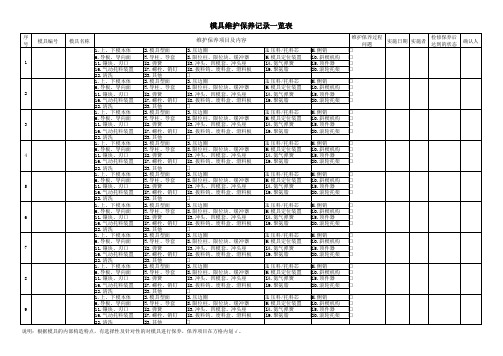
211 模具保养清单
模具保养项目表及日常保养记录表

要求每12H小时清扫一次。
① 排气槽,排气孔是否堵塞,及时清扫;
3
排气槽确认
要求每12H小时清扫一次。
① 每天定期检查导柱是否有磨伤,加黄油;
4
导柱润滑状况
每12H作一次润滑保养。
① 确认顶针,斜顶是否有卡死,断裂,变形现象;
5
顶针,斜顶的 是否顺畅
运动
② 顶出是否顺畅,回退是否到位;
每12H作一次润滑保养。
模具保养项目表
NO
确认项目
确认内容
① 模胚外侧是否有喷油漆,是否有大面积锈斑;
② 模具停止生产时,型腔应及时喷上防锈油;
1
模具外观保养
③ 模具保存时将模具锁紧,防止灰尘进行型腔;
④ 顶针板底部是否有异物。
① 分型面是否有胶粒,油污,严重锈斑;
2 分型面(PL面) 清洁 ② 模具生产时每天定时用模具清洗剂打扫PL面;
按注塑机的大小进行定期全面保养:
① 30~160T 每生产6万模保养一次;
② 160T~
每生产4万模保养一次。
12
定期全面保养 项目
FM/TD-001 (保存三年)
停止生产,将模具分解进行保养: 模具 ① 检查导柱,顶针,斜顶,滑块,镶件,弹簧等是否有
磨损,老化,变形,断裂情况,及时换新或修正; ② 清理水路; ③ 清除模具锈斑; ④ 对所有活动部件打润滑油; ⑤ 清扫PL面,顶针板下以及排气槽上的异物。
① 滑块磨擦面油槽是否正常;
6
滑块的运动 顺畅
是否 ② 滑块的动作是否顺畅,回退是否到位;
每12H作一次润滑保养。
① 确认弹簧是否老化,断裂
(包括返还弹簧,滑块弹簧等);
7
弹簧确认
模具保养手册

* 预防性保养 1.清洁模具表面及型腔。 2.清洁排气槽。 3.清洁模具的冷却水道并检查其密封情况。 4.检查液压系统的密封情况。 5.拆装抽芯并清洁润滑。 6.拆装滑块并清洁润滑。 7.对模具顶出机构的情况进行检修。 8.对模具顶出机构的情况进行检修。 9.检查模具分型面的贴合情况。
10.检查导向件是否松动并润滑。 11.用清洗剂清洁水道,然后使用气枪将冷却通道内的杂质清除干净,并用热风烘干。
产品号/Product No.: 模具号/Mold No.:
零件名指导书
General Mold Maintain Instruction *日常点检保养 1.检查并清洁模具定模和动模表面。 2.检查模具内冷却水道畅通并无漏水现象。 3.检查分型面、.清洁逃料,保持分型面的清洁 4.检查模具油缸动作是否正常,无漏油现象。 5.检查抽芯动作和润滑是否正常,仅使用适当的润滑油。 6.清洁导向机构并重新润滑,仅使用适当的润滑油。 7.检查型腔表面粗糙度,及时对凹陷及生锈的地方进行抛光 8.清洁动模顶杆、反推杆的油污,添加新的润滑油
模具保养计划(年度)

审核:
批准:
版本号:A-0 ;表单编号:划 责任人
1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月
备注
1.模具时钟确认: 时钟不在当月范 围,进行敲补 2.浇口套进料孔保 养:浇口套或进料 孔有异物或不光 滑,用电磨头打光 3.托模及顶出装置 保养:顶出或托模 出现卡住,模具工 维修保养 4.模具生锈防锈保 养:模具出现生 锈,进行除锈后喷 防锈剂
产品名称模具图号保养内容保养计划责任人备注10111213141516171819202122备注编制
年份:
NO
客户
产品名称
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 备注 注:△表示实施计划 ▲表示已实施
编制:
模具保养计划表(年度)
模具保养项目

模具维护保养一、模具上机前检查及保养:1.按模具冲剪力的大小,正确使用足够吨位的冲床.(一般机床的吨位必须大于模具的冲剪力)2.在模具上机前,必须检查调整模具冲箭刃口的间隙,以防运输途中装卸模具时刃口间隙走样,调整均可后再上机台.3.架模前要对模具的上下表面进行清洁,保证模具安装面和冲床的工作台面压伤及模具在生产中上下安装面的平行度.4冲床的工作台面与滑块底面必须平行,平行度的偏差应小于0.035.模具架好后将模具打开,将模具各部分清檫干净,特别是导向机构,对于表面件(外观件)的模具其型面清檫干净,以保证制件的质量.对模具各滑动部位进行润滑和模具各部位的检查,特别是安全件(如冲孔废料孔等).6.冲出样品后,须当即确认是否与产品规格相符.二、生产中的保养:1. 模具使用时,导柱和导套要定时加润滑油.2. 在生产中定期对模具的相应部位和刃口上应多次加润滑油或冲压油3. 严禁双料冲剪,除冲压材料、润滑油外其它物品应远离作业区域。
4. 刃口内铁粉状物不能滞溜太多,应及时出处理滞留物和定期清理废料,生产结束后要对模具进行全面检查、全面的清檫,保证模具的清洁度。
三、使用后模具保养:1. 模具长时间使用后必须磨刃口,研磨后刃口面必须进行退磁,不能带有磁性,否则易发生堵料。
2. 弹簧等弹性零件在使用过程中弹簧最易损坏,通常出现断裂和变形现象。
采取的办法就是更换,在更换过程中一定要注意弹簧的规格和型号,弹簧的规格和型号通过颜色、外径和长度三项来确认,只有在三项都相同的情况下才可以更换。
3. 模具使用过程中冲头易出现折断、弯曲和啃坏的现象,冲套一般都是啃坏的。
冲头和冲套的损坏一般都用相同规格的零件进行更换。
冲头的参数主要有工作部分尺寸、安装部分尺寸、长度尺寸等。
4. 紧固零件,检查紧固零件是否松动、损坏现象,采取的办法是找相同规格的零件进行更换。
5. 压料零件如压料板、优力胶等,卸料零件如脱料板、气动顶料等。
保养时检查各部位的配件关系及有无损坏,对损坏的部分进行修复,气动顶料检查有无漏气现象,并对具体的情况采取措施。
模具维护保养记录一览表
说明:根据模具的内部构造特点,有选择性及针对性的对模具进行保养,保养项目在方格内划√。
□4.压料/托料芯 □9.模具定位装置 □14.氮气弹簧 □19.聚氨脂
□5.侧销 □10.斜楔机构 □15.顶件器 □20.滚轮托架
维护保养过程 问题
□ □ □ □
实施日期 实施者
检修保养后 达到的状态
确认人
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料ቤተ መጻሕፍቲ ባይዱ □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
维护保养项目及内容
□3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □
模具维修保养检查清单
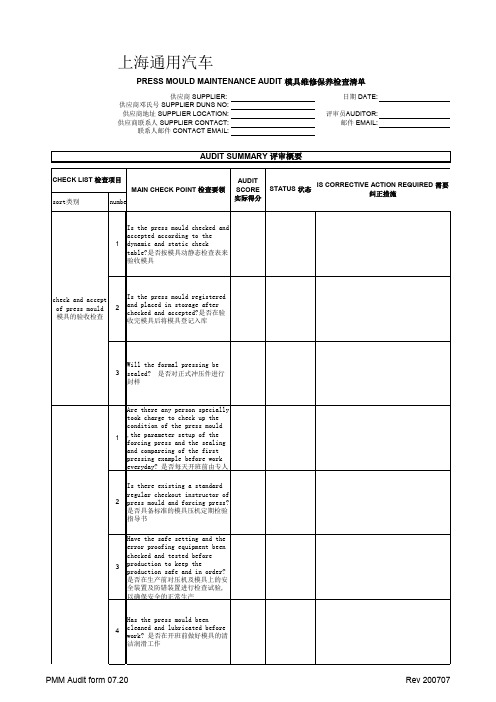
上海通用汽车
PRESS MOULD MAINTENANCE AUDIT 模具维修保养检查清单供应商 SUPPLIER: 日期 DATE:供应商邓氏号 SUPPLIER DUNS NO:
供应商地址 SUPPLIER LOCATION:评审员AUDITOR:供应商联系人 SUPPLIER CONTACT:邮件 EMAIL:联系人邮件 CONTACT EMAIL:
对相关操作人员的
管理
correlative
Note:Follow-up may be done on site or via E-mail; at the auditor's discretion.
STATUS FOR INDIVIDUAL QUESTIONS 问题状态
没有程序,需要纠正措施
程序不完善,需要纠正措施有程序,没有执行,需要纠正措施部分满足要求
满足要求
Note: Status and Code entered automatically from audit sheet..
注:任何红色和黄色的项目需要纠正措施。
跟踪可以现场进行,也可以通过EMAIL 的形式,由评审员决定。
场进行,也可以通过EMAIL的形式,由评审员决定。
模具维护保养规范

模具维护保养规定为延长模具的使用寿命,满足XXX的产品寿命长的特点,为双方创造更大的经济效益,制订如下保养计划:生产过程中的模具保养:一、装模时的检查、维护:1.装模前要对模具的上下表面进行清洁,保证模具安装面和油压机工作台面正确配合。
2.模具装好后将模具打开,将模具导向机构,模腔表面清洁干净,以保证制件的质量。
3.对模具各滑动部份进行润滑或确认顺畅。
4.检查、维护侧护板,清理冲孔废料道及相应孔位。
5.检查模具安全侧销、安全螺钉等安全件,发现问题,及时修复或更换。
二、生产中的保养:1.定期对模具的压周边毛边料进行清理,确保模具保持干净的状态。
2.生产首件及自主检查时观察模具的使用状况,发现异常,立即停机检查,及时排除。
三、生产后的保养:1.生产结束后要对模具进行全面的检查,包括:模面、刀口、镶件、模芯、导柱、螺丝、防呆、把手、模具水平等。
2.对模具进行全面的清洁,将模具内的废料、杂物清理干净,保证模腔内无废料。
3.将模具在使用过程中发现的问题作如实地反馈,并在交接单中做好记录。
存储过程中的模具保养:四、模具的一、二级保养1.模具的一级保养由生产操作人员进行。
保养的主要内容为清洁、润滑和检查。
2.模具的二级保养工作由修模人员完成,并根据保养情况做好记录,二级保养的主要内容:2.1.1对检查发现有问题的导向零件进行修理、恢复。
2.1.2对模具在使用过程中刀口崩刃和刃口塌陷处进行补焊、修复。
2.1.3对损坏、失效的弹簧等弹性零件进行更换(注意弹簧的规格和型号)。
2.1.4检查紧固零件是否松动、损坏。
如有,则进行更换。
五、所有模具做一、二级保养,一级保养1个月/次,二级保养2个月/次。
模具保养指导书
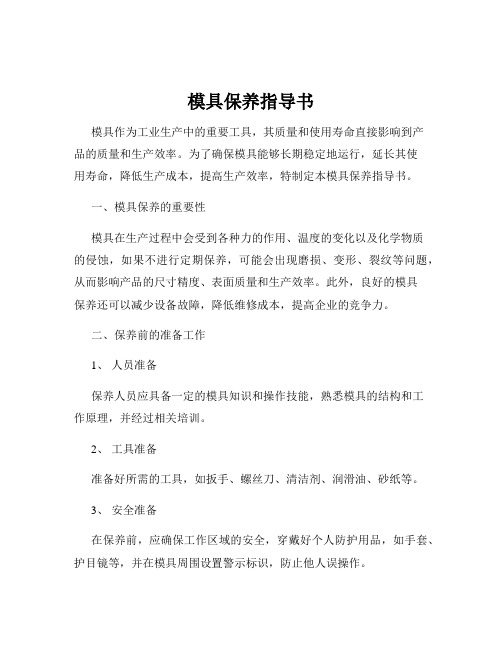
模具保养指导书模具作为工业生产中的重要工具,其质量和使用寿命直接影响到产品的质量和生产效率。
为了确保模具能够长期稳定地运行,延长其使用寿命,降低生产成本,提高生产效率,特制定本模具保养指导书。
一、模具保养的重要性模具在生产过程中会受到各种力的作用、温度的变化以及化学物质的侵蚀,如果不进行定期保养,可能会出现磨损、变形、裂纹等问题,从而影响产品的尺寸精度、表面质量和生产效率。
此外,良好的模具保养还可以减少设备故障,降低维修成本,提高企业的竞争力。
二、保养前的准备工作1、人员准备保养人员应具备一定的模具知识和操作技能,熟悉模具的结构和工作原理,并经过相关培训。
2、工具准备准备好所需的工具,如扳手、螺丝刀、清洁剂、润滑油、砂纸等。
3、安全准备在保养前,应确保工作区域的安全,穿戴好个人防护用品,如手套、护目镜等,并在模具周围设置警示标识,防止他人误操作。
三、模具日常保养1、模具使用后的清洁模具使用完毕后,应及时清除模具表面的油污、废料和灰尘等杂物。
可以使用压缩空气吹除表面的灰尘,然后用清洁剂擦拭模具表面。
2、模具的润滑定期对模具的运动部件进行润滑,如导柱、导套、滑块等。
选择合适的润滑油,并按照规定的剂量进行涂抹或加注。
3、模具的检查每天在使用模具前,应对模具进行检查,检查模具的工作部件是否正常,有无磨损、变形、裂纹等情况,检查模具的紧固部件是否松动,如有问题应及时处理。
四、模具定期保养1、模具的拆卸根据模具的结构和保养要求,定期对模具进行拆卸。
在拆卸过程中,应注意保护模具的工作部件,避免碰撞和损伤。
2、模具零件的清洗将拆卸下来的模具零件放入清洗槽中,用清洁剂进行清洗,去除零件表面的油污、锈迹和积碳等杂物。
清洗完毕后,用压缩空气吹干或擦干。
3、模具零件的检查对清洗后的模具零件进行仔细检查,检查零件的磨损情况、尺寸精度和表面质量。
对于磨损严重或尺寸超差的零件,应及时更换。
4、模具的装配在装配模具时,应按照模具的装配工艺要求进行操作,确保模具的装配精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保养日期:
项目
序号
123
456
78
9
排气系统10固定部分11浇注部分
1213
1415
冷却系统16
审核:保养人:
模具表面
模具型腔导向定位部件
顶出系统
抽芯绞牙
备注:
清洁抽芯部位镶件,检查有无磨损
用气压表检查模具水路、密封圈是否泄漏,水接头是否漏水
检查油缸,油管是否存在漏油,有无堵塞检查各齿轮和链条是否完整,并添加润滑油
检查各部位螺丝损坏立即更换检查热流道阀针,浇口,型腔内流道有无磨损清洁推板检查弹簧有无损坏
将型腔内各排气槽及镶件配合的间隙进行清理
检查各部位导套及定位块是否有磨损并清洁
将所有顶针进行清洁检查有无磨损
检查各镶件,镶针是否有磨损并清洁
各导向部位进行清扫检查是否有磨损并涂抹润滑脂型芯表面污迹,锈迹清洁
模具个部位滑块检查有无磨损并清洁涂抹润滑脂
模具表面锈迹,油迹进行清扫检查水管和接头有无损坏进行更换
1CAV
1点 热流道
300*500*300
49800
保 养 内 容
保养后状态特记事项
LY202001
LY202上罐体
1K0 121 407A
上海东制
模具穴数
流道系统 (点数)
模具外形尺寸合模数总计 上海东制塑料模具有限公司
Shanghai Dongzhi Plastic&Mould Co.,Ltd
模具点检清单
模具编号产品名称零件号保管场所文件编号:DZ-BD-211 版 本:A。