17模具+模具结构-A
模具的基本结构

模具的基本結構1、雙板模(2板模)A.典型操作條件1)塑料型腔壓力從1000至12000ps(典型值為5000ps)(1)注嘴衬套——有锥度的插入注塑模中,让塑料从注喙流入分浇道。
(2)定位环——常用来精确校准模具在机器模板上的正确位置。
(3)阴模板——包含模具型腔的半付模具。
(4)阳模板——另半付模具,模芯常装在可移动的模具上使注塑件容易脱模。
(5)推杆(顶销)——使注塑件和浇道脱出模具的移动杆。
(6)浇道拉料杆——设计成当模具开模时从注嘴衬套中拉出塑料注道残料。
(7)支承板——使模具提高抗挠度的支承板后面。
(8)支承柱——放在抗挠度的支承板后面。
(9)推杆回定板——固定推杆和拉料杆的头部。
(10)导柱——用作精确位上下两片模上彼此相关的位置。
(11)夹模板(装模板)——夹持或用螺栓固定于机器模板上的底板。
(12)冷却通道——在支承板或阴模板和阳模板中,常被用来分散注塑件的热量。
(13)加热元件——对热固性塑料模具,热固元件用来帮助塑料固化。
注塑模具基础1.二板模与三板模的区别是什么?请画出二种类模具简图,并描述三板模的开合模顺序?✧二板模与三板模的区别是:三板模在定模部分多一次取出流道与产品分离。
三板模一般采用点浇口二板模浇口可根据产品及要求灵活选用。
✧二板模结构(2plate mold)✧前模压板(top damp plate)✧母模板(A plate)✧活动板(或推板strpper plate, 在推板顶出时选用);✧公模板(B plate)✧承板(supplrt plate)✧间隔板(spaoer block)✧顶针固定板(ejector retainer plate)✧顶针板(ejector plate)✧公模固定板(bottom damp plate)在AMP模具有Ejectorhousing,实际上是为了防止产品异物掉落顶出机构,而用封闭的间隔板✧三板模结构(3 plate mold)在二板模的前模板与母模板中加一块水口脱料板(runner strpper plate);模具一般有四支导柱(guide pin)和四支拉杆(support pin);另外也有只用四支长导柱,导柱兼拉杆用。
模具结构设计规范 (封面和内容)

教育訓練講義之
版本
模具結構設計規范
頁次
7 OF 17
規范限制之內.母模折彎側在折彎成形允許的情況下.全部鑲滾針,對于較小的產 品折彎,可使用內導柱,在此也暫未羅列.對于外導柱長度限制,原則上不超過220. 對于產品成形較高的.應使用兩后導柱,上模座銑避位. 4.4.1.折彎模1.如附圖六,附圖七,附圖八,附圖九所示, 此為最常用折彎模結構,在公模結構形式中,設計者可按模具需求選用彈釘, 滑塊翅翅板等合理的脫料形式,注意,每個附圖公模兩端脫料形式,並非必須組合. (1) 上鎖板(Top Supporting Plate)代號P01A.其需求與否由設計者根據 模具高度作出選擇. (2) 上墊塊(Upper Parallel Block)代號:P02A.其需求與否由設計者根據 模上具高度作出選擇. (3) 上模座(Upper Die Set)代號:P03A. (4) 上墊板1(Upper Parattel Rlockimg Plate1)P04A (5) 公模(Upper Rrtainer)代號P05A (6) 上墊板2(Upper parallel Blockung plare2):P06A由設計者根椐模 具狀況作出選擇 (7) 上模零件代號從P07開始依序編號 (8) 下鎖板(Bottom Die Backing Plate)代號:D02A
教育訓練講義之
版本
模具結構設計規范
頁次
5 OF 17
(3) 模具結構圖必須帶圖框,圖框內必須包含以下內容:圖號.工序內容.素材 材質,厚度,閉模高度,設計人.設計日期.模板和備料零件材質,規格,數量, 下模組立圖, (4) 備料表和零件圖名稱使用代號. (5) 模板和零件代號中,D代表下模板或下模零件,P代表下模板或下模零件,對 于模板分塊式,應以板名未尾字母來區分,例如D05A. D05B. D05C.等在圖.
多腔注塑模具设计

一.拟定模具结构形式A. 确定型腔数量及排列方式型腔的数量是由厂方给定,为“一出四”即一模四腔,他们已考虑了本产品的生产批量〔大批量生产〕和自己的注射机型号。
因此我们设计的模具为多型腔的模具。
考虑到模具成型零件和抽芯结构以及出模方式的设计,模具的型腔排列方式如下列图所示:图 (1)B. 模具结构形式确实定由于塑件外观质量要求高,尺寸精度要求一般,且装配精度要求高,因此我们设计的模具采用多型腔多分型面。
根据本塑件电动机绝缘胶架的结构,模具将会采用三个分模面,三个分型面。
二.注射机型号确实定一般工厂的塑胶部都拥有从小到大各种型号的注射机。
中等型号的占大部分,小型和大型的只占一小部分。
所以我们不必过多的考虑注射机型号。
具体到这套模具,厂方提供的注射机型号和规格以及各参数如下:注射量:95g锁模力:120T模板大小:400×550开模距离:推出形式:推出位置:推出行程:三.分型面位置确实定如何确定分型面,需要考虑的因素比较复杂。
由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性及精度、嵌件位置形状以及推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。
选择分型面时一般应遵循以下几项原则:1)分型面应选在塑件外形最大轮廓处。
2)便于塑件顺利脱模,尽量使塑件开模时留在动模一边。
3)保证塑件的精度要求。
4)满足塑件的外观质量要求。
5)便于模具加工制造。
6)对成型面积的影响。
7)对排气效果的影响。
8)对侧向抽芯的影响。
其中最重要的是第5〕和第2〕、第8〕点。
为了便于模具加工制造,应尽是选择平直分型面工易于加工的分型面。
如下列图所示,采用A-A这样一个平直的分型面,前模〔即定模〕做成平的就行了,胶位全部做在后模〔即动模〕,大简化了前模的加工。
A-A分型面也是整个模具的主分模面。
下列图中虚线所示的B-B和C-C分型面是行位〔即滑块〕的分型面。
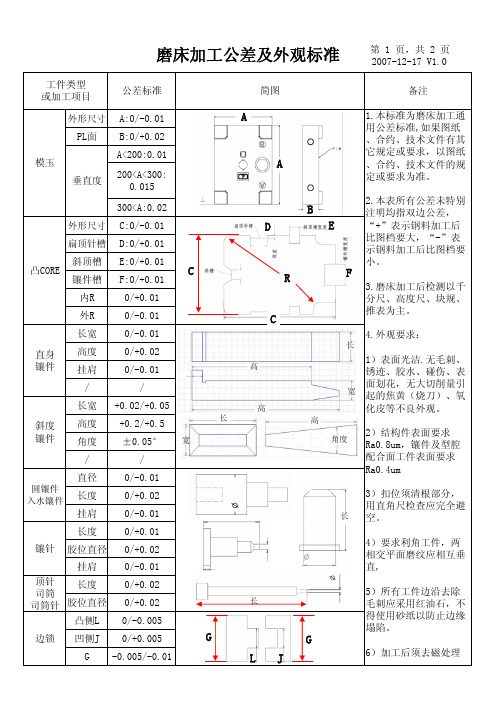
模具部加工公差标准
顶针板 斜顶扣 长宽:+0.03/+0.05 装配位 深度:0/+0.02
铲机槽 边锁位
行位槽 斜顶扣装配位
EDM加工公差标准
加工类型
公差标准 (任意点公差)
说
2007-12-17 V1.0
明
前模胶位 后模胶位
0/+0.05 ±0.05
纹面符合工艺要求,形状与3D图档一致;表面无 碰伤、积碳、砂孔;未注要求时表面粗糙度 Ra1.6-3.2(CH24-30),平面度≤10um
简图
PL
0/+0.02
PL
管位
凹:±0.01 凸:0/-0.02
边锁位 0/+0.005
行位槽 +0.005/+0.01
模玉
藏CORE位 +0.005/+0.01 前模:+0.03/+0.05 行位槽
胶位 后模:0/+0.05
碰穿位 0/+0.02 擦穿位 0/+0.02
藏CORE位
挂肩
0/+0.01
长度
0/-0.1
压板 宽度
0/-0.01
高度 +0.005/+0.01
P
0/-0.01
L
L 斜顶
M
0/+0.02 0/-0.01
导向块 斜顶扣
N 长宽 厚度 长宽高 挂肩
0/+0.1 宽 0/-0.02 0/-0.02 0/-0.02 0-/0.01
长 高
框底与模胚 背面高度
0/+0.02
A板厚度 0/-0.02
公差标准
简图
备注
模具结构图示

司筒
司筒针
红色框为斜顶,出模时,斜顶沿绿色箭头方向移动,在斜顶里的扣位与 斜顶脱离后,产品方可脱模
此角度大于90度,出模时斜 顶沿着斜方向向上顶
大于90度 大于 度
90度 度
产品顶出时,产品的行走路径与 模具垂直,而斜顶沿着斜的轨迹 向前推进,当顶出有一段距离后, 产品的扣位与斜顶已脱离,即可 完成脱模
斜顶
行位
回针
后模模胚
顶针板回针,作用: 在顶针板顶出和后退时, 起导向的作用,并保证在 前后模合模后,因为回针 与前模模胚接触,所以可 以保证顶针板退到位(共 4根)
顶针面板
顶针底板
顶针图示,产品在顶出时,是依 靠顶针,斜顶,司筒顶出的
司筒针,固定于底板上,顶针 板顶出时,司筒针保持不动
司筒,作用:当产品上有环形骨位, 而且骨位的高度比较高,出模很容 易粘模时,则要考虑做司筒
0.5 mm
斜顶出模后的状态,斜顶与产品扣位之间距离 要有0.5mm以上,才能保证产品出模不会扣到斜顶
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时, 模具温度会不断升高,运水 可使模具处在一种恒温下生 产,从而保证产品的稳定性
此孔直接与啤机的射咀接触,
唧嘴
水口
产品
前模仁
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边 会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
图解说明塑胶模具的结构组成
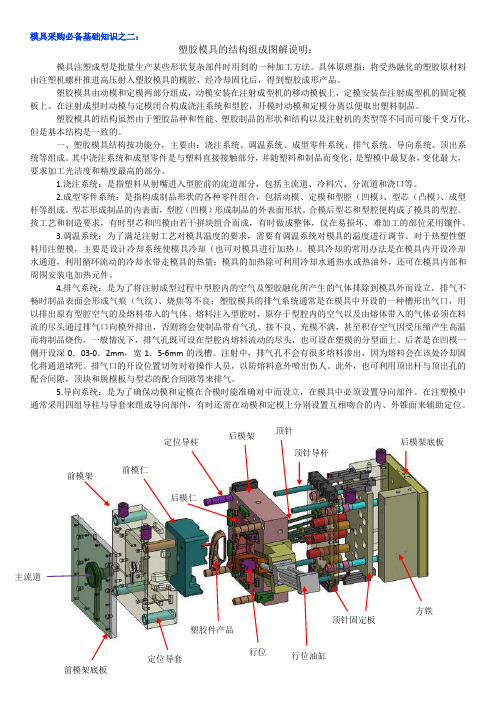
模具采购必备基础知识之二:塑胶模具的结构组成图解说明:模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
2.成型零件系统:是指构成制品形状的各种零件组合,包括动模、定模和型腔(凹模)、型芯(凸模)、成型杆等组成。
型芯形成制品的内表面,型腔(凹模)形成制品的外表面形状。
合模后型芯和型腔便构成了模具的型腔。
按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件。
3.调温系统:为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节。
对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却(也可对模具进行加热)。
模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通热水或热油外,还可在模具内部和周围安装电加热元件。
4.排气系统:是为了将注射成型过程中型腔内的空气及塑胶融化所产生的气体排除到模具外而设立,排气不畅时制品表面会形成气痕(气纹)、烧焦等不良;塑胶模具的排气系统通常是在模具中开设的一种槽形出气口,用以排出原有型腔空气的及熔料带入的气体。
模具结构

模孔配置原则:单孔型材模孔配置:一般是让模也重心与模具中心重合。
如果壁厚变化非常大,应把最薄的部位配置在模具中心,多孔型材模孔配置:对于断面较小或断面对称性较差的型材,通常采用多孔模。
多孔模各模孔间距不应过小,见表1及图3。
模孔工作带的确定:1)以整个型材难出料处为基准,该处工作带长度为成品厚度的(1.5至2)倍,如图4。
2)与基准点相邻近的工作带长度为基准点工作带长度加1mm。
3)型材厚度相同时,与模具中心距离相等处工作带长度也相同。
4)由模具中心算起,每相距10mm工作带长度增减数值见表2。
5)工作带的空刀:空刀过多,模具工作带强度减弱。
合理的空刀值见表3及图5。
阻碍角:当模孔工作带长度大于15至25mm时,实际上,由于尺寸收缩金属已不与工作带贴合,此时,可用阻碍角调节金属流速。
工作带母线与挤压中心线之间夹角为阻碍角,最有效阻碍角为3度至5度,见图6。
促流角:一般促流角是在模具工作端面上作成对称的锥面或者倾斜的锥面,如图7。
分流组合模结构:分流比的选择:分流孔的断面积与型材的断面积之比,见公式1,称之为分流比。
分流比值越小,挤压变形阻力越大,在保证模具强度的条件下尽量选取较大的。
对于生产型材:取10至30;对于生产管材:取5至10。
分流孔的选择:分流孔的断面形状有圆形、腰子形、扇形及异形等。
对于复杂断面型材多取扇形和异形,对于管材及筒单断面型材取圆形和腰子型。
分流孔的数目有二孔、三孔、四孔及多孔,见图2。
对于外形尺寸小,断面形状较对称的,可采用二孔或三孔,外形较大,断面复杂的取四孔或多孔。
一般情况下,分流孔数要尽量少,以减少焊缝,增大分流孔的面积,降低挤压力。
分流桥的选择:分流桥宽度B(图3),从加大分流比,降低挤压力来考虑,可选小些,但从改善金属流动均匀性考虑,选择大点比较合适。
一般取B=b+(3至10)mm,制品外形及内腔尺寸大的取下限,B=b+(3至5)mm;反之取上限,B=b+(5至10)mm。
注塑模具规范

模具技术要求一﹑模具设计﹕A. 水路﹕1.公母模﹕依成品形状来决定﹐水路循环的路径与数量﹐公母模的水路需相互配合.2.脱料板x 2 cycle。
3.水孔接头处需做沉孔,沉孔尺寸φ35*L25mm。
4.模具的水栓处,必需上IN﹑OUT且编号。
5.需附铜制水栓﹐铜水栓的尺寸为3/8” PT。
6.侧面止水栓之做法﹐2PCS止水栓或1PCS止水栓+铜块。
7.若有喷水孔﹐使用铜片做隔板。
B. 料沟﹕依成品进料达到平衡﹐来设计料沟的路径﹑形状﹑尺寸…等。
C. 进点﹕依成品的外观形状要求重点﹐来决定进点的型式﹐为针点﹑侧针点﹑侧边状﹑锥型状等。
D.顶出方式﹕1.PIN顶出﹐需使用DME规范(依不同客户决定)。
2.顶针成品面有形状时﹐需做方向性之定位。
3.顶出环(特别注意打水环之拔模斜度)或顶出块。
E. 定位块X 4﹕于公母模板360度/4﹐加长方型之定位块﹐增加基准面之精度(材质:SKD-61)F. 模仁方式﹕1.锁公母模仁之螺丝﹐设计时愈多愈好﹐且需平均分配﹐使模仁与模座接触面更密合﹐锁螺丝时需封称锁入﹐且扭力一致。
2.公母模仁均须有卡入模座之定位梢。
3.所有insert之模仁形状为圆形时需做定位﹐且只能单方向组装﹐避免组装时方向错误。
G. 4支导柱需有1pcs做偏心﹐X﹑Y轴各偏10mm。
H. 模具的螺丝孔及螺丝﹐须为DME的公制规范。
I. 回位销封边要有耐顶板﹐材质为TDAC+氮化处理。
J. 若有斜销及滑块﹐三面需加耐磨板﹐且必须有油槽(材质﹕TDAC+氮化处理)。
K, 需安装计数器﹐INSERT的型式。
L. 模具的长﹑宽﹑高﹑定位环与KO孔﹐需配合客户的机台尺寸。
O. 模具上需有放电加工之指示箭头。
P. Name Plate ﹑箭头﹑锁模器﹑Part No.﹑日期章﹑穴号﹑回收章﹑计数器…等﹐需标示于结构图上。
Q. 模具出货时箭头需喷黄漆﹐锁模块需喷红漆。
R. 模具需强制回位时﹐需于模脚的箭头下方﹐贴强制回位铭板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
适用班级:17模具(54人)
2017--2018学年第一学期《模具机构》
期末考试试题(A 卷)
一、 填空 (每空1分,共40分)
1、 冷压加工采用的压力设备有 、
等。
2、 弯曲模有 弯曲模 弯曲模。
3、 模具的精度主要是指模具成型零件 的精度和成型表面
的 。
4、 模具上、下模或动、定模之间的 精度以及坯料在冲模中的
精度等对制件质量也有较大的影响,是衡量模具精度的重要指标。
5、 一般模具工作尺寸的制造公差应控制在制件尺寸公差的 。
凸、凹模工作尺寸的制造公差之和小于凸、凹模最大初始间隙与
最小初始间隙 。
6、 模具 的质量应根据 的要求和模具的 确定。
对
于一般模具,要求其成型表面的表面粗糙度值 。
7、 冲压加工三要素是 、 、 。
8、 开式压力机又可分为 和 。
9、 冲裁就是利用模具使材料 的工序,冲裁工艺主要是指
和 工序。
10、 凸模与凹模间每侧的间隙称为单边间隙,用 表示;两侧间
隙之和称为双边间隙,用 表示。
如无特殊说明,冲裁间隙就是指 间隙。
11、 斜刃冲裁时斜刃的主要参数: 和 与 有关。
12、 当间隙较大时,材料所受拉伸作用增大,冲裁后因材料的弹性回复使落料
件尺寸 凹模尺寸,冲孔件孔径 凸模直径。
13、 复合模属于 模,它可在同一个位置上,同时实现对板料内孔及外
形的冲裁。
复合模在结构上的特点是具有一个既为落料凸模又为冲孔凹模的 。
14、 每一副冲裁模都是由 零件和 零件两大类。
15、 工作零件是直接参与冲压工作的零件常用碳素工具钢 和T10A 。
形状
复杂时可采用合金工具钢 和Cr12Mo 等材料,以提高凸模、凹模的耐磨性,为了提高模具的使用寿命,也可采用 。
16、 对于大型和复杂形状的冲模,采用 结构较为合理。
导正销多用于
模中,装在 工位以后的凸模上。
17、 圆筒形拉深过程有 预紧、 拉深、拉深结束。
18、 冷挤压时坯料的变形程度用断面变化率 表示。
二、名词解释(每题3分,共30分)
1、冷压加工:
2、制件:
3、成型模:
4、排样:
班级:________________ 姓名__________________
————————密———————————封——————————————线——————————
5、冲裁间隙:
6、 J21-40:
7、复合冲裁模:
8、弯曲:
9、中性层:
10、拉深:
五、填图题(填下列图纸中缺少的部分,填空部分每处
1分,问答部分每处4分,共30分,书写区域不够可以加注在其他位置) 1.
2、
班级 _________________ 姓名 ______________________
_
3、
4、
5、
6、。