脱硫废液处理方案
碱法脱硫废液处理提盐方案
焦炉煤气脱硫液处理技术方案80万吨焦炭/年旳焦化企业,脱硫系统采用纯碱作为碱源,每天消耗纯碱约10吨,脱硫剂约10公斤,每天脱硫系统需置换外排脱硫废液约25吨/天。
脱硫废液中具有大量无法生化旳化学物质、且毒性物质比较多,不容许外派也无法进入企业污水处理系统,只能进煤场进行配煤。
脱硫废液具有腐蚀性极强旳物质,腐蚀设备,且经配煤燃烧后,污染物继续叠加进入脱硫废液,势必导致脱硫碱耗、催化剂消耗增长,因此脱硫废液必须进行有效处理。
脱硫废液处理将给企业带来如下间接效益(减损效益):1.减少设备腐蚀及维修费10万元/年。
2.减少脱硫运行费用:假如将脱硫废液配煤,硫化物焚烧后又进入到煤气中,增长脱硫旳负荷量,使脱硫催化剂(目前企业催化剂每年费用10*300*365=110万元,碱耗:10*2400*365=876万元)使用量明显增长。
并且由于钠盐难挥发,增长焦炭旳灰分;尚有一部分钠盐进入到煤焦油中,影响煤焦油旳质量。
其带来旳综合影响大概在30万元/年。
3.减少排污费:废液处理后,每年可节水8000吨,节水及少交排污费5万元/年。
4.节省煤气:焦煤中虽然需要配水,但加入具有吨混合钠盐旳脱硫废液后,将吨钠盐分解气化需要多耗煤气量相称于500吨标煤,折价30万元/年。
合计减损收益是设备维修、运行费、排污费、催化剂、煤气之和:10+30+5+30=75万元针对脱硫废液旳处理,拟采用如下几种方案,供贵方选择!一、方案一:将脱硫废液运出请专业厂家处理:1.1方式:企业按一定旳价格将置换旳脱硫废液免费运价专业加工厂家,由专业旳厂家进行处理;这样,处理装置旳建设、运行及产品收益由专业处理厂家获得,煤焦化企业每年将支付运送及处理费约25(每天脱硫废液处理量)X200(处理费用+人工+运费等)X365(天数)=183万元1.2方案可行性:建设一专业脱硫废液处理场所目前有很大困能,环评、场地、资金等,且煤焦化企业提供旳是高腐蚀液体,运送过程存在很大困难,且液体浓缩势必导致运行成本高,此外,为减少运送费用,场地旳选择也必须要煤焦化周围!由于种种原因、目前接受脱硫废液旳专业厂家不是诸多,甚至没有听说!二、方案二:煤焦化企业上套副盐提取装置,混盐由专业厂家进行提纯。
脱硫废液提盐工艺
脱硫废液提盐工艺一、概述脱硫废液提盐工艺是一种从脱硫废液中提取盐类物质的方法。
该工艺主要包括废液预处理、蒸发结晶、固体分离与回收、盐类物质提取、废液再生与回用等步骤。
通过该工艺,可以有效地从脱硫废液中提取出有价值的盐类物质,同时实现废液的再生与回用,达到资源化利用和环境保护的目的。
二、废液预处理在脱硫废液提盐工艺中,废液预处理是关键步骤之一。
预处理的目的是去除废液中的杂质和有害物质,为后续的蒸发结晶和盐类物质提取提供良好的条件。
预处理通常包括调节pH值、去除重金属离子、去除悬浮物等步骤。
通过合适的预处理方法,可以确保废液中的盐类物质能够有效地被提取出来。
三、蒸发结晶蒸发结晶是脱硫废液提盐工艺中的重要环节。
该步骤通过加热蒸发的方式,将废液中的水分蒸发掉,同时使盐类物质结晶析出。
蒸发结晶过程中,需要控制适当的温度和蒸发速率,以避免盐类物质在蒸发过程中发生损失。
经过蒸发结晶后,废液中的盐类物质将以结晶的形式被分离出来。
四、固体分离与回收经过蒸发结晶后,废液中的盐类物质将以结晶的形式存在。
为了将这些结晶分离出来,需要进行固体分离与回收。
该步骤通常采用离心分离、沉降分离或过滤等方法,将盐类结晶从废液中分离出来。
分离出来的盐类结晶可以进一步加工或销售,从而实现资源的有效利用。
五、盐类物质提取盐类物质提取是脱硫废液提盐工艺的核心步骤。
该步骤旨在将废液中的盐类物质提取出来,并对其进行纯化处理。
根据不同的盐类物质性质,可以采用不同的提取方法,如溶解-沉淀法、离子交换法、萃取法等。
通过合适的提取方法,可以获得高纯度的盐类物质,满足工业和市场的需求。
六、废液再生与回用在脱硫废液提盐工艺中,废液再生与回用是实现资源化利用的重要环节。
经过预处理、蒸发结晶、固体分离与回收和盐类物质提取等步骤后,废液中的盐类物质被提取出来,同时废液中的其他成分也得到了浓缩。
为了实现废液的再生与回用,需要对浓缩后的废液进行适当的处理,如去除残余的杂质和有害物质、调节pH值等。
脱硫废液处理方案
1污水处理系统
1.1处理方案选择
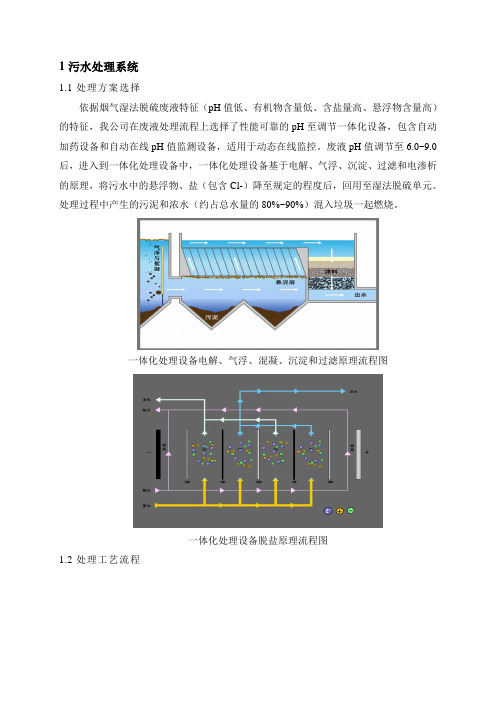
依据烟气湿法脱硫废液特征(pH值低、有机物含量低、含盐量高、悬浮物含量高)的特征,我公司在废液处理流程上选择了性能可靠的pH至调节一体化设备,包含自动加药设备和自动在线pH值监测设备,适用于动态在线监控。
废液pH值调节至6.0~9.0后,进入到一体化处理设备中,一体化处理设备基于电解、气浮、沉淀、过滤和电渗析的原理,将污水中的悬浮物、盐(包含Cl-)降至规定的程度后,回用至湿法脱硫单元。
处理过程中产生的污泥和浓水(约占总水量的80%~90%)混入垃圾一起燃烧。
一体化处理设备电解、气浮、混凝、沉淀和过滤原理流程图
一体化处理设备脱盐原理流程图
1.2处理工艺流程。
脱硫废水处理.
火电厂脱硫废水“零排放”技术方案分析一、国内现状。
1、国内火电厂现状、我国电厂脱硫废水的处理方式种类繁多,大至分为二种: a 、高浓度的脱硫废水喷入炉渣中,通过炉渣吸收脱硫废水中的重金属和盐,达到降低溶液中重金属和氯盐的浓度的目的,实践结论告诉我们此方法确实有一定的功效,但是重金属、氯盐含量还是很高,再次回用此溶液时,常常引起喷淋装置的喷淋头堵塞(盐含量太高,蒸发结晶太快, 引起堵塞)。
b 、高浓度的脱硫废水,经过碱液处理(如Ca(OH2等碱性溶液,使大量重金属生成盐继而沉淀,达到去除重金属离子的目的,去除重金属的溶液加入适量的盐酸(Hcl 调节溶液的PH 值,使PH 值在6~9之间,处理后的溶液经过膜处理(渗透)排放或回收水,膜处理产生的废水做沉淀絮凝处理。
2、国际火电厂脱硫废水处理现状。
现行国外典型的脱硫废水处理技术,基于脱硫废水的排放特征而来针对不同种类的污染物,采用不同的去除方法。
a 、酸碱度调节(去除)。
在废液中加入石灰乳或其他碱性化学试剂(如NaOH 等)将PH 值调至6~7,可以有效的去除氟化物(生成CaF 2沉淀)和部分重金属。
然后再加入有机硫和絮凝剂,将PH 值调到8~9,使金属以氢氧化物和硫化物沉淀的形式沉淀。
去除重金属和悬浮物后废水即可排放。
b 、汞、铜等重金属的去除。
沉淀分离去除汞、铜等重金属沉淀分离是一种常用的金属分离法,脱硫废水一般采用加入可溶性氢氧化物如NaOH ,产生氢氧化物沉淀来分离重金属离子,在脱硫废水处理中,一般控制PH 值在8.5~9之间,使一些重金属,如铁、铜、铅、镍和铬生成氢氧化物沉淀。
对于铜、汞等重金属,一般采用加入可溶性硫化物如硫化钠,使其产生Hg 2S 、CuS 等沉淀,这二种沉淀的物质溶解度都很小,溶度积数量级在10-40~10-50之间,对于汞使用硫化钠,只要添加小于1mg/L的S 2-,就对小于1ug/L浓度的汞产生作用,为了改善重金属析出过程制备一种能良好沉淀的泥浆,一般可使用三价铁盐如Fecl 3及一般为阴离子的絮凝剂,通过以上二级处理就可达标。
脱硫废水应急处置方案范本
脱硫废水应急处置方案范本一、背景脱硫废水是指在电力、石化、冶金等工业生产中,对含有二氧化硫(SO2)的烟气进行湿式脱硫处理后排放的废水。
由于脱硫过程中使用的脱硫剂中含有较高浓度的硫酸,因此脱硫废水水质复杂,难以达到国家排放标准。
在脱硫废水处理过程中,一旦出现事故或突发事件,将会对环境产生严重的影响。
二、应急处置方案1. 应急预案制定制定脱硫废水应急预案,明确责任部门、应急处理流程、应急处置措施、应急物资等方面的内容。
同时,应急预案需要经常进行演练和修订更新,以确保在事故和突发事件发生时能够快速、有效地应对。
2. 废水暂存及处理在出现事故或突发事件后,首先需要采取措施暂时停止脱硫废水的产生,避免紧急情况的扩大和恶化。
然后,将脱硫废水暂存至废水集中处理区域,进行临时性的处理,包括等离子体净化、氧化还原处理、沉淀分离等多种方法,以达到国家排放标准。
3. 应急应用技术1.水处理技术利用流动床反应器、生物接触氧化池等技术,对脱硫废水进行处理,降低COD和BOD污染指数。
2.生物技术利用活性污泥、膜生物反应器等技术,对脱硫废水进行微生物分解,以实现废水的生物降解。
3.吸附分离技术采用吸附树脂、固定化生物吸附剂等技术将脱硫废水中的污染物质吸附并分离出来。
4. 应急处置物资1.废水暂存及处理设施需要设置废水暂存设施,对暂存、处理后的废水进行分类储存、密闭输送和解决废水调运中的污染问题。
2.应急处置工具包括护目镜、手套、呼吸防护器、特种工具等,以应对在废水暂存及处理过程中所产生的风险问题。
三、总结脱硫废水是一种特殊的工业废水,它的处理存在高度的复杂性和危险性。
在应急处理过程中,需要制定有效的应急预案,采用综合性应急处置方案及技术,并提供完备的应急处置物资,以降低废水带来的环境风险。
同时,应急处理还需要过程的专业操掌和严格执行应急预案,以保证应急处理的安全、高效和可操作性。
焦化湿法脱硫废液处理提盐技术方案
焦化湿法脱硫废液处理提盐技术方案焦化湿法脱硫是一种常用的烟气脱硫方法,该工艺过程中产生的脱硫废液含有较高的浓度硫化物,对环境造成较大的污染。
为了有效处理焦化湿法脱硫废液,采用提盐技术是一种有效的方法。
下面是一个关于焦化湿法脱硫废液处理提盐技术方案的详细介绍。
一、技术原理二、技术流程1.废液预处理:废液经过沉淀、过滤等预处理工艺,去除其中悬浮物和固体杂质,以提高后续反应的效果。
2.盐酸反应:将废液与盐酸按一定比例混合,在适当的温度和压力条件下进行反应。
在反应中,硫化物与盐酸反应生成氯化物和硫,同时生成部分硫化氢气体。
反应后,通过过滤等工艺,将废液中的悬浮物和固体硫分离。
3.氧化反应:经盐酸反应后的废液中还残留有一部分硫化氢。
采用氧化反应可将硫化氢氧化为硫。
常用的氧化剂有过氧化氢、高锰酸钾等,通过控制反应温度和反应时间,实现硫化氢的氧化。
4.沉淀分离:经过氧化反应后,反应液中所含的硫元素会以沉淀物的形式存在,通过沉淀物的分离可实现硫的回收。
常用的分离方法有离心、过滤和沉淀等。
5.盐酸再生:反应液中含有大量的废盐酸,可通过蒸发浓缩或其它方法进行废盐酸的再生利用。
三、技术特点1.回收率高:提盐技术可以实现焦化湿法脱硫废液中硫化物的高效回收,提高废液资源化利用率。
2.环保可持续:提盐技术可以实现焦化湿法脱硫废液中硫化物的减量化处理,减少对环境的污染。
3.成本低:提盐技术所需的原料成本较低,且工艺简单、操作方便。
四、技术应用提盐技术可应用于焦化湿法脱硫废液的处理,在焦化、化工和煤化工等行业得到广泛应用。
总结:焦化湿法脱硫废液处理提盐技术是一种有效的处理方法,可以实现焦化湿法脱硫废液中硫化物的回收和减量化处理。
该技术具有高回收率、环保可持续和低成本的特点,可广泛应用于焦化、化工和煤化工等行业。
通过提盐技术的应用,能够有效降低焦化湿法脱硫废液对环境的污染,实现资源化利用和减少废物排放。
浅谈HPF工艺脱硫废液的处理

蒸 发浓 缩是最 关键 的操 作 步骤 .脱 色后 的液 体 进 入 蒸 发 釜 后 ,在 负 压 状 态 下 加 热 至 8 ℃ ,溶 液 4
被蒸 发浓 缩 ,控制 温 度不要 升 得太快 ,并要 经 常补 料 。温度 升得 太快 会造 成放 料堵 塞 ,产 量低 。如 果 蒸发 釜 出现跑 料现 象 ,关 闭真空 泵 的进 口阀和蒸 汽
色 。废液 用泵 送人 脱色 釜 中 ,加 入 一定量 的活性 炭 后 ,在 常压 下搅 拌 并 加热 到 1 0 10C,在 活 性 炭 0 ~4  ̄
人 抽 滤器 ,分离 出活 性炭 后进 入贮 液槽 ,通 过加 液
槽 计量 后进 入蒸 发釜 ,在 负压 搅拌 状态 下被 蒸 汽加 热 至 7 O .溶 液被 蒸 发浓 缩 ,浓 缩 液 送 至结 晶 08℃ 釜 内结 晶 。经 离 心分离 ,产 品为硫代 硫 酸氨 ,分 离 后 的溶液 再送 入结 晶釜 内结 晶分 离 .产 品为 硫氰 酸 铵 .分离 后 的溶 液 回到蒸 发釜 内蒸 发 。在蒸 发脱 色 过程 中形 成 的冷凝 液送 至脱 硫工 段 的反应 槽 。工艺
流程见 图 l 。
的作用 下 ,进 一 步净 化悬 浮硫 、乳化 油 、对苯 二酚 等 ,脱 色釜挥 发 出 的水蒸 汽 和部 分挥 发性 物质 用冷
凝 冷却 器捕 集后 排入 清 液池 。脱 色后 的废 液是 透 明
带 氨 味 的液体 。要 注 意 的是 搅 拌 机不 能停 止 工 作 , 在脱 色过 程 中要保 证 活性 炭和废 液 有足 够 的接触 时 间 ,如果脱 色 效果 不好 会影 响 到蒸 发釜 的操 作 和产
脱 除 :脱 色釜 挥发 出 的水蒸 汽和 部分 挥发 性物 质被
脱硫废液处理方案

100吨/天焦化脱硫废液资源化处理项目可行性报告东北师范大学2013年3月第一章脱硫废液的产生、危害及利用价值自带氨前脱硫工艺近几年在焦化行业焦炉气脱硫已得到普遍的应用。
这一工艺采用煤气中自带氨作碱源,以酞菁钴类〔PDS〕化合物为主要成分作为脱硫脱菁催化剂,脱硫运行成本较低,投资较小,工艺操作简单,脱硫脱氰效率高,而且不用外加碱源,是目前焦化行业普遍采用的脱硫工艺,据不完全统计,全国已有二百家以上企业采用该法脱硫,均取得了较好的效果。
但是,由于脱硫过程存在副反应,致使该脱硫过程生成硫氰酸铵、硫代硫酸铵、硫酸铵等副盐,并且不断地积累。
当这些副盐在脱硫液中含量超过250g/L时,就会对脱硫效果产生影响,能耗增高,脱硫效率下降,副盐含量越高脱硫效率就越差。
为了保证脱硫效率,不得不外排一部分脱硫液,补充一部分新脱硫液来降低脱硫系统中的副盐含量。
年产100万吨焦炭的焦炉气脱硫系统每天大约需外排脱硫液50m3以上,才能基本保证脱硫液中副盐含量不大于250g/L。
目前,国内大多数焦化厂采用拌煤燃烧法处理脱硫废液,即将脱硫废水拌如煤中送入焦炉,但存在降低煤的发热量,燃烧后产生大量的有害气体,腐蚀焦炉设备,同时由于废水中氨等物质气味大,在煤输送过程中操作环境极差。
另外,脱硫废水送至配煤过程中,不可能全部滞留于煤中,有近半数的脱硫废水会渗透至地表,造成大地和地下污染,产生严重的二次污染,这种方法并没有真正解决脱硫废水污染问题。
从另一个方面看,这些物质也是附加值很高的化工产品。
因此,从外排脱硫液中回收附加值高的产品,即可平衡脱硫系统中的副盐,保证脱硫效率,又能消除环境污染,还可产生一定的经济效益,是处理外排脱硫液切实可行的方法。
第二章脱硫废液付盐提取技术现状脱硫废液处理目前国内外开展了一些研究工作。
日本专利认为从脱硫废液中回收硫氰酸铵是极为困难的,原因是硫代硫酸铵和硫氰酸铵都极易溶解于水且溶解度相差极小,利用溶解度不同来进行别离是不可能的,因此日本专利提出了电渗析法,此法虽能制得硫氰酸铵.但因处理过程复杂,装置成本高,耗电量大而未能实现工业化生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100吨/天焦化脱硫废液资源化处理项目
可行性报告
东北师范大学
2013年3月
第一章脱硫废液的产生、危害及利用价值自带氨前脱硫工艺近几年在焦化行业焦炉气脱硫已得到普遍的应用。
这一工艺采用煤气中自带氨作碱源,以酞菁钴类(PDS)化合物为主要成分作为脱硫脱菁催化剂,脱硫运行成本较低,投资较小,工艺操作简单,脱硫脱氰效率高,而且不用外加碱源,是目前焦化行业普遍采用的脱硫工艺,据不完全统计,全国已有二百家以上企业采用该法脱硫,均取得了较好的效果。
但是,由于脱硫过程存在副反应,致使该脱硫过程生成硫氰酸铵、硫代硫酸铵、硫酸铵等副盐,并且不断地积累。
当这些副盐在脱硫液中含量超过250g/L时,就会对脱硫效果产生影响,能耗增高,脱硫效率下降,副盐含量越高脱硫效率就越差。
为了保证脱硫效率,不得不外排一部分脱硫液,补充一部分新脱硫液来降低脱硫系统中的副盐含量。
年产100万吨焦炭的焦炉气脱硫系统每天大约需外排脱硫液50m3以上,才能基本保证脱硫液中副盐含量不大于250g/L。
目前,国内大多数焦化厂采用拌煤焚烧法处理脱硫废液,即将脱硫废水拌如煤中送入焦炉,但存在降低煤的发热量,焚烧后产生大量的有害气体,腐蚀焦炉设备,同时由于废水中氨等物质气味大,在煤输送过程中操作环境极差。
另外,脱硫废水送至配煤过程中,不可能全部滞留于煤中,有近半数的脱硫废水会渗透至地表,造成大地和地下污染,产生严重
的二次污染,这种方法并没有真正解决脱硫废水污染问题。
从另一个方面看,这些物质也是附加值很高的化工产品。
因此,从外排脱硫液中回收附加值高的产品,即可平衡脱硫系统中的副盐,保证脱硫效率,又能消除环境污染,还可产生一定的经济效益,是处理外排脱硫液切实可行的方法。
第二章脱硫废液付盐提取技术现状
脱硫废液处理目前国内外开展了一些研究工作。
日本专利认为从脱硫废液中回收硫氰酸铵是极为困难的,原因是硫代硫酸铵和硫氰酸铵都极易溶解于水且溶解度相差极小,利用溶解度不同来进行分离是不可能的,因此日本专利提出了电渗析法,此法虽能制得硫氰酸铵.但因处理过程复杂,装置成本高,耗电量大而未能实现工业化生产。
目前,国内有少部分焦化厂采用梯度结晶提盐法,脱硫废液先蒸氨后,根据溶解度不同加热浓缩进行分步结晶提盐,可提出硫氰酸铵、硫代硫酸铵、硫酸铵三种盐。
但由于硫代硫酸铵和硫氰酸铵溶解度相差极小,提盐纯度很低,含量在50-70%。
投资高,操作复杂。
特别是提出的硫代硫酸铵量大且纯度低没有市场消耗,基本上是没有用途的废物,所以此方法还是没有解决污染问题,是不可行的。
还有一种方法是溶剂萃取法,通过用有机化学溶剂对脱硫废液进行萃取,从而提取出硫酸铵、硫代硫酸铵和硫氰酸铵,并将其初步分离,纯度在90-95%之间。
此种方法的缺点极其明显,首先是使用有机
溶剂进行萃取,不仅成本较高而且萃取后的溶液因含有机溶剂,在蒸馏过程中造成的污染比较严重,废气排放无法达标仍需进行二次处理;其次有机溶剂属于易燃易爆,政府管制非常严厉,运输、存储都有巨大隐患;第三,提取出的化工原料纯度不高,不能达到国家最低标准,市场销售价格低廉。
第三章脱硫废液催化转化副盐提取技术的研发根据焦化厂脱硫废液的特点,综合国内外的研究结果不难看出,脱硫废液回收处理的关键问题,一是硫氰酸铵和硫代硫酸铵的溶解度相近而很难分离,分离出来副盐纯度低,不能满足市场的需求;二是从脱硫废液中提取出来大量的硫代硫酸铵没有市场需求。
为解决上述关键问题,我们采取了以下的研究方案,首先将废液中的硫代硫酸铵通过催化氧化的方法彻底转化成硫酸铵,此时废液中只含有硫氰酸铵和硫酸铵,而这两种盐的溶解度相差较大,然后通过蒸发结晶的方法提取出较高质量的硫氰酸铵和硫酸铵,从而彻底解决了焦炉气脱硫废液处理的两个关键问题。
此项脱硫废液处理工艺技术的关键是催化氧化硫代硫酸铵生成硫酸铵的催化剂。
目前,我们已经筛选出活性较高的催化剂,在较温和的条件下,用空气作为氧化剂就可经济地将硫代硫酸盐氧化成硫酸盐。
该技术已在通宝焦化厂实现工业应用,每天处理50 m3脱硫废液,硫氰酸铵纯度99%以上,硫酸铵纯度98.5%以上。
硫磺纯度97%以上。
第四章产品的性质与用途
4.1硫氰酸铵(硫氰化铵)
脱硫废液提取的副盐产品之一硫氰酸铵应用于医药、化学合成的中间体,用于合成农药三环唑、叶青双、印染辅助剂、油田追踪剂、黑色镀镍,用于制造人造芥子油、摄影药剂、聚丙烯腈的抽丝溶剂、化学分析试剂(如银、汞和微量铁的测定)、涂锌添加剂、电镀添加剂等,同时还应用于贵金属的浮选、橡胶处理、抗生素的分离,也是制造氰化物、亚铁氰化物和硫脲的原料。
还用作印染扩散剂、制取双氧水的辅助原料,市场需求量很大。
据有关单位统计每年国内需求量大约在20多万吨。
性质:无色单斜晶系片状或柱状结晶,有光泽。
密度1.306g/cm3.熔点149.6℃。
易溶于水、乙醇、液氨、丙酮、吡啶和液体二氧化硫中。
溶于水时呈吸热反应。
遇铁盐生成血红色的硫氰化铁,与亚铁盐不反应。
在日光作用下溶液呈红色。
加热至140℃左右时形成硫脲。
170℃时分解为氨、二硫化碳和硫化氢。
易潮解,应密封储存。
4.2硫酸铵
用于生产氯化铵、铵明矾、过硫酸铵、硼酸铵等铵盐的原料,在电镀工业中用电镀铁、乙二铵镀铜、电刷镀镉等溶液中,也用于镁合金的化学氧化、铝及铝合金的化学抛光及退除锌镍铁合金镀层溶液中,
在一些生物制品中大量用作盐析剂,是食品酱色的催化剂和用于鲜酵母生产酵母菌的培养,也作酸性染料的助染剂和皮鞋的脱灰剂、焊药等。
工业品是白色或带微黄色的小晶体,含氮约20-21%,是一种速效氮肥,用于一般农作物,可作追肥,基肥、种肥,市场需求量巨大。
性质:纯品是无色斜方晶体,工业品是白色或微黄的晶体,溶于水,同时吸热,水溶液带有辛辣的咸味,呈酸性反应,不溶于乙醇,也不溶于丙酮和氨,有吸湿性,吸湿后结成块,235℃开始分解放出氨气变为酸式硫酸铵,513℃以上时完全分解成氨气和硫酸,与碱类作用放出氨气。
4.3硫磺
大部分的硫磺被用做制造磷肥和硫酸的原料,还用于生产其它化学和工业产品,例如,用于滤取含有金属的岩石,农用化学品的生产,塑料和合成橡胶的生产,纸浆和纸的生产过程,以及普通化学品的生产等。
随着运输业的发展,子午线轮胎将逐步取代斜胶胎。
由此,不溶性硫磺作为生产子午线轮胎的主要硫化剂更加引人注目。
市场需求量很大。
第五章脱硫废液付盐提取技术方案
5.1生产规模
5.1.1脱硫废液处理量:100m3/天(相当于年产200万吨焦炭焦化厂
每天排放的废液量)
5.1.2产品规模:硫酸铵:15吨/天
硫氰酸铵:10吨/天
硫磺: 3.5吨/天
5.2工艺说明
来自脱硫工段的脱硫废液,首先进入氧化转化器,在加入催化剂及空气的情况下,脱硫废液中的硫代硫酸铵转化成硫酸铵和硫磺。
转化后的脱硫废液进入脱色塔进行脱色。
脱色后的废液经过过滤机把硫磺分离出来。
分离硫磺后的废液进入真空蒸发釜,蒸发到一定程度后降温硫酸铵结晶,恒温状态下进行离心过滤,硫酸铵经过干燥、包装成成品。
过滤后的滤液再返回硫氰酸铵结晶釜,经过蒸发、降温结晶,硫氰酸铵结晶液进入硫氰酸铵离心机,离心机出来的硫氰酸铵经过干燥机干燥后包装待售。
硫氰酸铵离心机后的滤液返回真空蒸发釜中。
催化氧化转化器上部排出的空气夹带有氨气,经过冷凝器把气体冷凝成氨水,冷凝后的尾气进入到洗涤塔用水循环吸收后达标排放,氨水返回脱硫系统。
真空蒸发釜的蒸发气经过冷凝器冷凝成水,作为循环冷却水的补水或者洗涤塔的补充水。
整个工艺采取闭路循环,三种产品全部回收、无“三废”排放。
硫废液的环境污染问题,节约用水。
5.4.4采用该技术在获得环境和社会效益的同时,还从脱硫废液中提取大量化工产品,在达到节能减排的目的同时实现了资源的回收利用,为企业带来较高的经济效益,变废为宝,一举两得。
第六章主要动力及原材料消耗
6.1催化剂消耗:0.1Kg/m3(废液)
6.2活性炭消耗:2Kg/m3(废液)
6.3电耗:70KWh/m3(废液)
6.4蒸汽:0.5t/m3(废液)
6.5循环冷却水用量:60t/m3(废液)·d
6.6水消耗:0.2t/m3(废液)
第七章经济效益分析
7.1运行成本估算
以日处理脱硫废水100m3,日产硫氰酸铵10吨、硫酸铵15吨、硫磺3.5吨左右计算。
催化剂消耗费(10Kg/天,260元/Kg):2600元;
活性炭消耗费(0.2t/天,6500元/t):1300元
电耗(7000度/天,0.80元/度):5600元;
蒸汽耗(50吨/天,200元/吨)10000元;
工人工资(35人,每人100元/天)3500元;。