输送带冷粘胶
输送皮带粘接方法
输送皮带粘接方法全文共四篇示例,供读者参考第一篇示例:输送皮带是工业生产中常见的一种输送设备,其使用范围广泛,但皮带在长时间使用过程中由于磨损或其他原因会出现断裂、开裂等现象,这时就需要进行粘接修复。
输送皮带的粘接方法有多种,下面将介绍几种常见的粘接方法及其操作步骤。
一、冷接口粘接冷接口粘接是一种常用的输送皮带修复方法,其步骤如下:1. 准备工作:准备粘接材料,如冷接口胶、辊筒、刮刀等。
2. 切割输送皮带:将输送皮带切割成需要粘接的长度,并确保切口平整。
3. 清洁表面:用刮刀等工具将被粘接的输送皮带表面清洁干净,确保无灰尘、油脂等杂质。
4. 涂胶粘接:将冷接口胶涂抹均匀在被粘接的输送皮带表面上,注意不要涂得过厚或过薄。
5. 接合压实:将被粘接的输送皮带两端对折后,用辊筒或其他工具将其压平并压实,确保粘接牢固。
6. 固化干燥:等待冷接口胶固化干燥,时间根据具体的胶水种类和环境条件而定。
7. 检验质量:粘接完成后,检查粘接处是否平整,是否有脱胶现象,确保质量合格。
5. 加热粘接:将被粘接的输送皮带两端对合后,送入热合机中,根据设备规定的时间和温度进行加热粘接。
6. 冷却固化:待加热粘接完成后,将输送皮带取出并放置冷却,等待热熔胶固化。
以上是关于输送皮带粘接方法的介绍,不同的修复方法适用于不同的情况,选择合适的粘接方法可以确保输送皮带的使用寿命和输送效率。
在进行粘接过程中,需要注意安全防护措施,避免发生意外事故。
希望以上内容能对您有所帮助。
第二篇示例:输送皮带粘接方法是指将输送皮带的两端连接在一起,使其成为一个完整的环形皮带,从而用于输送物料或驱动机械设备的过程。
正确的粘接方法可以保证输送皮带连接牢固,不易脱落,延长使用寿命,提高工作效率。
下面将介绍几种常用的输送皮带粘接方法。
第一种方法是机械连接。
这种连接方法是通过金属夹具或钢钉将输送皮带两端连接在一起。
首先需将输送皮带两端修剪成一致的形状,然后将机械连接部件安装在输送皮带两端上,利用螺钉或压板将皮带夹紧,最后将连接部件焊接或用螺丝紧固。
矿井强力胶带输送机冷粘陶瓷包胶工艺论文
矿井强力胶带输送机冷粘陶瓷包胶工艺的研究摘要:煤矿强力胶带输送机驱动滚筒表面的包胶由于受力大,经常造成包胶受损脱落,不但影响运转,也给维修维护带来了大量的工作。
采用新型的冷粘陶瓷包胶工艺,不但有效地解决了包胶受损、脱落的问题,而且工艺简单,省工省力。
成本低,使用效果好,更重要的是节省了滚筒整体拆卸更换的停产时间,为原煤顺利提升创造了条件。
关键词:输送机冷粘包胶一、前言煤矿强力胶带输送机靠驱动滚筒表面的包胶与强力胶带之间的摩擦力传递动力,滚筒表面的包胶受力大,经常造成包胶受损脱落,影响运转,也给维修维护带来大量的工作量。
强力胶带输送机以往驱动滚筒包胶工艺复杂,方法是将滚筒从输送机上拆卸下来运至井上,然后回厂进行热硫化铸胶或用螺栓将一块面胶固定在滚筒面上。
热硫化铸胶的滚筒使用效果较好,但造价高、周期长,严重影响生产。
且滚筒胶面磨损后现场难以修补;螺栓固定包胶滚筒使用寿命短,胶面磨损后螺栓松动露出会顶坏胶带。
通过现场使用实践证明,无论是铸胶还是螺栓固定包胶,其工艺方法都较复杂,维修时间长,劳动强度大,拆装、运输存在安全隐患,难以满足原煤主运提升的需要。
鉴于以上原因,孙村矿在井下现场对强力胶带输送机的大直径驱动滚筒实施了不拆卸冷粘陶瓷包胶,使用效果良好;目前已成功应用在-1100大倾角强力胶带输送机、1#强力胶带输送机、2#强力胶带输送机三部主运输皮带机上。
二、不拆卸冷粘陶瓷包胶工艺研究冷粘陶瓷包胶工艺是在驱动滚筒的上、下皮带之间露出部分,用常温固化型强力粘合剂将选定的陶瓷胶面料依次粘贴在滚筒面上,增大皮带与滚筒的摩擦力。
这种方法省去了拆卸滚筒和皮带的繁重工作,也适用于滚筒面胶的修补。
1、粘合剂的粘接机理(1)粘合剂为双组份,由胶浆和固化剂组成,两者配比混合使用,混合比例为重量比(wt)=9:1~10:1。
(2)胶浆为溶剂型高分子材料胶粘剂,常温条件下,随着有机溶剂的快速挥发,涂刷在被粘物表面的高分子材料会形成结晶胶膜,从而快速产生粘接力。
输送皮带粘接方法
输送皮带粘接方法
输送皮带粘接方法主要有以下几种:
1、冷硫化粘接:先找到皮带撕裂划伤的破损部位,以破损部位为中心画出标记线。
然后使用大功率低转速角磨机配钨钢打磨碟,对破损部位进行打磨。
接着对打磨后的表面使用工业清洗剂进行清洁处理,并晾干。
然后将冷硫化粘接剂和硬化剂按比例倒入容器中,搅拌均匀。
再将搅拌均匀的混合液涂刷在整个破损表面,并晾至不粘手指背为止。
选用比破损部位宽2~3cm的修补条,将混合液涂刷在修补条的蓝色半硫化层粘接面上,并晾至略有粘手的感觉为止。
最后,粘贴修补条并使用压实滚轮进行压实,再在修补条和皮带连接部位涂刷一遍混合液。
2、机械接驳:相当于输送带自身强度的28%~45%,接头效率低,易损坏,对输送带产品的使用寿命有一定影响。
3、热硫化接驳:是理想的接头方法,既能够保证接头效率高,又具有足够的稳定性,接头的寿命长且容易掌握。
橡胶输送带局部损伤的冷粘修补及质量控制
cm a dadd cs d i c h ̄nts ae, n ef s l s uo rh o og tao pip cs ‘ o pr n i us t e h t i h pr adt aie o tnf e l cnli tnr a r e e s e w h a o e ip h e b li o t cd un i e r o s
现 误动作 。但 选择 该 点 时 , 在输 送 带 有 料 启 动 的过 程中, 由于抛 物线 的形 成需要 几 秒 时间 , 物料会 从 波 通道 中通 过造 成 误 动 作 。针 对 这种 情 况 , 在控 制 可
可行 的冷 粘修 补工 艺 一 。
3 4 2 堵 料检 测基 本要 求 ..
。
R za ot( ru )Lm t o oa o C e i9 W a 9 D qa 9 i oP r G o p i i dC r rt n h e p i h nJn n e in
A b t a t otec n e t n lkn so a g so o vy r Sb l ,ters h fdf rn n igma n r r sr c :T h o v ni a id fd ma e n cn e o ’ et h e u so iee tme dn n esae o s f
港 口装 卸
20 0 8年 第 6期 ( 总第 12期 ) 8
橡 胶 输 送 带 局 部 损 伤 的冷 粘修 补及 质量 控制
日照 港 ( 团 ) 限公 司 陈 静 王德 强 集 有
摘 要 I ^ 针对输送带各种常见的损伤, 对多种修补方式的效果进行对比探讨, 提出了切实可行的冷粘修补工
a d q ai o to sp t owa d n u l y c nr li u r r . t f
输送皮带冷粘工艺完整版
输送皮带冷粘工艺 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】输送皮带冷粘接维修工艺指导书(试行)编号:№:本工艺适用范围:指从事输送皮带维修作业的机电维修人员和辅助人员。
一、输送皮带接头对粘(代替热硫化)的步骤:1、计算待粘皮带的长度(搭接面的长度一般取皮带宽度的(1、0~倍)并裁割好;2、根据皮带的芯层数及将待粘的搭接面等距离地割成阶梯形;3、用角磨机或钢丝刷粗化整个待粘部位的表面呈帆布本色;4、表面无硫化胶残留物时,用1755高效清洗剂清洗待粘表面一至二次;5、用短毛刷按10:1调好的HT800胶涂于待粘部分表面,厚度达1cm左右,要求第一层用力让胶浸渗到帆布层,晾干(或烘干)至不粘手时,涂第二层胶,同样不粘手时涂第三层胶至似粘非粘时,将输送带一次性合拢;6、由中间向两侧将合拢后的输送带充分锤击(用1P的木锤或橡皮锤)均匀;7、用专用的垫板(1200ⅹ200ⅹ30)拼成大于粘接面积,下部垫铸铝板,上部放木块用45kg重压10~20分钟,将皮带压平;8、搭接缝处用刀割(或打磨)成45度斜角,用1755清洗剂清洗后,用HT916修补剂沿割缝抹平。
9、用1~2个碘钨灯烘烤2小时左右即可使用(夏季烘烤时间减半)。
二、原热硫化部位起皮后的处理1、将“起皮”部分撕开,清理积灰并用角磨机将残胶彻底清理干净;2、用1755清洗剂清洗待粘部位1~2遍;3、其它工序按照第一种方案中的5~9步骤处理即可。
三、橡胶层脱落的处理1、用角磨机粗化该部位,四周保持45度的斜角;2、用1755清洗表面1~2遍;3、用HT800按10:1均匀刷涂待修面3次;4、将HT916按照重量3:1均匀涂抹在待修皮带表面抹平,烘干即可运行。
四、皮带开裂的处理1、在裂缝端处用直径3mm左右的钻头打止裂孔。
2、沿裂缝及止裂孔两侧将皮带橡胶层各割20mm左右至露出帆布层,距裂缝10mm处的两侧用直径3mm左右均匀钻孔,间距为10mm;3、用针将尼龙线交叉对称缝补钻孔部位的裂缝;4、按照方案三中1~4的步骤处理即可;5、裂缝反面用1755清洗和将HT916涂在线上,把露线部分掩盖起来,烘干即可运行。
皮带接头的冷粘技术
第 3 卷 O
【 Pat Sd r sA Y m m r A l l e d N u a 4 sl s 1 i D, i s . a a ue A Mut a r e rl e J iy e New r o t l r ] I E C nr l y e Ma nz t ok C n r l [. E E o t S s m o eJ o t gi e
的缺点, 且使用效果好。 下面就谈谈冷粘胶 接法 的操
作过 程.
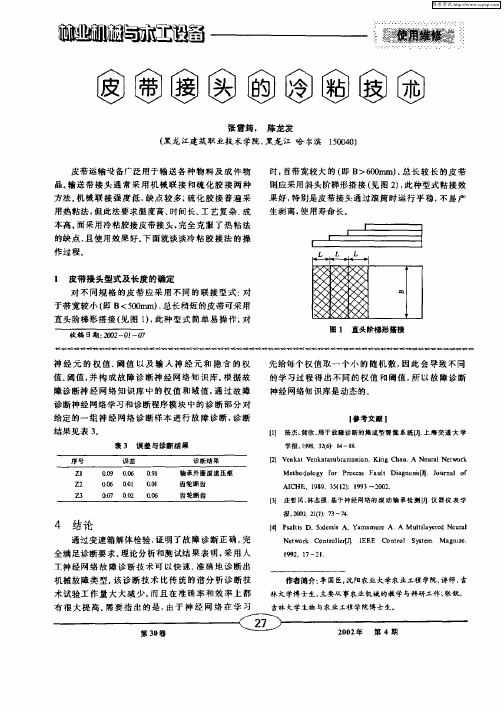
1 皮 带接 头型 式及长 度 的确定 对 不 同 规 格 的皮 带 应采 用 不 同 的 联接 型 式 : 对 于带 宽较小 ( B<50 m) 总长稍短 的皮带 可采用 即 0m 、 直 头阶梯形 搭 接 ( 图 1 , 见 ) 此种 型 式简 单 易操 作 ; 对
拉 开进行 次 台 扰 , 胶 接 质 量要 受 影 响) 然 后 把 = 但 。
牯 接头 放在 平 板 上 , 用术 锤 或橡 胶 锤 从 中 间 夹 板 给 皮 带 接 头 加 压 再 最
( 图 3, 见 ) 以增 强其结 台 力。 为加 速胶 接剂 固化 , 可在 接 头四 周安 一 排红 外 线 灯 泡 加 温 , 保 持 接 头 温度 以 在 3 ±5℃ , 过 4~6 0 :经 h皮带 即可 使用 。
诊 断神经 网络 学 习和诊 断程 序模 块 中 的诊 断部 分 对
先给每 个 权值 取 一 个 小 的 随机 数 , 因此 会 导 致 不 同
的学 习过 程 得 出不 同 的 权 值 和 阈值 , 以故 障 诊 断 所 神经 网络知识 库是 动态 的。
给定 的一 组 神 经 网络 诊 断样 本 进 行 故 障 诊 断 , 断 诊
冷粘法在输送带维修中的应用
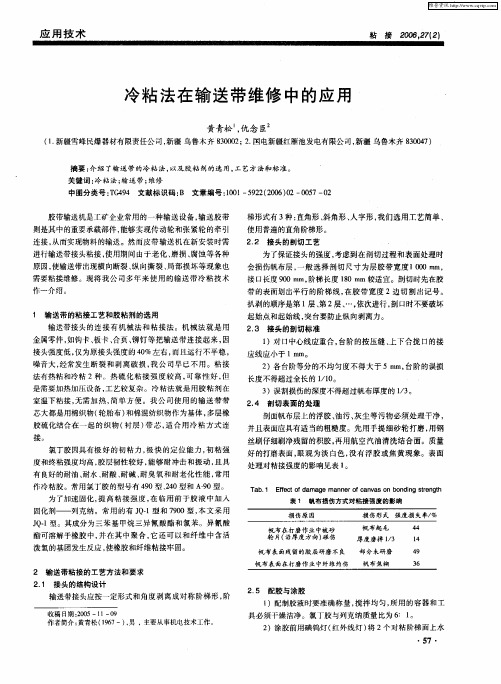
表 1 帆布损伤方式对粘接强度的影 响
损伤原 因 损 伤 形 式 强 度 损 失 率/ %
输送带接头应按一定形式和角度 剥离成对 称阶梯 形 , 阶
收 稿 日期 :0 5—1 0 20 l- 9
2 3 接头 的剖切标准 .
输送带接头的 连接 有机 械法和 粘接 法。机械 法 就是 用
金属零件, 如钩卡、 板卡、 合页、 铆钉等把输送带连接起来, 因
接头强度低 , 仅为原接 头强度 的 4 %左 右, 0 而且运行 不平稳 , 噪音大 , 经常发生断裂 和剥 离破 损 , 我公 司早 已不 用。粘 接 5 ・ 7 Fra bibliotek维普资讯
冷粘法在输送 带维 修中的应 用
Z A JE 0 62 ( H N I 2 0 ,7 2)
分烘 干。将配好 的胶液 均匀 涂于 2个 阶梯 面上 , 涂 四周 , 先
后涂 中间, 一般 涂 2遍 , 1 胶厚 约 O 1m 第 2遍 厚 约 第 遍 . m, O 2— . m, . 03m 总涂胶 量为 O 5—1 2k m~。每遍 均需 自 . . g・
摘要 : 介绍 了输送带的冷粘法 , 以及胶粘 剂的选 用, 工艺方法和标 准。
关键词 : 冷粘法 ; 输送 带; 维修 中图分类号 :G 9 文献标 识码 : 文章 编号 : 0 5 2 (06 0 0 5 0 T4 4 B 1 1— 9 2 20 )2— 0 7— 2 0 胶带输送机是工矿企业常用 的一 种输送设 备 , 送胶带 输
T b 1 E e to a g n e f a v so o d n t n t a . f c f ma e ma n r n a n b n ig sr g h d oc e
输送带修补材料-输送带修补材料说明书

送带接头胶接和带损修补。特别适用上述输送带在高温环境下的使用。
6
输送带修补材料产品介绍
• 3.使用方法:
• (1)接头制作及处理:按大于带宽1/2的尺寸沿带长方向制成阶梯
型搭接面,再将接头表面打毛,并清洗去污、干燥。 • (2)涂胶贴片:在处理好的接头表面上和选定好的硫化胶片表面上 均匀涂刷一层硫化胶浆,待溶剂挥发至胶面基本干燥,再将硫化胶 片贴合在涂有硫化胶浆的接头表面上,然后将接头合拢进行加压、 加热硫化。
7
输送带修补材料产品介绍
• (3)加压:将两块加热板在接头上、下压紧,施加一定的压力。加压时, 注意不得使接头错位,压力应均匀。当加热板加温15~25分钟后,应紧压一 次,以保证接头受足够的压力。400/068/0537 • (4)加温硫化:将压紧的接头逐渐升温至145℃~148℃时保温(硫化)45 分钟。待达到硫化温度和时间后,立即停止加热,让其自然冷却至常温。 • (5)修整:接头恢复常温后,拆除加热板,将溢出残胶和高出带面的橡胶
在硫化部位,能够迅速增强接头部位的粘接力,所生产的面胶耐磨性强、 耐老化、抗撕裂性能好。 采用进口橡胶为原料,运用工艺配方制成,输送 带接头胶片具有耐高温、粘接力强、弹性好、综合性能稳定等特点。
4
输送带修补材料产品介绍
• 产品在硫化之后,能够迅速提升硫化部位的抗拉力,确保硫化
之后,即可开机,大大节省施工周期。 特点:耐磨性能好,
Company name
输送带修补材料
zmxx004
目录