10001-2005
0094
设计规范
铁路建设项目工程试验室管理标准
Q/CR9204-2015
0095
设计规范
铁路路基填筑工程连续压实控制技术规程
Q/CR9210-2015
施工验标类
铁路工程岩土分类标准
TB10077-2001
0088
设计规范
铁路混凝土结构耐久性设计规范
TB10005-2010/J1167-2011
0089
设计规范
铁路建设项目工程试验室管理标准
TB10442-2009
0090
设计规范
土的分类标准
GB50145-2007
0091
设计规范
铁路特殊路基设计规范
砌体基本力学性能试验方法标准
GB/T50129-2011
0072
混凝土类
铁路混凝土
TB/T3275-2011
0074
混凝土类
铁路混凝土强度检验评定标准
TB10425-94
0075
混凝土类
早期推定混凝土强度试验方法标准
JGJ/T15-2008
0076
混凝土类
砌体结构工程施工质量验收规范
GB50203-2011
标准、规范、规程及技术文件
标准规范目录一览表:
标准名称
标准编号
管理编号
分类
工程岩体试验方法标准
GB/T50266-2013
0057
现场检测类
回弹法检测混凝土抗压强度技术规程
T 0505-2005 水泥标准稠度用水量、凝结时间、安定性检验方法1
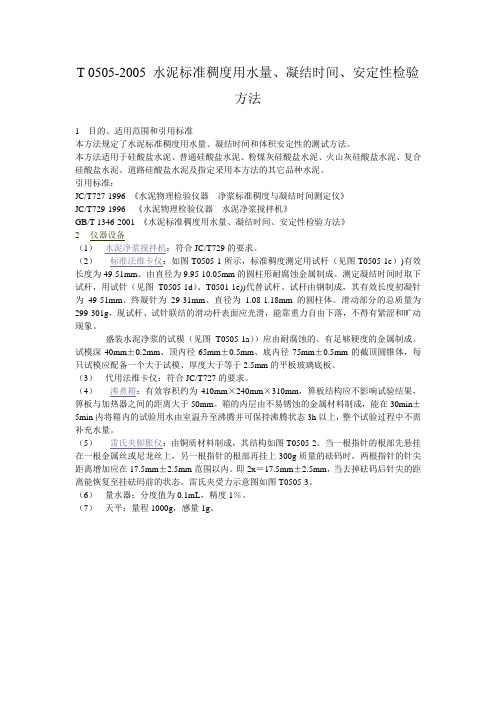
T 0505-2005 水泥标准稠度用水量、凝结时间、安定性检验方法1目的、适用范围和引用标准本方法规定了水泥标准稠度用水量、凝结时间和体积安定性的测试方法。
本方法适用于硅酸盐水泥、普通硅酸盐水泥、粉煤灰硅酸盐水泥、火山灰硅酸盐水泥、复合硅酸盐水泥、道路硅酸盐水泥及指定采用本方法的其它品种水泥。
引用标准:JC/T727-1996 《水泥物理检验仪器净浆标准稠度与凝结时间测定仪》JC/T729-1996 《水泥物理检验仪器水泥净浆搅拌机》GB/T 1346-2001 《水泥标准稠度用水量、凝结时间、安定性检验方法》2仪器设备(1)水泥净浆搅拌机:符合JC/T729的要求。
(2)标准法维卡仪:如图T0505-1所示,标准稠度测定用试杆(见图T0505-1c))有效长度为49-51mm、由直径为9.95-10.05mm的圆柱形耐腐蚀金属制成。
测定凝结时间时取下试杆,用试针(见图T0505-1d)、T0501-1e))代替试杆。
试杆由钢制成,其有效长度初凝针为49-51mm、终凝针为29-31mm、直径为 1.08-1.18mm的圆柱体。
滑动部分的总质量为299-301g,现试杆、试针联结的滑动杆表面应光滑,能靠重力自由下落,不得有紧涩和旷动现象。
盛装水泥净浆的试模(见图T0505-1a))应由耐腐蚀的、有足够硬度的金属制成。
试模深40mm±0.2mm、顶内径65mm±0.5mm、底内径75mm±0.5mm的截顶圆锥体,每只试模应配备一个大于试模、厚度大于等于2.5mm的平板玻璃底板。
(3)代用法维卡仪:符合JC/T727的要求。
(4)沸煮箱:有效容积约为410mm×240mm×310mm,箅板结构应不影响试验结果,箅板与加热器之间的距离大于50mm。
箱的内层由不易锈蚀的金属材料制成,能在30min±5min内将箱内的试验用水由室温升至沸腾并可保持沸腾状态3h以上,整个试验过程中不需补充水量。
TC6515

名称
形状
L(m)
B(m)
H(m) 单件重量(t) 数量
10.2
1.76
1.55
1.39
1
14 爬升架
5.19
1.49
14.40
0.65
1
15 回转总成
5.19
1.49
14.40
0.69
1
10.19
1.49
14.40
1.09
1
中国塔吊信息网: 10.19
1.49
14.40
0.90
1
16 载重小车 17 平衡臂后臂节 18 平衡臂前臂节
行走式
90t F1
113t
76t
6.0m F1
手机网站:www.tadiao.mobi 35m 4.85t
30m 5.95t
支腿固定式 工作状态反力
底架固定式
行走式
非工作状态反力
独立高度、最大起重臂的自重(不含平衡重、吊重)
附着
Counter-jib ballast
65m 60m 55m 50m 45m 40m 35m 30m
40m 4.05tH=60m反力H(m)H(m)
18 60.5
17 60.0
17 57.5
16 57.0
16 54.5
15 54.0
15 51.5
14 51.0 支腿固定式 13 48.0
14 48.5 底架固定式 13 45.5
12 45.0 L68A1x17 11 42.0
10 39.0
137t F2
12t
2.5-24.5m 6t
6.00
5.86 5.22 4.68 4.23 3.85 3.52 3.23 2.98 2.75 2.55 2.37 2.21 2.06 1.92 1.80
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序號
工程
記號
工程
名稱
控制
項目
規格及
設定值
作業
規範
生產
設備
中框依照SOP要求
RUBBER依照SOP要求
FILM依照SOP要求N/A
ABS依照SOP要求N/A
RUBBER喷涂依照SOP要求N/A
材質依照SOP要求之材質
顏色依照SOP要求之顏色
硬 度RUBBER
成型压力80 ± 5 kg/c㎡
成型温度(上模)193 ± 5 ℃
成型温度(下模)190 ± 5 ℃
加硫時間130 ± 5 sec.
模外時間60 ± 5 sec.
一次排氣距離0.3 sec.
一次排氣次數 1 次
网版规格450*550 ± 5 mm
網版網目350 ± 5 目
膜厚25 ± 3 μm
印刷左速度 35 ± 5 m/dm
刮刀硬度 70 ± 5 度
刮刀壓力 5~6 KG
正圓精密科技(蘇州)有限公司
橡膠類制程管控計劃(PMP)
1
◇
□
進料*
《正圓GP技
術標准》
工程項目製造管理(作業/設備)
N/A
2◇
□
混炼
《混炼機作
業規范》
3◇
□
成型*
《成型機作
業規范》
成型機
N/A
混炼机
4○◇自拆*N/A N/A N/A
5○◇印刷*《印刷作業規范》印刷机
◇
□△*GP要求
Cr6+:<2PPM
PBB:<5PPM
PBDE:<5PPM
Br:<700PPM
Cl:<700PPM
GP技
術標准》
:<40PPM
Cd:<2PPM
射
驗規范》
驗規范》
檢驗日報表>>。