正极铅钙合金极板固化工艺研究(改)
固化工艺对电动车电池性能影响研究

状态 受 固化温 度 、湿度 、时 间影 响而不 同。 ( 碱 式硫酸 铅 的再结 晶 ,使针状 与棒 状 晶 3) 体 结构 的 3 b P S H0 与柱 状 晶体 结 构 的 P O・ b O ・
4 b P S H 0 形 成 相 互 交 联 成 坚 实 的纤 维 P O・ b O ・
中一个重 要 条件是 当极板 中水份作 为 铅氧 化 的催
深循 环放 电难 以持 续 进行 I 。这 类 电池如 果 固化
不好使 用几 个 月大多都 会从 市场 上退 回且都 有 一 个 或几 个 落后单体 ,这 些 落后单体 表 现为一 充 即 满 、一 放 即 空现 象 ,经 解 剖 观 察 发 现 板 栅 不腐 蚀 、活性物质 不脱 落 、 电解 液也 不干涸 ,检 测 分 析异 常单体 内阻较 大 ,敲掉板 栅表 面铅 膏发 现板 栅表面 发黑 ,基 本无铅 膏 附着在板 栅表 面 。对于 这一 现 象华 富 公 司几 年前 就 对 以 P — a合金 制 bC 造 的板栅 用作 深循环 放 电的 电动车 电池 生产过 程
33 性 能测试 .
将 不 同合 金按 不 同固化 工艺 、不 同化 成 制度 制 造 出的极板 分别 组装成 电池 ,按 上述 要求 配好 组 后做 循环寿命 试验 ,比较每 5 0个循 环 2h放 电 时 间和 放至 3 . 1 5V压差变化情 况 ( 如表 2所 示 ) 。
金 P — b ( .0 )一 d ( .0 )制作 正极 板 b S 16 % C 1 % 6
来确定 铅钙合金用作 电动车 电池 能达到深 循环使 用寿命 的固化 工艺 ,并 对符合这 一 固化 工艺 的
其它工序及配方作相 应的调整说 明。 关 键 词 : 电动 车 电池 ; 固 化 ; 铅 钙 合 金 ; 电 池 容 量 ;深 循 环 寿命
铅蓄电池极板制造工艺考核试卷

B.促进活性物质与基体的结合
C.减少活性物质在电解液中的溶解
D.提高极板的导电性
5.以下哪些操作会影响铅蓄电池极板涂膏的质量?()
A.涂膏的均匀性
B.极板表面的清洁度
C.环境湿度
D.涂膏设备的精度
6.在铅蓄电池极板的化成过程中,以下哪些因素会影响化成效果?()
A.电流密度
B.化成时间
A.铅钙合金
B.玻璃纤维
C.橡胶
D.碱性铅
14.铅蓄电池极板制造过程中,以下哪个因素会影响极板容量?()
A.活性物质类型
B.活性物质含量
C.极板表面积
D.所有上述因素
15.下列哪个设备通常用于铅蓄电池极板的固化工艺?()
A.烘干机
B.压延机
C.真空泵
D.热风炉
16.铅蓄电池极板制造过程中,以下哪个因素会影响极板使用寿命?()
1. ×
2. √
3. ×
4. ×
5. ×
6. ×
7. √
8. ×
9. ×
10. ×
五、主观题(参考)
1.涂膏工艺主要包括配料、涂覆、干燥和固化。重要性在于活性物质均匀涂覆在极板上,影响电池的导电性、机械强度和循环寿命。
2.化成过程影响电池的初期性能和循环寿命。关键参数包括电流密度、化成时间和温度。这些参数控制活性物质的晶型和微观结构,影响电池的放电容量和内阻。
铅蓄电池极板制造工艺考核试卷
考生姓名:__________答题日期:__________得分:__________判卷人:__________
一、单项选择题(本题共20小题,每小题1分,共20分,在每小题给出的四个选项中,只有一项是符合题目要求的)
铅蓄电池极板制造工艺

12.铅蓄电池极板制造中,以下哪些步骤是涂板工艺的一部分?()
A.配制活性物质浆料
B.涂敷活性物质
C.高温烘干
D.极板化成
13.以下哪些是铅蓄电池极板膨胀的原因?()
A.电化学反应产生的气体
B.极板材料的热膨胀
C.活性物质体积的变化
D.电解液体积的变化
14.以下哪些措施可以减少铅蓄电池极板的腐蚀?()
12. B
13. A
14. A
15. B
第二部分多选题
1. ABCD
2. ABC
3. ABC
4. ABC
5. ABC
6. ABC
7. ABCD
8. ABC
9. ABC
10. AB
11. ABCD
12. ABC
13. ABC
14. ABC
15. ABC
第三部分判断题
1. ×
2. ×
3. ×
4. ×
5. √
5.下列哪项不是铅蓄电池极板固化过程中的目的?()
A.提高极板的机械强度
B.去除多余的水分
C.促进活性物质的附着
D.降低电阻
6.在铅蓄电池极板制造中,以下哪项不是涂板工艺的步骤?()
A.配制活性物质浆料
B.均匀涂敷活性物质
C.高温烘干
D.化成处理
7.下列哪种方法通常用于提高铅蓄电池极板的导电性?()
A.增加活性物质的比例
B.使用导电炭黑
C.减少硫酸盐的量
D.提高烘干温度
8.在铅蓄电池极板化成过程中,通常需要控制的温度范围是多少?()
A. 15℃ - 25℃
B. 20℃ - 30℃
C. 25℃ - 35℃
极板固化

一、固化目的:正极板:理论上完全转化成四碱式硫酸铅;四碱式硫酸铅晶体粒度约10-30µm(长度);最终游离铅的含量<3%最终湿度<2%;活性物质与板栅间有良好的附着能力;活性物质有良好的结合力。
负极板:理论上完全转化成三碱式硫酸铅;最终游离铅的含量<4%;最终湿度<2%活性物质与板栅间有良好的附着能力;活性物质有良好的结合力。
二、固化影响因素1、铅粉的特性。
2、铅膏组成3、固化设备结构(空间大小、高度)4、固化设备湿度、温度上下的一致性5、固化温度6、固化湿度7、固化时间三、固化过程的四个阶段阶段1. 晶体形态形成。
大多数极板开始固化时的含水量为9-11%,是合膏工序得到的一氧化铅、游离铅和三碱式硫酸铅(PbSO4.3PbO,TRB)的混合物。
在这个阶段,含水量保持在它初始的水平上,因为相对湿度为100%,设定的温度要么可以形成三碱式硫酸铅(~50℃)要么可以生成四碱式硫酸铅(PbSO4.4PbO,TTB)(70-76℃)。
高的水含量和升高的温度对溶解和再沉淀过程有利,这会促进晶体生长和形成。
阶段2. 游离铅氧化在第1个阶段,极板中含水量高抑制了大气中的氧气对游离铅的氧化。
在第2个阶段,、初始的21%-27%游离铅减少。
这是高度放热的反应,必须控制温度,以保持理想的晶型转变(三碱式或四碱式)。
也必须控制相对湿度,保持铅膏含水量在6-9%范围内足够长的时间,促使游离铅的量降到低于3%。
这一阶段也有助于板栅和铅膏之间良好腐蚀层的初步形成(之后是在板栅和活性物质之间)。
板栅合金越耐腐蚀,就越需要化成中的这一阶段。
如果不能形成有用的腐蚀层将会因板栅和活性物质接触面形成钝化层导致深循环应用的早期失效。
所谓的PCLI(早期容量损失)阶段3.干燥第一阶段,去除空隙中的水一旦固化完成,相对湿度将被降到很低,开始真正的干燥。
第一阶段包括去除空隙中或微粒之间的水,平稳的去除水分而铅膏不出现裂纹,只能在适中的速度下进行,同样,还取决于诸如温度,相对湿度,空气运动和叠片结构等干燥参数。
Pb-Ca合金板栅浇铸工艺研究

Pb-Ca合金板栅浇铸工艺研究王杜友;陈志平;马铭泽;郭志刚;赵海敏;李雪辉;陈强【摘要】目前,动力型深放电循环用阀控电池普遍采用的是Pb-Ca系列合金板栅.但是,如果合金的元素配比不合理,板栅的浇铸工艺参数设定不当,板栅筋条的金相结构就会发生很大的变化,严重影响板栅的性能,并最终对电池的性能产生影响.利用温度采集仪、金相显微镜,从合金液的结晶温度测试入手,对此类合金板栅的重力浇铸工艺进行了探讨,同时分析了目前存在的一些相关弊端.【期刊名称】《蓄电池》【年(卷),期】2018(055)004【总页数】4页(P175-178)【关键词】VRLA电池;Pb-Ca合金;板栅;重力浇铸;金相结构;结晶温度【作者】王杜友;陈志平;马铭泽;郭志刚;赵海敏;李雪辉;陈强【作者单位】天能集团研究院,浙江长兴 313100;天能集团研究院,浙江长兴313100;天能集团研究院,浙江长兴 313100;天能集团研究院,浙江长兴 313100;天能集团研究院,浙江长兴 313100;天能集团研究院,浙江长兴 313100;天能集团研究院,浙江长兴 313100【正文语种】中文【中图分类】TM912.10 引言板栅不仅是铅酸蓄电池活性物质的承载体和骨架,同时还是电流的汇流体系,是电流的主要通道。
所以,板栅质量的好坏,在一定程度上决定了电池性能的优劣。
板栅的特性与板栅合金物相的组成,以及其晶体的金相组织结构是分不开的[1]。
随着铅钙合金在电动助力车电池上的普遍使用,流入到市场上的电池也出现了一些这样或那样的问题,比如板栅严重腐蚀断裂,早期容量损失(PCL),循环中容量迅速下降,活性物质过早出现软化脱落等。
目前,在还没有更好性能的合金替代铅钙合金以前,这就要求我们的技术研发人员对铅钙合金的组织结构和腐蚀机理进行仔细分析研究,关注和了解铅钙合金在每个阶段上的性能变化,从而在合金成分含量和过程工艺上进行合理而严格的控制,以满足深循环动力型阀控电池的性能要求。
低锑稀土合金正极板的生产
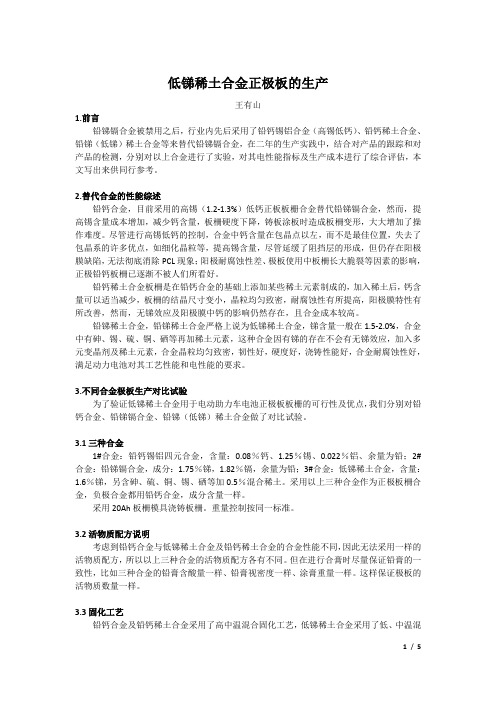
低锑稀土合金正极板的生产王有山1.前言铅锑镉合金被禁用之后,行业内先后采用了铅钙锡铝合金(高锡低钙)、铅钙稀土合金、铅锑(低锑)稀土合金等来替代铅锑镉合金,在二年的生产实践中,结合对产品的跟踪和对产品的检测,分别对以上合金进行了实验,对其电性能指标及生产成本进行了综合评估,本文写出来供同行参考。
2.替代合金的性能综述铅钙合金,目前采用的高锡(1.2-1.3%)低钙正板板栅合金替代铅锑镉合金,然而,提高锡含量成本增加,减少钙含量,板柵硬度下降,铸板涂板时造成板柵变形,大大增加了操作难度。
尽管进行高锡低钙的控制,合金中钙含量在包晶点以左,而不是最佳位置,失去了包晶系的许多优点,如细化晶粒等,提高锡含量,尽管延缓了阻挡层的形成,但仍存在阳极膜缺陷,无法彻底消除PCL现象;阳极耐腐蚀性差、极板使用中板柵长大脆裂等因素的影响,正极铅钙板柵已逐渐不被人们所看好。
铅钙稀土合金板柵是在铅钙合金的基础上添加某些稀土元素制成的,加入稀土后,钙含量可以适当减少,板柵的结晶尺寸变小,晶粒均匀致密,耐腐蚀性有所提高,阳极膜特性有所改善,然而,无锑效应及阳极膜中钙的影响仍然存在,且合金成本较高。
铅锑稀土合金,铅锑稀土合金严格上说为低锑稀土合金,锑含量一般在1.5-2.0%,合金中有砷、锡、硫、铜、硒等再加稀土元素,这种合金因有锑的存在不会有无锑效应,加入多元变晶剂及稀土元素,合金晶粒均匀致密,韧性好,硬度好,浇铸性能好,合金耐腐蚀性好,满足动力电池对其工艺性能和电性能的要求。
3.不同合金极板生产对比试验为了验证低锑稀土合金用于电动助力车电池正极板板栅的可行性及优点,我们分别对铅钙合金、铅锑镉合金、铅锑(低锑)稀土合金做了对比试验。
3.1三种合金1#合金:铅钙锡铝四元合金,含量:0.08%钙、1.25%锡、0.022%铝、余量为铅;2#合金:铅锑镉合金,成分:1.75%锑,1.82%镉,余量为铅;3#合金:低锑稀土合金,含量:1.6%锑,另含砷、硫、铜、锡、硒等加0.5%混合稀土。
铅酸蓄电池固化干燥

固化干燥固化干燥即硬化脱水。
涂填后的极板其一方面水分过多,另一方面铅膏组织不稳定,因此要经过固化干燥工艺来使其硬化脱水,在完成铅膏的硬化脱水的过程的同时要实现铅膏中游离铅的氧化、铅膏与板栅的腐蚀结合、铅膏中碱式硫酸铅的再结晶以及多孔电极的形成等一系列的物化反应的目的。
一、极板在固化干燥过程中的物化反应涂膏后的极板经压实、淋酸及表面干燥后(固化的前期部分),要在一定的温度、湿度环境及固定时间条件中进行固化干燥,在这个过程中极板将发生以下物化反应:1、铅膏中游离铅进一步氧化成氧化铅:游离态的金属铅(Pb)只有被氧化成氧化铅(PbO2)后才能转变成活性物质。
否则过量的Pb会导致正极板在化成过程中,由于Pb—PbSO4—PbO2的转化过程中体积变化很大。
极板内部由于体积膨胀产生的应力会导致极板弯曲、活性物质脱落,同时由于活性物质体积的增加,会使活性物质孔隙率降低,导致正极板化成时产生的氧气不易传送到极板表面逸出,而是在极板内部积累产生压力,这种带有应力的氧气从极板内部克服孔隙中液体的阻力,向极板表面移动时具有冲刷作用,促进了活性物质的脱落。
在负极板中由于过量的游离铅高分散性地隐含在电化学反应生成的海绵状铅中,使活性物质不能形成质地均匀的物相,导致活性物质结构松散,强度差,容易脱落。
在固化过程中,极板必须具有一定的水分,且为了防止极板失水过快而要求具备较高湿度的环境条件。
一般情况下,在固化干燥后,极板游离铅的含量控制在:正极板游离铅含量小于2%、负极板游离铅含量小于4%。
正极板比负极板要求高是因为游离铅在正极板中起到的危害要大于负极板,且正极板是影响蓄电池初期容量与寿命的主要部件,因此要严格加以控制。
2、极板板栅表面生成腐蚀层:由铅锑合金或铅钙合金铸造成的板栅表面几乎都是金属的晶格,而极板铅膏是氧化物、碱式硫酸铅及铅的组合物。
为了很好地进行电化学反应,要求铅膏与板栅具有一定的结合力,且铅膏与板栅结合得是否牢固对极板的强度有极大的影响。
铅酸电池制作工艺
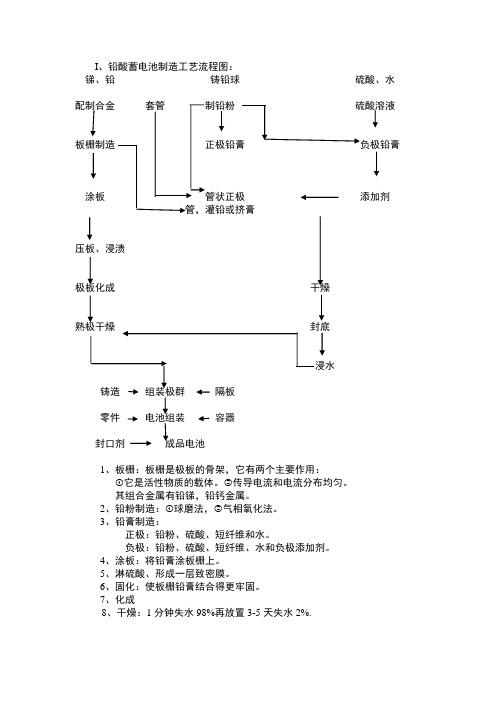
I、铅酸蓄电池制造工艺流程图:
锑、铅铸铅球硫酸、水配制合金硫酸溶液
板栅制造
涂板添加剂
压板、浸渍
极板化成干燥
组装极群
零件电池组装容器
封口剂成品电池
1、板栅:板栅是极板的骨架,它有两个主要作用:
①它是活性物质的载体。
②传导电流和电流分布均匀。
其组合金属有铅锑,铅钙金属。
2、铅粉制造:①球磨法,②气相氧化法。
3、铅膏制造:
正极:铅粉、硫酸、短纤维和水。
负极:铅粉、硫酸、短纤维、水和负极添加剂。
4、涂板:将铅膏涂板栅上。
5、淋硫酸、形成一层致密膜。
6、固化:使板栅铅膏结合得更牢固。
7、化成
8、干燥:1分钟失水98%再放置3-5天失水2%.
电池装配:将熟极板接正负极板间必须配有隔板,正负极板间排列的原则。
将正负极与隔板配成极与隔板配成极群。
通过钎焊将将同性电极连接在一起,并配有极柱,将电池壳盖与极群组成电池。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
正极铅钙合金极板固化工艺研究
王有山谭晓波
浙江美能电气有限公司浙江安吉
关键词:铅钙合金固化 4BS 失水率
1 前言
由于环保的原因,电动车极板正极铅锑镉板栅合金被淘汰,取而代之的是铅钙锡铝合金(以下简称铅钙合金),然而,采用铅钙合金后不少极板厂生产出的极板存在寿命短的现象。
究其原因,大致有二,一是板栅过早腐蚀;二是因活物质与板栅界面内阻增加造成的电池容量下降。
前者从严格控制板栅合金中钙锡含量着手解决,后者主要从固化工艺控制方面解决。
2 铅钙合金板栅的缺陷
2.1耐腐蚀性差
铅钙合金用于负极板时基本不用考虑板栅的耐腐蚀性质,因为负板在电化学反应中是还原反应,板栅不会腐蚀,然而当用于正极板时,因正板在电化学反应时是氧化反应,板栅中的钙处于金属活动顺序表中排第三(锂→钾→钙→钠→镁→铝→锰→锌→镉→铁→镍→锡→铅→氢→铜→汞→银→铂→金),属于很活泼的金属,在正极的电化学反应中很容易氧化,生成氧化钙或硫酸钙,造成正极板的腐蚀脆裂;
2.2板栅与活物质界面不好
铅钙合金在使用过程中易造成板栅与活物质界面的结合不牢问题,充电时生成氧化钙,放电时生成硫酸钙,硫酸钙成为硫酸铅的晶核,导致在界面生成较大颗粒的硫酸铅,且不易完全转换,氧化钙和硫酸钙和硫酸铅都为不良导体,造成板栅与活物质的接触电阻增大,在充放电时局部产生热量,更进一步地破坏板栅与活物质的结合强度;
2.3 生产成本高
铅钙合金正板,固化时需要高温,增加了生产成本;
2.4 不易控制固化
铅钙正板栅对固化参数要求高(高温、高湿、时间),不易控制,增加了生产管理的难度。
3解决办法
3.1 降钙升锡
铅钙正板栅合金成份控制:钙含量不能高,要求钙含量≤0.08%,锡含量≥1.2%。
因为钙含量增加板栅的耐腐蚀性降低,锡含量减少同样板栅的耐腐蚀性
降低。
铅钙合金阳极腐蚀试验见下表-1。
表-1铅钙合金阳极腐蚀试验
3.2加强固化控制
(1)固化过程分析
采用两个阶段的高温固化,且分别控制这两个阶段的湿度,以确保这两个阶段固化时铅膏的含水量,第一阶段主要目的是铅膏的固化,第二阶段主要目的是使板栅表面氧化层的生成。
在前段的固化过程中,极板从涂板后的水分含量11%左右,进入表面干燥后失水在2%左右,这时的极板铅膏水含量9%左右,刚进入固化室时,因固化室内的初始湿度较大(通常为了防止极板在正式固化前失水氧化,极板进固化室前对固化室进行加湿操作),固化室的初始温度低(室温),因此,极板在固化室存放的过程中很少失水。
在固化程序开始的1-3小时内,固化室的温度逐渐上升至设定的温度,湿度通常在98%(设定值),极板铅膏中的水分会保持在9%甚至10%,这时因铅膏中水分较多,游离铅氧化速度较慢。
前期采用一段时间较低的湿度设置,时间在1-2小时,可以使极板中铅膏的含水量尽快地下降至8%,这样有利于游离铅的氧化。
随着固化时间的推移,固化室的温度逐渐上升,铅膏中的水分逐渐下降,当下降至8%时,氧化速度加快,游离铅氧化的结果,极板内部温度增加,又促使氧化速度增加,温度进一步升高,促使极板内部水分的蒸发,极板的含水量会以较快的速度下降,尤其是极板相互间靠得紧密的情况下,极板氧化的热量不能及时的散发出去,极板的失水就更快,这是不好的现象,因为当铅膏中的水分下降到7%以下时,铅膏中的游离铅的氧化速度会下降,不利于极板的氧化,这时,控制极板的失水是非常重要的事情。
这部分的反应时间在固化的3-8小时(极板中初始水含量高时会推迟至10小时左右)。
这段时间需要加大湿度、增加循环风的风量、开大进风口以保证氧的供给。
随着铅膏中金属铅的氧化,PbO的量逐渐增多,当铅膏中游离铅氧化达到较高的数值后,在较低的固化温度和较高的固化湿度下,3PbO·PbSO4·H2O(三碱式硫酸铅,俗称3bs)晶体逐渐开始形成。
结晶状态为小尺寸致密结构。
这一过程在固化的4-8小时反应较多。
3bs较好的生成温度为30-55℃,当3bs生成至一定量后,就需要提高温度
至4bs(4PbO·PbSO4)结晶的温度了,这一温度为80℃。
然而,经表面干燥后的极板固化时放置的比较挤,极板内的温度和固化室内的温度有一定的差值,这一差值也与固化室内的循环风系统有关。
因此,设置这一温度时要考虑这些因素。
由3bs转换至4bs时,转换条件有两个:温度和时间。
通常75℃时开始,3bs就开始转换为4bs,温度越高转换速率越快,4bs转换的数量与转换时间有关,转换时间越长转换数量越多。
3bs是细密的结晶尺寸,4bs是粗大的结晶尺寸,3bs至4bs转换的结果,形成由3bs和4bs相互交联的坚实的纤维结构。
随着3bs向着4bs转换,粗大的4bs 增多,细小致密的3bs减少,极板的孔率逐渐增加,极板孔率的增加活物质利用率增加,弥补了因生成较多的大颗粒4bs而造成极板初容量小的弊端。
但随着高温固化时间的增加,极板中生成的4bs的结晶体尺寸逐渐增加,从几十μm至一百多μm,过大的结晶尺寸造成两个不好的后果,一是极板初容量减小;二是极板难以化成,化成电量需增加,不利于节能。
因此过长时间的高温固化是不科学和不现实的。
极板经固化生成的4bs,在化成后生成α-Pb02晶体,有较好的循环寿命。
固化中生成的3bs,在化成后生成β-Pb02晶体,有较好的初容量,寿命指标较差。
向上推之,固化中生成合适比例的3bs和4bs是比较好的意愿,这里还需要考虑化成难的问题。
较高的固化温度下长时间固化极板,除了以上分析的问题外,还有一个很难保证固化室内温湿度上下一致的问题。
固化室内温湿度的严重差异,极板生成物及固化结构就会差异很大,生成出的极板的一致性就很难保证。
极板活物质中添加4bs晶种后,极板的固化温度在75-80℃下可以适当增加固化时间,不至于产生较大尺寸的4bs晶体,避免上述说的难化成与初容量小的问题。
4bs生长速度快、生长均匀一致,总的固化时间可以适当减少。
添加4bs 晶种是一个比较好的选择,但要对4bs晶种指标进行控制,如含量及晶体尺寸等。
极板固化至10-36h阶段,铅膏中的水分逐渐下降至7-5%,铅膏中4bs晶体逐渐形成完毕,极板的骨架结构逐渐成型,活物质微孔已基本完善。
给板栅的氧化腐蚀打通了氧的通道,该阶段为板栅氧化较好的阶段。
理论和实践都表明,高的温度和湿度可以加快板栅表面的腐蚀,增加板栅表面腐蚀层的厚度。
中温固(45℃-55℃)化与高温固化(80℃)结果分析,腐蚀层厚度相差2倍以上。
在板栅腐蚀阶段,采用适当时间的高温固化,有利于板栅腐蚀层的生成,但要有较高的湿度做保障。
这段时间的高温固化对极板一致性影响较小,因为这时铅膏的固化(铅膏中游离铅的氧化和3bs生成及向4bs的转换)已基本完成。
极板的中间固化阶段37h-48h,这个时间段所有的固化过程都已经基本完成,
在这段时间内,少量的游离铅还会进一步地氧化、会有少量的3bs生成,板栅表面还会进一步的氧化腐蚀。
同时该阶段又是干燥阶段的过渡阶段,在这个阶段内,逐渐降低固化室的湿度设置,让极板逐渐失水,避免干燥时极板过快失水造成开裂。
干燥阶段根据极板摆放情况及极板厚度,一般为12h-20h,这段时间主要控制适当的温度并逐渐减少湿度,常开排湿口。
固化工艺设置
表-2 高温/低温混合固化工艺(正极铅钙高锡合金)
4.试验结果
用常规配方和膏、按照常规要求涂板后的极板(型号20Ah),按表2工艺固化后的极板进行对比,如下图,上面板栅为常规工艺,下面为试验工艺。
从图中板栅腐蚀结果看,常规工艺板栅固化效果相比于试验工艺要差些,板栅的腐蚀层较薄,部分地方能看到铅灰色,说明这部分板栅固化未彻底,而试验工艺腐蚀层相对较厚,腐蚀均匀性要好,这对电池的循环寿命有利。
图-1 固化后板栅效果对比
将两种固化工艺极板组装成成品电池,采用内化成工艺进行化成,配组后进行2hr100%DOD循环寿命检测,目前循环约200多次,从现有的循环结果来看,常规固化工艺电池初期放电容量比试验工艺要高,但随着循环次数的增加,容量衰减的较快,而试验工艺初期容量相对要低一些,但容量衰减的较慢,从整体循环趋势看,试验工艺电池整体寿命较常规工艺要长,在循环到215次时,试验工艺电池2hr放电110min左右,而常规工艺放电时间仅剩100分钟。
具体如下图-2所示。
图-2 电池循环寿命曲线
5.总结
(1)两阶段高温固化工艺,在第一阶段高温固化时,铅膏中的3BS逐渐转变为4BS,形成紧密的骨架结构,对电池循环寿命有利。
(2)第二阶段高温固化,主要是为了板栅的腐蚀,使极板的活性物质能有效地与板栅形成一个牢固的整体,在电池充放电过程中不容易脱落,降低了极板的软化速率。
参考文献:
1.《电动助力车电池生产工艺》王有山
2.《内化成电池生产新技术》王有山谭晓波
3. 固化条件对电池一致性的影响(《蓄电池》08年第1期)
4. 极板固化工艺与控制(《蓄电池》08年第3期)。