铣刀种类及规格(含图)
各种铣刀直壁加工规格参数表表全
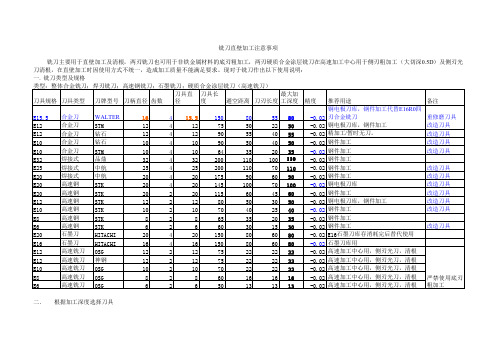
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
铣刀直径长度规格对照表【免费下载】
50
75
200
4
刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。而铣刀作为数控加工中广泛应用的切削工具,铣刀直径长度有哪些规格型号呢?
铣刀直径长度规格对照表如下:
直柄立铣刀
规格
刃部长度
全长
规格
刃部长度
全长
2
7
40
1/8
3/8
2—5/16
3
8
40
3/16
1/2
2—5/16
4
11
43
1/4
5/8
2—7/16
5
12
47
5/16
3/4
2—1/2
6
13
57
3/8
3/4
2—1/2
8
19
63
7/16
1
2—11/16
10
22
72
1/2
1—1/4
3—1/4
12
26
82
9/16
1—3/8
3—3/8
14
26
82
5/8
1—5/8
3—3/4
16
32
90
11/16
1—5/8
3—3/4
18
32
90
7/8
1—7/8
4—1/8
20
38
100
1
2
4—1/2
产品名称
产品规格
产品材料
锯片铣刀
Ф60—Ф200
高速工具钢
切口铣刀
Ф40—Ф80
高速工具钢
直齿三面刃铣刀
Ф50—Ф130
铣刀的种类及应用 ppt课件
片,切削力的方向变化随着主偏角的不同将发生很大的变化:主偏角为90度的铣刀主要产生径向力,作用在进给方向,这意味着
被加工表面将不承受过多的压力,对于铣削结构较弱的工件是比较可靠。
•
主偏角为45度的铣刀其径向切削力和轴向大致是相等的,所以产生的压力比较均衡,对机床功率的要求也比较低,特别适合于
铣削产生崩碎切屑的短屑材料工件。
削中心放置时,极易产生毛刺。切削刃进入切削和退出切削时径向切削力的方向将不断变化,机床主轴就可能振 动并损坏,刀片可能碎裂而加工表面将十分粗糙,铣刀稍微偏离中心,切削力方向将不再波动——铣刀将会获得 一种预载荷。我们可以把中心铣削比做在马路中心开车。
• 切削速度的选择主要取决于被加工工件的材质;进给速度的选择主要取决于被加工工 件的材质及立铣刀的直径。但切削参数的选用同时又受机床、刀具系统、被加工工件形状 以及装夹方式等多方面因素的影响,应根据实际情况适当调整切削速度和进给速度。
• 当以刀具寿命为优先考虑因素时,可适当降低切削速度和进给速度;当切屑的离刃状 况不好时,则可适当增大切削速度。
• 当出现刀具振动时,应考虑降低切削速度和进给速度,如两者都已降低40%后仍存在较 大振动,则应考虑减小吃刀量。
• 如加工系统出现共振,其原因可能是切削速度过大、进给速度偏小、刀具系统刚性不 足、工件装夹力不够以及工件形状或工件装夹方法等因素所致,此时应采取调整切削用量、 增
PPT课件
11
• 切削参数的选用
铁等。 • YT类三面刃铣刀:适用于碳素钢与合金钢、钢锻件的加工,适合切削碳钢件,熟铁等。 • YW类三面刃铣刀:适用于耐热钢、高锰钢、不锈钢、高级合金钢的加工等。
PPT课件
15
• 三面刃铣刀的用途
铣床刀具种类和介绍及应用
铣床刀具种类和介绍及应用铣床作为一种重要的机床,广泛应用于金属加工制造中。
而铣刀作为铣床的切削工具,种类繁多,下面就常见的铣刀种类及其介绍、应用进行详细阐述。
1.面铣刀:面铣刀是铣床上最常用的刀具之一,主要用于平面加工、开槽、槽铣等操作。
面铣刀可分为单刃面铣刀、多刃面铣刀和立铣刀。
单刃面铣刀正适用于小孔加工和薄壁零件加工,多刃面铣刀适用于高效率平面加工,而立铣刀适用于铣削凹槽。
2.立铣刀:立铣刀用来加工深槽、切削负荷较大的工件。
立铣刀通常分为直柄式立铣刀和锥柄式立铣刀,直柄式立铣刀适用于一般深槽加工,锥柄式立铣刀适用于深槽的一般铣削和各种形状的凹槽铣削。
3.球头铣刀:球头铣刀主要用于加工弧面、倒角、圆形凹槽等工艺,特点是切削轮廓与实体球体相同或近似,切削效果良好,加工表面质量高。
球头铣刀分为立刃球头铣刀和斜刃球头铣刀两种类型,不同类型适用于不同的加工需求。
4.侧铣刀:侧铣刀是刃部平行于旋转轴线的刀具,适用于加工凸出在面上的棱角、槽和平面。
侧铣刀根据刃片安装方式的不同,又可以分为刃片式侧铣刀和整体式侧铣刀两种类型。
刃片式侧铣刀适用于工件切削较薄的加工,整体式侧铣刀适用于需要较大进给量和较高切削效率的加工。
5.齿轮铣刀:齿轮铣刀是专门用于加工齿轮的刀具。
根据不同的齿轮加工要求,齿轮铣刀可分为有倒角的直齿轮铣刀、无倒角的直齿轮铣刀、弧齿轮铣刀、螺旋齿轮铣刀等各种类型。
齿轮铣刀通常需要配合齿轮铣刀专用设备使用,以保证高精度的齿轮加工效果。
6.切槽铣刀:切槽铣刀适用于切割宽槽或深槽,常用于开槽、刨槽等工艺。
根据不同的加工要求,切槽铣刀可分为平底切槽铣刀、圆底切槽铣刀、斜刃切槽铣刀等不同类型。
切槽铣刀的选择要根据具体的工件材料、形状和加工要求来确定。
7.立铰刀:立铰刀是用于加工铰孔的刀具,主要用于铰削孔底面与侧壁之间的角或内孔端面与侧壁之间的角,常用于铰床和铣床上。
立铰刀的种类繁多,选择时需要根据铰孔的尺寸、材料和形状来确定。
铣刀种类及规格(含图)

铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式 3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/82—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/82—7/165 12 47 5/16 3/42—1/26 13 57 3/8 3/42—1/28 19 63 7/16 12—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200高速工具钢切口铣刀Ф40—Ф80高速工具钢直齿三面刃铣刀Ф50—Ф130高速工具钢齿轮滚刀 M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20锥柄立铣刀规格Ф14—Ф50椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 11 0 23 5 35 16 32 117 2 16 28 11 5 24 7 35 18 32 117 2 18 32 12 0 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 1 25 28 14 50 25 45 147 3 24 40 1 45 310 18 60 28 45 147 3 25 40145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
一、各种铣刀

一、各种铣刀二、铣刀基本参数图3、以“圆柱直齿平面铣刀”(参图3)为例,说明铣刀的几个基本概念:1、前刀面:进行铣削加工时,切屑流出的通道。
2、后刀面:减小刀具与已加工平面的摩擦。
注:前角决定切削的难易程度和切屑在刀具前面上的摩擦情况。
前角大时,可使切屑变形小,流出顺利,减少了切屑和刀具前刀面之间的摩擦,使切削力降低,切削起来轻快;但是前角太大,会使刀刃变得非常薄弱,粗加工时可能引起崩刃。
4、楔角:前刀面与后刀面的夹角,用来反映铣刀刃的厚度/强度。
注:后角作用是减小刀具后面和工件已加工表面之间的摩擦,大小直接影响到刀具强度。
后角加大了,后面与已加工平面之间的摩擦会减小,切削起来轻快点,刀齿的磨损会慢些;但是后角太大,会降低刀齿强度,刀刃散热情况变差,反而会加剧刀齿的磨损。
6、基面:用来定义前角的基准面,且回转动(如铣刀一个刀刃由位置Ⅰ转到位置II)。
7、铣刀的切削平面:用来定义后角的基准面,且会转动(因为基面转动,他又始终垂直与基面)。
补:“圆柱螺旋齿平面铣刀”还需知道以下几个角度:8、螺旋角:切削刃与铣刀轴线间夹角。
其作用能使刀具在切削时受力均衡,工作较为稳定,切削流动顺利。
三、铣刀参数选择:1、前角的选择:①主要根据工件材料来决定。
a、在加工塑性材料(如钢料)时:塑性材料切屑呈带状且变形大,应选用较大前角,以减小切屑的变形,改善切削情况;b、在加工脆性材料(如铸铁)时:脆性材料切屑呈碎状小块,在刀刃附近有冲击力,并且脆性材料表面硬度高,通常含沙眼、杂质等,对切削不利,为保护刀尖,前角一般比加工塑性材料要小些。
c、在加工轻金属(如铝及铝合金)时:前角可取比塑性材料更大些,因为金属强度和硬度都比钢料低,在铣切中对刀齿的强度要求可以比铣钢料时低,同时加大前角更有利于切屑的排除。
②还要考虑工件材料的软硬程度。
a、工件材料较软时:选较大的前角;b、工件材料较硬时:选较小的前角。
③还要考虑加工的性质。
a、粗加工时:应取较小的前角;b、精加工时:应取较大的前角。
机械加工各种刀具名称和型式汇总

机械加工各种刀具名称和型号汇总一、车刀㈠、外圆车刀:45°外圆车刀60°外圆车刀90°外圆车刀45°弯头车刀60°弯头车刀90°偏头外圆车刀50°直头外圆车刀60°直头外圆车刀75°偏头外圆车刀45°偏头外圆车刀60°偏头外圆车刀45°直头外圆车刀75°直头外圆车刀90°直头外圆车刀㈡、端面车刀:45外圆车刀60外圆车刀90外圆车刀90°直头端面车刀90°偏头端面车刀75°偏头端面车刀60°偏头端面车刀93°偏头端面车刀85°偏头端面车刀45°弯头端面车刀㈢仿形车刀:63°直头仿形车刀72.5直头仿形车刀93°偏头仿形车刀㈣、内孔车刀:92°内孔车刀75°内孔车刀可转位75°上压式内孔车刀可转位90°上压式内孔车刀㈤、切断车刀:普通切断车刀上压式机夹可调切断车刀Q型切断车刀ZQ型切断车刀㈥、切槽车刀:普通切槽车刀机夹内孔切槽车刀㈦、成形车刀:平体成形车刀棱体成形车刀圆体成形车刀㈧、外螺纹车刀:机夹外螺纹车刀硬质合金焊接外螺纹车刀㈨、内螺纹车刀:机夹内螺纹车刀硬质合金焊接内螺纹车刀㈩、倒角车刀:15°倒角车刀30°倒角车刀45°倒角车刀60°倒角车刀二、铣刀:1、圆柱形铣刀:粗齿圆柱形铣刀细齿圆柱形铣刀2、面铣刀:镶齿套式面铣刀硬质合金端铣刀硬质合金可转位面铣刀3、立铣刀:套式立铣刀直柄立铣刀莫氏锥柄立铣刀短莫氏锥柄立铣刀削平型直柄立铣刀7:24锥柄立铣刀焊接式硬质合金斜齿锥柄立铣刀波形刃立铣刀硬质合金苞米式铣刀4、三面刃铣刀:直齿三面刃铣刀镶齿三面刃铣刀错齿三面刃铣刀5、槽铣刀:尖齿槽铣刀螺钉槽铣刀6、锯片铣刀:粗齿锯片铣刀中齿锯片铣刀细齿锯片铣刀镶片圆锯7、键槽铣刀:直柄键槽铣刀锥柄键槽铣刀半圆键槽铣刀8、T型槽铣刀:直柄T形槽铣刀削平型直柄T形槽铣刀莫氏锥柄T形槽铣刀硬质合金锥柄T形槽铣刀焊接硬质合金T形槽铣刀9、燕尾槽铣刀:直柄燕尾槽铣刀直柄反燕尾槽铣刀削平型直柄燕尾槽铣刀削平型直柄反燕尾槽铣刀焊接式硬质合金燕尾槽铣刀10、成形铣刀:凸半圆铣刀凹半圆铣刀圆角铣刀11、角度铣刀:单角铣刀不对称双角铣刀对称双角铣刀12、硬质合金可转位铣刀:可转位立铣刀可转位三面刃铣刀可转位面铣刀13、模具铣刀:直柄圆柱形球头立铣刀削平型直柄柱形球头立铣刀莫氏锥直柄圆柱形球头立铣刀直柄圆锥形立铣刀削平型直柄圆锥形立铣刀直柄圆锥形球头立铣刀削平型直柄圆锥形球头立铣刀莫氏锥柄圆锥形立铣刀莫氏锥柄圆锥形球头立铣刀三、孔加工刀具㈠中心钻A型中心钻B型中心钻R型中心钻㈡麻花钻直柄小麻花钻粗直柄小麻花钻直柄短麻花钻直柄麻花钻直柄长麻花钻锥柄麻花钻锥柄长麻花钻锥柄加长麻花钻粗锥柄麻花钻直柄超长麻花钻锥柄超长麻花钻攻丝前钻孔用直柄阶梯麻花钻攻丝前钻孔用锥柄阶梯麻花钻标准群钻铸铁群钻紫铜群钻黄铜群钻薄板群钻整体硬质合金粗柄麻花钻整体硬质合金定直径圆柱柄麻花钻整体硬质合金直柄麻花钻整体硬质合金直柄内冷却麻花钻削平柄硬质合金三刃麻花钻镶片硬质合金麻花钻镶齿冠硬质合金麻花钻镶片硬质合金内冷却麻花钻硬质合金可转位浅孔钻㈢扩孔钻直柄扩孔钻锥柄扩孔钻套式扩孔钻硬质合金锥柄扩孔钻硬质合金套式扩孔钻㈣锪钻60°直柄锥面钻90°直柄锥面钻120°直柄锥面钻60°锥柄锥面钻90°锥柄锥面钻120°锥柄锥面钻带导柱直柄平底锪钻带可换导柱锥柄平底锪钻带导柱直柄90°锥面锪钻带可换导柱锥柄90°锥面锪钻㈤铰刀手用铰刀可调节手用铰刀直柄机用铰刀锥柄机用铰刀带刃倾角直柄机用铰刀带刃倾角锥柄机用铰刀套式机用铰刀锥柄长刃机用铰刀锥柄机用桥梁铰刀整体硬质合金铰刀硬质合金直柄机用铰刀硬质合金锥柄机用铰刀硬质合金可调节浮动铰刀硬质合金无刃铰刀手用1:50锥度销子铰刀手用长刃1:50锥度销子铰刀锥柄机用1:50锥度销子铰刀直柄莫氏圆锥和公制圆锥铰刀锥柄莫氏圆锥和公制圆锥铰刀米制锥螺纹锥孔铰刀㈥镗刀单刃镗刀45°通孔镗刀60°通孔镗刀盲孔镗刀精镗刀直槽镗刀加工后端面镗刀T形槽镗刀通切镗刀推切镗刀硬质合金可转位刀片镗刀固定直径双刃镗刀硬质合金可转位双刃可调镗刀微调镗刀㈦扁钻整体扁钻装配式扁钻㈧深孔钻枪钻(整体硬质合金头)枪钻(焊齿式刀头)BTA内排屑深孔钻(焊接式)BTA内排屑深孔钻(机夹式)BTA套料钻BTA镗孔钻喷吸钻(焊接式)喷吸钻(机夹式)DF内排屑深孔钻㈨复合刀具阶梯钻钻--铰钻--攻丝钻--锪--成形锪四、拉刀㈠圆孔拉刀圆廓式圆孔拉刀轮切式圆孔拉刀综合轮切式圆孔拉刀螺旋齿圆孔拉刀㈡键槽拉刀双键槽拉刀矩形花键孔拉刀键槽拉刀三角花键拉刀尖齿花键拉刀渐开线花键孔拉刀五、齿轮刀具㈠齿轮铣刀盘形齿轮铣刀指形齿轮铣刀㈡齿轮滚刀整体高速钢小模数齿轮滚刀整体高速钢高精度齿轮滚刀整体高速钢多头齿轮滚刀镶片高速钢齿轮滚刀圆磨法装配式齿轮滚刀高速滚齿用硬质合金齿轮滚刀硬齿面刮削齿轮滚刀硬质合金可转位式齿轮滚刀多段组装式粗切滚刀波形刃粗切滚刀长短齿粗切滚刀剃前齿轮滚刀磨前齿轮滚刀刮前齿轮滚刀渐开线花键滚刀㈢插齿刀盘形直齿插齿刀碗形直齿插齿刀锥柄直齿插齿刀渐开线内花键插齿刀斜齿插齿刀薄片插齿刀㈣剃齿刀:盘形剃齿刀径向剃齿刀蜗杆形剃齿刀硬质合金车剃刀㈤蜗轮刀具:蜗轮滚刀蜗轮剃齿刀蜗轮飞刀圆弧齿蜗轮滚刀㈥非渐开线展成刀具:矩形花键滚刀单圆弧齿轮滚刀双圆弧齿轮滚刀钟表齿轮滚刀摆线齿轮滚刀`链轮滚刀非渐开线展成插刀非渐开线展成车刀㈦锥齿轮刀具:直齿锥齿轮铣刀直齿锥齿轮指形铣刀直齿锥齿轮靠模仿形刨刀直齿锥齿轮成对滚切刨刀直齿锥齿轮成对滚切铣刀直齿锥齿轮拉-铣刀盘直齿锥齿轮定装滚刀弧齿锥齿轮铣刀盘弧齿锥齿轮圆拉刀盘摆线齿锥齿轮标准铣刀盘摆线齿锥齿轮万能刀盘准渐开线齿锥齿轮锥形滚刀六、螺纹刀具:㈠螺纹车刀平体螺纹车刀圆体螺纹车刀㈡螺纹梳刀平体螺纹梳刀圆体螺纹梳刀棱体螺纹梳刀㈢丝锥手用丝锥机用丝锥螺旋槽丝锥螺尖丝锥无槽螺尖丝锥挤压丝锥跳牙丝锥串列式丝锥短柄螺母丝锥长柄螺母丝锥弯柄螺母丝锥复合丝锥内容屑丝锥锥螺纹丝锥梯形螺纹拉削丝锥镶齿丝锥直径可调丝锥㈣板牙圆板牙方形板牙管形板牙钳工板牙㈤螺纹铣刀盘形螺纹铣刀圆柱形螺纹铣刀㈥螺纹切头装平梳刀的自动开合丝锥装圆梳刀的自动开合丝锥装平梳刀的板牙头装圆梳刀的板牙头㈦螺纹滚压刀具滚丝轮搓丝板七、刨刀㈠纵切刨刀㈡端面刨刀㈢切断刨刀㈣专用切槽刨刀八、插刀㈠尖刀㈡切刀㈢成型刀九、磨具㈠平行砂轮平形砂轮双斜边一号砂轮双斜边二号砂轮单斜边砂轮小角度单斜边砂轮单面凹砂轮双面凹砂轮单面凹带锥砂轮双面凹带锥砂轮孔槽砂轮螺丝紧固砂轮薄片砂轮。
立铣刀基础知识PPT课件
螺旋方向与切刃的方向
1、定义
螺旋方向
从立铣刀的正面看,容屑槽 朝刀柄方向伸延时是向左倾 的就叫左螺旋,向右倾的就 叫右螺旋。
切刃的方向
• 切削刃的朝向因立铣刀工作 时的回转方向而异。把立铣 刀的底刃朝上摆放并从立铣 刀的正面看,切削刃的刃口 朝左边的就叫左刃,朝右边 的就叫右刃。
右螺旋 右刃
左螺旋 左刃
切削中会被切屑塞满。
7、底刃…………指刀具端面的切削刃。 8、底刃前角…………底刃前刀面与轴线的夹角。 9、底刃后角…………指在底刃上的第一后角。 10、底刃第二后角…………指在底刃上的第二后角。 11、底刃后角宽…………底刃后角具有的宽度。 12、底刃容屑槽…………在底刃上的容屑槽。 13、螺旋角…………螺旋切削刃与轴线的夹角。 14、圆周刃倒锥…………立铣刀从刀尖到刀柄侧的直径略微减小。像这 样带有向后的锥度称为倒锥。 15、底刃倒锥…………在底刃面,从刀尖向中心有微微的中凹,这个角
所谓立铣刀是……
• 经常使用立铣刀的机械在机床中被称为铣床。 • 铣床用英语表示为milling machine,这种机
床使用的刀具被称为铣刀(mill) • 立铣刀的形状如下图所示,在它的端部,也就
是底部也有刀刃。正是由于铣刀的底部也有刀 刃,所以被称为立铣刀(Endmill)
底部带刃(END)+铣床(Milling Machine)上 使用的刀具(MILL)
1、圆周刃前角…………圆周刃的前刀面与刀尖与中心的连线形成的角度, 它是影响立铣刀切削性能的重要因素。 2、圆周刃后角…………称作圆周刃第一后角,是与圆周刃前角同样重要 的要素。 3、圆周刃第二后角……圆周刃的第二后角立铣刀切削时保证工件与立铣 刀之间有充分的间隙。 4、圆周第一刃刃带宽…………圆周刃后角具有的宽度。 5、圆周总刃带宽…………带有圆周刃后角与圆周刃第二后角的总宽度 6、容屑槽…………容纳切屑的地方,也叫作排屑槽。如果切屑槽小的话,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣刀种类及其规格
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类
铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构
分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎
焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表
直柄立铣刀
规格刃部长度全长规格刃部长度全长
2 7 40 1/8 3/8 2—5/16
3 8 40 3/16 1/2 2—5/16
4 11 43 1/4 5/8 2—7/16
5 12 47 5/1
6 3/4 2—1/2
6 13 5
7 3/
8 3/4 2—1/2
8 19 63 7/16 1 2—11/16
10 22 72 1/2 1—1/4 3—1/4
12 26 82 9/16 1—3/8 3—3/8
14 26 82 5/8 1—5/8 3—3/4
16 32 90 11/16 1—5/8 3—3/4
18 32 90 7/8 1—7/8 4—1/8
20 38 100 1 2 4—1/2
产品名称产品规格产品材料
锯片铣刀Ф60—Ф200 高速工具钢
切口铣刀Ф40—Ф80 高速工具钢
直齿三面刃铣刀Ф50—Ф130 高速工具钢
齿轮滚刀M1—M10高速工具钢高速工具钢
直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50
规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号
2 4 35 14 26 111 2 14 24 110 2
3 5 35 16 32 117 2 16 28 115 2
4 7 3
5 18 32 117 2 18 32 120 2
5 8 40 20 38 123 2 20 3
6 125 2
6 10 45 22 38 140 3 22 36 125 2
8 14 50 25 45 147 3 24 40 145 3
10 18 60 28 45 147 3 25 40 145 3
12 22 65 30 45 147 3 28 45 150 3
14 24 70 32 53 178 4 32 50 155 3
16 28 75 35 53 178 4 36 55 185 4
18 32 80 36 53 178 4 40 60 190 4
20 36 85 40 63 188 4 45 65 195 4
45 63 188 4 50 65 195 4
50 75 200 4。