标识标牌制作工艺流程(精)
标志牌制作工艺流程

标志牌制作工艺流程
一、机加成型:标识标牌制作采用机加工成型后喷漆或着色,使其安装尺寸统一规范且可批量生产。
家电、电子、汽车类的加工对尺寸要求较严格,需要有经验的冲床模具加工,有条件的可采用数控加工。
二、激光加工:激光加工实现了加工的高度自动化和以及达到了很高的加工精度,并且不存在加工工具磨损的问题。
三、真空镀膜:真空镀膜是一种装饰性的膜层,分别有镀钛、铬等不同靶材,所镀膜层均匀、致密、附着力强,这样更能保证产品耐磨损、抗腐蚀、耐高温,防腐蚀等。
四、不锈钢蚀刻加工:即通过光化学反应和蚀刻来加工金属零件的一种工艺方法。
该方法充分利用当前先进的计算机辅助设计技术,将需要加工的图形制成菲林,然后将菲林图形通过光化学反应复制到金属材料表面,在金属材料表面形成被保护起来的金属零件图形,再通过蚀刻的方法,把未保护的金属材料蚀掉就产生出了金属零件。
五、喷漆:根据客户的要求,喷涂相应颜色的油漆。
对浅颜色漆尤其是白色漆,其干燥温度和干燥时间应严格掌握,否则白色漆泛黄;对于其他彩色颜色要求也相当高,需要在调漆方面有着深功夫。
六、丝网印刷:印刷标牌面板的总体要求是:图文位置准确清晰、字线边缘整齐、墨迹牢固。
七、自动点漆:相对来说,自动点漆机相比之前的人工,不但在质量上提高了一个档次,在数量上也是很大的进步。
标识制作工艺流程
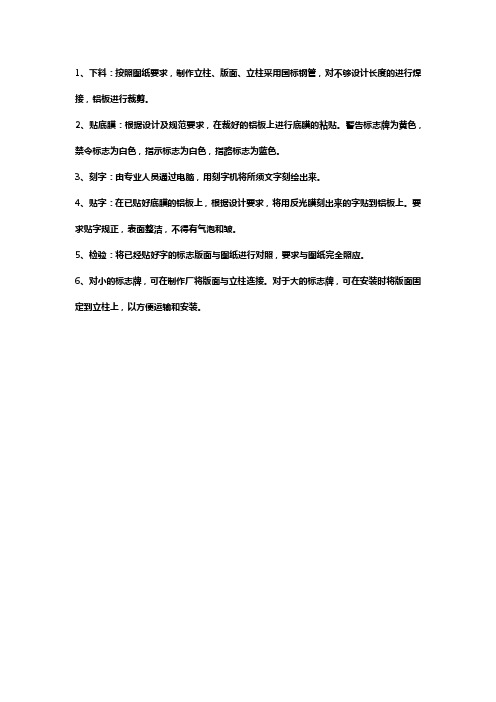
1、下料:按照图纸要求,制作立柱、版面、立柱采用国标钢管,对不够设计长度的进行焊接,铝板进行裁剪。
2、贴底膜:根据设计及规范要求,在裁好的铝板上进行底膜的粘贴。
警告标志牌为黄色,禁令标志为白色,指示标志为白色,指路标志为蓝色。
3、刻字:由专业人员通过电脑,用刻字机将所须文字刻绘出来。
4、贴字:在已贴好底膜的铝板上,根据设计要求,将用反光膜刻出来的字贴到铝板上。
要求贴字规正,表面整洁,不得有气泡和皱。
5、检验:将已经贴好字的标志版面与图纸进行对照,要求与图纸完全照应。
6、对小的标志牌,可在制作厂将版面与立柱连接。
对于大的标志牌,可在安装时将版面固定到立柱上,以方便运输和安装。
标识牌的制作工艺标识牌制作工艺及流程

标识牌的制作工艺标识牌制作工艺及流程标识牌hongren18标识牌的制作工艺标识牌制作工艺及流程此刻各色各样的曾经一般应用于电子电器产品上,能够说标牌已于一般人的生活唇亡齿寒,大雅高雅的标牌策画,不只知足了人们对付审美的请求,更要紧的是它进一步进步了商品的品牌价值和市场竞赛力。
在标牌的建造进程中,丝网印版及承印物前处置的工艺技术和印刷要点及丝印油墨的采取对其临盆起到了决议确信性的作用。
一、丝网印刷制板:一、碳素纸晒版法:也是一种最为简陋的手工制版法。
(1)裁感光纸:感光纸是一种混合物较厚地涂上上氧人钡原纸上制成的碳素纸,按图形的大小裁好备用。
(2)敏化:在500毫和20克重铬酸铵配制的溶液中浸泡3-5分钟,掏出碳素纸,把水分流干。
(3)曝光:把碳素纸平贴在清洁的玻璃上,胶膜向上,在上边笼盖阳图聚酯薄膜底版,用晒版机举行曝光,曝光韶华8-12分钟。
(4)显影:曝光后在4050度温水中浸泡数分钟,使胶膜和阳图版与氧化锌原纸自然离开,用温水认真显影至力形文字领会为止。
(5)转贴:把制好的版放在予先绷好丝网的网框下面,在丝网下面笼盖几层报纸,压上玻璃板,以1-2千克/平方厘米的重压,现在胶膜与丝网贴牢,取下重物和报纸,用电炉烘干胶膜,再取下原纸,胶膜图形即转到丝网上。
认真查验图形有无缺点,合格后把图形临近的丝网上涂上一层硝基磁漆包庇,把丝印印版装在印版台,以备印刷。
此种制版法的合用局限与漆膜镌刻法沟通。
二、漆膜镌刻法:是手工制版法的一种,较质朴。
可印制平常不太大雅的单色图案和文字。
(1)喷制刻版漆膜纸:将描图纸用浆糊粘在平整的木版上,用排笔把橡胶水1份(体积比),汽油1份调好,均匀地涂在纸面上,干后喷涂软性清漆3ampmdlung burning seeing thattendingh5次,每次喷涂后,在烘箱顶用40度50度烘干,漆膜厚度喷至56毫米为宜,漆膜应光亮、均匀、无气泡、无污点。
(2)镌刻图形:把漆膜纸贴在图形上,用刻刀、圆规刀、直尺按图形镌刻,悄悄地剔除漆膜。
标识标牌制作工艺流程

标识标牌制作工艺流程
《标识标牌制作工艺流程》
标牌制作是一项具有一定工艺性的工作,其制作工艺流程包括设计、制版、印刷、切割、包装等环节,下面我们就来详细了解一下标识标牌制作的工艺流程。
首先是设计环节,设计师根据客户提供的需求和要求,进行标牌样式的设计。
设计师需要充分考虑标牌的用途、材质、尺寸、颜色等因素,以确保最终的效果能够满足客户的要求。
设计完成后,需要经过客户确认和修改,直至最终确定设计稿。
接下来是制版环节,设计师将设计稿交给制版部门进行制版。
制版是将设计稿按照一定比例制作成印刷所需的模板,要求制版的清晰、准确。
制版完成后,需要进行核对和修正,确保没有错误。
然后是印刷环节,制版完成后,将模板放置在印刷机上进行印刷。
印刷过程中,需要注意颜色的准确度和印刷质量,确保印刷效果符合设计要求。
接着是切割环节,印刷完成后的标牌需要进行切割成所需的尺寸和形状。
切割需要使用切割机等专业设备,以确保切割的精准和美观。
最后是包装环节,切割完成后的标牌需要进行包装,包括包装材料的选择、包装方式的确定等。
包装完成后,标牌制作工艺
流程就算完成了。
通过以上工艺流程的介绍,我们可以看出标牌制作是一个复杂且精细的工艺过程,需要设计师、制版师、印刷工、切割工等多个岗位的合作和配合。
只有每个环节都严谨而精湛,才能制作出高质量的标识标牌。
标识标牌厂主要金属材质标识标牌制作工艺步骤
标识标牌厂主要金属材质标识标牌制作工艺步骤不同材质的标识标牌,制作工艺流程有所不同,同一种材质的标识牌,根据其设计方案,其制作工艺也有所区别。
本文就普通金属材质标识标牌制作工艺流程做简单介绍。
1 备料:按照设计图纸,按需备料。
不做原材料库存,能够有效降低库存成本。
提高标识制作厂家资金使用率。
但是按需下料对小型标识牌制作厂家而言,往往是小批量采购原材料,因此,采购价格会有所上升。
一般标识牌制作厂家,对于标识牌制作主要材料都会做适量库存。
比如常见的不锈钢、镀锌板等板材。
2 下料:也就是按照设计图纸对标准材料进行切割。
简单的金属类标识标牌,一般采用剪板机进行裁切、分割。
折弯则用折弯机进行折弯处理。
多数标识标牌制作厂家的多用分体式剪板折弯机,目前市场也有剪板折弯一体机。
3 焊接:等标识标牌材料下完料后,就要进行焊接装配。
不锈钢等金属材质标识标牌采用氩弧焊焊接。
氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术,由于在高温熔融焊接中不断送上氩气,使焊材不能和空气中的氧气接触,从而防止了焊材的氧化,因此可以焊接不锈钢、铁类五金金属。
部分金属材质标识标牌也可以采用二保焊,二保焊工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接变形小,适应变形范围大,可进行薄板件及中厚板件焊接。
除了焊接,部分金属标识标牌还可以采用机加工成型,机加工成型往往适用于批量生产的标准化标识标牌,效率较高。
在机加工成型中,需要有经验的钳、铣工,有条件的可采用数控钻床。
4 除油、除锈:除油和除锈是标识标牌标识喷漆环节的一个重要步骤。
为了增强不锈钢、镀锌板等金属表面对油漆的结合力,要把板材表面的油污和锈除去。
除锈可以采用手动,也可以采用化学除锈,手动除锈一般封装油污可先用细软锯末揩除。
化学除锈则采用专用化学除锈剂除锈。
标识标牌制作工艺流程

标识标牌制作工艺流程
1.设计准备:
首先,需要理解客户的需求和要求,包括标牌的尺寸、形状、颜色等方面的要求。
然后,根据这些要求进行设计准备,包括标识图案、文字等的设计。
2.材料采购:
接下来,需要选择适合的材料进行采购。
标识标牌常用的材料有金属(如铁、铝、不锈钢)、塑料、亚克力等。
根据客户要求和标识标牌的使用环境选择合适的材料。
3.材料处理:
将采购的材料进行处理,包括切割、折弯、锯割等。
根据标识标牌的尺寸、形状等进行相应的处理,使之符合设计要求。
4.印刷处理:
如果标识标牌上有图案、文字等需要印刷的内容,就需要进行印刷处理。
根据具体需求选择合适的印刷方式,如丝网印刷、数码印刷等。
确保印刷的质量和效果。
5.表面处理:
标识标牌的表面处理主要是为了增加其耐用性和美观度。
可以进行喷塑、电泳、喷漆等处理,根据实际情况选择合适的处理方式。
6.安装固定:
完成标识标牌的加工后,需要进行安装固定。
根据具体情况选择合适的固定方式,如螺丝固定、胶水固定等。
7.检验质量:
完成安装固定后,需要进行质量检验。
检查标识标牌的尺寸、形状、颜色、印刷效果等是否符合要求,确保质量合格。
8.包装运输:
以上就是标识标牌制作的精细工艺流程。
每个环节都需要认真操作和注意细节,以保证标识标牌的质量和效果。
同时,在整个制作过程中,要与客户保持沟通和反馈,及时处理客户的意见和要求,以达到客户的满意度。
常见标识标牌制作工艺流程介绍
常见标识标牌制作工艺流程介绍标识标牌制作://.常见标识标牌制作工艺流程介绍1.机加成型标识标牌采用机加工成型后喷漆, 使其安装尺寸统一规范且可批量生产。
仪器喷漆面板的加工对尺寸要求较严格, 需要有经验的钳、铣工, 有条的可采用数控钻床。
2、除油标识标牌为了使铝板表面对印刷涂料有一定的亲合性, 要把板材表面的油污除去, 一般封装油污可先用细软锯末揩除, 再用有机溶剂去油;机加工中的油污则可用有机溶剂或碱性溶液化学除油。
3、抛光板材表面有划痕, 应先刮抹一层腻子, 使其平滑, 并依客户的要求选择是机械抛光、化学抛光, 还是电化学抛光。
4.喷底漆由于铝合金材料与面漆、印刷油墨的结合性较差, 在铝合金面板喷面漆之前需要喷一层约0.01mm厚的环氧锌黄底漆。
5.喷面漆根据客户的要求, 喷涂相应颜色的氨基漆或丙烯酸色漆。
对浅颜色漆尤其是白色漆, 其干燥温度和干燥时间应严格掌握, 否则白色漆泛黄。
6.丝网印刷印刷标牌面板的总体要求是: 图文位置准确清晰、字线边缘整齐、墨迹牢固。
(1)丝网。
根据字体线条的粗细选择不同目数的丝网。
常用的丝网为250T、300T、350T、420S涤纶丝网。
对于字线径小于1.5mm的应选择大于350目的单丝黄色聚酯丝网。
(2)绷网角度。
绷网角度是22. 5‘时, 可使字线下墨面积大, 字线边缘整齐。
(3)刮板。
刮板应平尖, 肖氏硬度在65‘-70‘, 印刷时保证线接触。
印标牌面板的刮板应专用。
(4)网距。
网版张力大、网距小有利于印清图形, 在丝网张力确定时网距应控制在2—3mm。
(5)印墨。
进口的有日本东洋SS系列、IPI系列、精工系列, 国产的有天津向阳牌2711—4仪表墨、玻璃墨等。
若用天津天女牌8字头亮光胶印墨需在120℃以下烘干。
红色面板漆的烘干要低温且时间短。
7、喷罩光漆要求不高时可用刷子刷涂, 漆料可选用H型水溶性丙烯酸漆或氨基漆。
8、包装标识标牌由于板材较重, 彼此间易磕碰, 可在成品中夹置无图文的旧纸保护其表面。
标识标牌制作工艺流程

标识标牌制作工艺流程1.设计阶段:标识标牌的设计是整个制作过程的起点。
在设计阶段,需要根据客户的要求和需求,了解标识标牌的用途、材料、尺寸、颜色、字体等要求。
设计师根据这些要求进行创意设计,并与客户进行沟通和确认,确定最终的设计方案。
2.材料选择:在选择标识标牌的材料时,需要考虑标牌的使用环境和要求。
常见的标识标牌材料包括金属(如铝、不锈钢)、塑料、亚克力等。
选择适合的材料可以提高标牌的耐用性和美观度。
3.制作前准备:准备工作主要包括对材料的预处理和裁剪。
对于金属材料,需要进行除油、切割和打磨处理。
对于塑料和亚克力材料,需要进行切割和打磨等操作,以保证制作过程中的材料质量。
4.制版:制版是将设计好的标识标牌图案转移到材料上的过程。
制版的方法有很多种,常见的有激光打板、喷绘打板和雕刻打板等。
其中,激光打板是比较常用的方法,可以精确地将图案转移到标牌材料上。
5.印刷工艺:印刷工艺是将标识标牌图案印刷到标牌材料上的过程。
常见的印刷方法有丝网印刷、数码印刷和热转印等。
不同的印刷方法适用于不同的材料和要求,可以选择最合适的印刷方法来实现标识标牌的图案。
6.制作加工:制作加工包括切割、缩边、折弯、冲孔、焊接和打磨等工艺。
这些工艺可以根据标识标牌的设计要求进行相应的加工,以制作出符合要求的标识标牌。
7.表面处理:表面处理是为了保护标识标牌的图案和材料,使其更加耐用和美观。
常见的表面处理方法有喷涂、电镀、阳极氧化和涂层等。
根据材料的特性和要求,选择合适的表面处理方法,可以提高标识标牌的质量和使用寿命。
8.组装和安装:9.检验和质量控制:在整个制作过程中,需要进行检验和质量控制。
检验主要包括对制作过程中的每个环节进行检查,保证每个环节的质量合格。
质量控制主要是对最终产品进行全面检查,确保符合客户的要求和标准。
10.包装和交付:最后,标识标牌制作完成后,需要进行包装和交付。
根据标识标牌的尺寸和要求,进行适当的包装,保证产品在运输过程中不受损坏。