(12)5-1CAM冲切自动排版
施乐1080说明书
CypCut-V6.3.765.4排板教程
CypCut-V6.3.765.4排板教程1、界面正上方从上到下依次是标题栏、菜单栏和工具栏,其中工具栏以非常明显的大图标分组方式排列,大部分常用功能都可以在这里找到。
某单栏包括“文件”菜单和5个工具栏菜单“常用”、“绘图”、“排样”、“数控”和“视图”,选择这5个某单可以切换工具栏的显示。
标题栏左侧有一个称为“快速访问栏”的工具栏,用于快速新建、打开和保存文件,撤销和重做也可以通过这里快速完成。
2、界面左侧是“绘图工具栏”,在后续说明中我们有时直接称为“左侧工具栏”,这里提供了基本的绘图功能,其中前面5个按钮用于切换绘图模式,包括选择、节点编辑、次序编辑、拖动和缩放;下面的其他按钮分别对应相应图形,单击它们就可以在绘图板上插入一个新图形。
3、绘图区右侧是“工艺工具栏”,在后续说明中我们有时直接称为“右侧工具栏”,包括一个“工艺”按钮和17个方块按钮;单击“工艺”按钮将打开“工艺”对话框,可以设置大部分的工艺参数;17个颜色方块按钮,每一个对应一个图层,选中图形时单击它们表示将选中图形移动到指定的图层;没有选中图形时单击它们表示设置下次绘图的默认图层。
其中第一个白色方块表示一个特殊的图层,“背景图层”,该图层上的图形将以白色显示,并且不会被加工。
最后两个图层分别为最先加工及最后加工图层。
4、界面下方包括三个滚动显示的丝带文字窗口。
左边的为“绘图窗口”,所有绘图指令的相关提示或输入信息在这里显示;中间的窗口为“系统窗口”,除绘图之外的其他系统消息将在这里显示,每一条消息都带有时间标记,并根据消息的重要程度以不同颜色显示,包括提示、警告、错误等。
右边的窗口为“报警窗口”,所有的报警信息将在这里以红色背景、白色文字显示。
5、界面最底部是状态栏,根据不同的操作显示不同的提示信息。
状态栏的左侧是已绘制的加工图形的基本信息,状态栏的右侧包括几个常用信息,包括鼠标所在位置、加工状态、激光头所在位置。
后面一个微调距离参数,用于使用方向键快速移动图形,最后显示的是控制卡的型号。
兰特pulsar 冲床使用说明

13
PDF 文件使用 "pdfFactory Pro" 试用版本创建
西班牙.兰特钣金软件
7-4 多刀工具指定到转塔中。
8. 定义材料
14
PDF 文件使用 "pdfFactory Pro" 试用版本创建
西班牙.兰特钣金软件
打开的材料菜单如图所示, 用户可以根据需要自定义或者使用现有的材料, 如使用现有的材 料可直接选定材料后点击中间的箭头到右边既可激活。
2
PDF 文件使用 "pdfFactory Pro" 试用版本创建
西班牙.兰特钣金软件
2.2 自动排版 2.3 自动加工 2.4 生成代码 D- 更改/修改加工 微连接 整理加工 更改步冲路线 用另外冲孔工具来取代 改变机床的起始位置 删除冲压 避免碰撞到成形冲压 1- 部件冲压设定 a- 轮廓性手动的加工 a-1 手动轮廓:选择冲切工具 a-2 现行冲孔工件的自动冲压孔 a-3 自动简单冲压 a-4 自动冲压孔 b- 简单手动冲压 b-1 自由 b-2 长方形于线段 b-3 中心于线段 b-4 于线段结尾 b-5 调整到两个元素 b-6 圆形角落 c- 直线性手动冲压 c-1 起始点和距离 c-2 端部和步数 c-3 两点间距离 d- 环形手动冲压 d-1 中心和角度 d-2 中心和开始点 e- 矩形手动冲压 e-1 角落和数量 e-2 角落和距离 f- 直线步冲手动冲压 f-1 根据外形 f-2 根据 2 个点 f-3 根据开始点、长度和角度 f-4 中心点、半径、开始点和增值角度 f-5 中心点、开始点和增值角度 g- 完全步冲手动冲压 g-1 根据外形 g-2 距行:两点 g-3 矩形:一点、长度、宽度和角度
a.最大圆圈/矩形变化的总结 此系数不允许小冲孔工具来完全冲压大面积区域。 面积/冲孔工具的半径=3.750 那么最大冲孔工具半径将是面积/3.750 如果找不到这些冲孔工具,唯一的办法就是步冲冲压边缘,而不是完全冲压。 b.不能使用步冲的最小宽度 在步冲冲压时,为了预防损坏冲孔工具,设定最小能使用的冲孔工具。特别是厚板时。 c.长方形区域的最大冲压数 在完全冲压时,所能冲压的最大的数量。如果大过此数量,显示所能选择的冲孔工具都 是太小,那么使用步冲来冲压边缘。 d.单次冲压偏差 冲孔工具和冲孔所需要的面积的差别值。 1.2.预先定义的冲孔工具选项
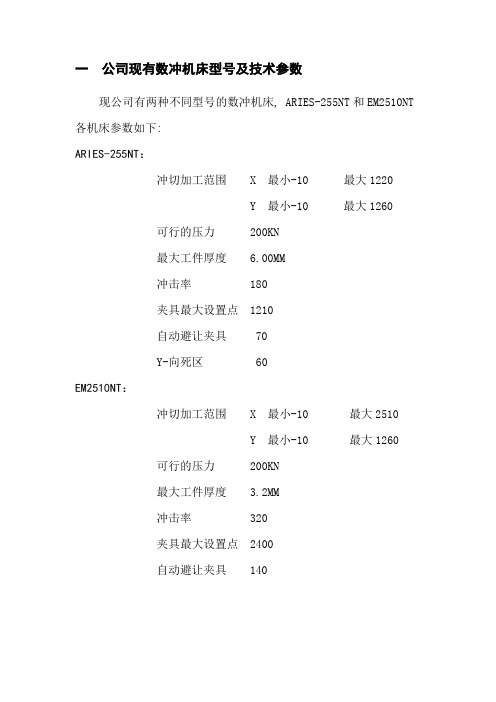
NC数冲编程技术规范
1250*2010
1250*2140
冷板3.0
1250*2140
1240*1930
1250*2535
1500*2100
1250*2096
1250*2060
1250*2220
1000*2500
1250*2220
1240*2096
1375*2100
1500*2110
1250*2100
1250*2096
五 . 数据管理器,数据管理器全面管理着所有从网络中输入的数据(如产品、零件和加工信息),用于生成、更改和删除数据。您可以使用本程序从注册的数据中生成进度表 ,并出版格式,如带有条形码的操作指令手册来减少操作成本。可把图形和NC程序进行分类管理,以不同的格式输入输出。
六 . 参数,用机器管理器,你可登记,修改和查看加工机器的名称和规格。有关加工机器的信息包括机器信息,激光信息,周边设备信息,串联装置信息,振荡器信息和切割条件信息,可设置 AMADA 机床,如:ARIE EM2510NT,ARIE 255NT,ARIE 244,ARIE 245,激光.冲床.折弯机等。
1250*2300
1250*2400
1240*2220
1400*1986
1500*2500
1250*2135
1250*2220
1250*2400
1250*2350
1250*2500
1250*1230
1400*2096
1500*2525
1250*2140
1250*2360
1250*2500
1250*2500
模拟界面
五数据库里查信息调程序
当程序编排好以后,可在数据库中调出该程序并查看相关信息
CAM第1章--CAM技术概述
产 量 动 生 产 线
自 大批量生产 柔性 制造线 柔性制造系统 制造单元 单台数控机床
0 2 4 10 40 100 1000
小 批量生产 量 生 产 批
零件品种数
●(3) 集成自动化阶段---90 年代以后,主要利用计算机集成制造系 统,实现全局优化的集成生产,目标是将不同种类和功能的自动化 孤岛集成起来,实现全局优化,这一时期为集成自动化阶段。
三、机械制造系统自动化的发展
▲1、制造自动化系统的软硬件发展 ★制造自动化系统通常由各种机械设备构成。其中最重要、最基本 的加工设备是各种类型的数控机床。自 1957 年世界上第一台数控 机床诞生以来, 随着微电子技术的迅速发展, 年代中期出现了基 70 于微处理器的计算机数控(Computer Numeric Control——CNC) 机 床 , 并 在 60 年 代 末 期 的 直 接 数 字 控 制 ( Direct Numeric Control——DNC)的基础上,进一步发展成为今天的分布式数字 控制(Distributed Numeric Control——DNC) 。 ★为进一步提高机床的利用率和自动化水平,在 CNC 机床的基础 上,又增加了刀具自动交换装置,形成了各种类型的加工中心,如 主要用于镗、铣切削的卧式和立式加工中心,主要用于车削的车削 加工中心,主要用于冲切加工的冲切加工中心等。在各类加工中心 的基础上,再增加托盘交换装置和输送托盘的物流装置,则成为柔 性制造单元和柔性制造系统。
★制造系统的自动化从生产组织方式上大体上分为刚性自动化、柔 性自动化和集成自动化三个阶段。 ●(1)刚性自动化阶段---70 年代以前, 主要利用机械设备, 实现大批 量生产, 解决代替人的体力劳动的自动化, 目标是提高劳动生产率, 这一时期为刚性自动化。 批量法则:生产的组织形式、加工方法和加工设备、工艺装备 等,均按产品批量的大小来决定它们的先进性和高效率
2024年春江苏开放大学CADCAM软件应用技第一次在线作业答案

2024年春江苏开放大学CADCAM软件应用技第一次在线作业注意:学习平台题目可能是随机,题目顺序与本答案未必一致,同学们在本页按“Ctrl+F”快捷搜索题目中“关键字”就可以快速定位题目,一定注意答案对应的选项,如果答案有疑问或遗漏,请在下载网站联系上传者进行售后。
题型:单选题客观题分值2分难度:中等得分:21在制造领域,1962年,在数控技术的基础上研制成功了世界第一台(),实现了物料搬运的自动化。
A:数控加工中心B:绘图仪C:数控机床D:工业机器人学生答案:D:老师点评:题型:单选题客观题分值2分难度:较难得分:22CAD/CAM生产过程如下:()A:编制工艺规程,进行数控加工B:进行设计校核C:进行工程分析D:提出设计任务E以下都是F自动绘图学生答案:E老师点评:题型:单选题客观题分值2分难度:简单得分:23CAPP向()提供零件加工所需的设备、工装、切削参数、装夹参数以及刀具轨迹文件,同时接受CAM反馈的工艺修改意见。
A:CAD:B:CIMSC:CAED:CAM学生答案:D:老师点评:题型:单选题客观题分值2分难度:简单得分:24计算机辅助工艺过程英文缩写是()。
A:CAEB:CAD:C:CAPPD:CAM学生答案:C:老师点评:题型:单选题客观题分值2分难度:中等得分:2520世纪50年代,美国麻省理工学院首次研制成功了(),通过数控程序对零件进行加工。
A:绘图仪B:数控机床C:打印机D:机床学生答案:B:老师点评:题型:单选题客观题分值2分难度:简单得分:26计算机辅助制造英文缩写是()A:CAMB:CAD:C:CAED:CAPP学生答案:A:老师点评:题型:单选题客观题分值2分难度:简单得分:27计算机辅助工程英文缩写是()。
A:CAD:B:CAPPC:CAMD:CAE学生答案:D:老师点评:题型:单选题客观题分值2分难度:较难得分:28()是借助计算机,把企业中与制造有关的各种技术系统地集成起来,以提高企业适应市场竞争的能力。
011AMADA编程软件AP100-(15)5-4CAM冲切(版面加工)修正

目的:板面加工
教材编号:5‐4.CAM冲切(板面加工)
培训图纸编号:SAMPLE16、SAMPLE17
要点:
●启动板面加工
●加工设置
●读取程序
●配置模式概要
●多数取
●追加呼出
●零件复制
●一组化
●余料切断
●零件编辑
●NC制作条件
●模拟
所谓板面加工,是在一个版面上配置多个零件,制作版面单位的NC程序的功能。
目的是更好地利用材料而进行。
板面加工操作流程大的方面有两种。
1.多个配置展开图数据、总结模具排刀制作NC数据。
2.多个配置NC数据制作完毕。
指令指示步骤(读取程序时)
只限图形:
选择零件时图形数据存在时为有效。
圈住的范围仅为图形。
配置时、忽视邻接的零件双方加工路径。
回转角度:
在零件回转时、输入回转角度。
点击[+][-]只回转输入角
的零件。
零件选择键:
在现在位置解除选择零件的移动、可以选择别的零件形态。
1个槽
余料切割的种类:
用一根直线纵方向切断材料。
用一根直线横方向切断材料。
用两根直线纵横T字形切断材料。
矩形切断材料角落。
切割材料任意处。
删去切割余料的加工路径。
Camio简明操作教程

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2002/5/31
目的:零件加工
教材编号:5-1.CAM冲切(自动排刀)
培训图纸编号:SAMPLE01-2
要点:
z加工概要
z启动零件加工
z打开部品图
z条件设定
z加工设置
z CAM画面概要
z模具设定
z排刀(自动排刀)
z连接
z确认绘图
z改变加工顺序(连续指示)
zNC数据制作
z模拟概要。
可以一览显示转塔
① 外形线加工方法选择
② 缺口排刀条件
③孔排刀条件。
选择「孔」-「异形」=冲切。
異形
=
②非标准缺口排刀条件
V槽加工
R角加工 长圆孔加工 R角孔加工
选择「排刀」-「自动排刀」-「自动排刀」 。
排刀确认对话框。
冲切自动连接
自动连接:
1.
选择「零件编辑」-「连接」-「自动连接」。
2. 选择「微连接[4处]」。
连接量[0.1㎜]
选择「桥连接[OFF]」点击[制作]。
3. 连接确认后点击[关闭]。
※连续冲切长度未满模具长度的1.5倍时,有时会不能进行自动连接。
①(微连接)制作个数
不制作微连接时设置为[OFF]、制作时选择[4]或者[8]。
②(微连接)连接量
设定微连接量。
■未満1.5倍时不制作加工路径
制作连接与加工长度未满工具长度1.5倍时,不制作微连接把检测框打开。
③(桥连接)一端单个:
连续冲裁的两端必须是单个,在此制作微连接时选择[ON]。
(桥连接)间隔:
不制作桥连接时选择「无」、制作时选择下一个该选择什么。
・个数:对于一个外形连续冲裁的排刀,用「连接个数」自动制作设定桥连接个数。
・间隔:对于一个连续冲裁工件,用「微连接间隔」自动制作设定的间隔来进行微连接。
(桥连接)连接量:
设定桥连接量。
(桥连接)连接个数:
只限于用「间隔」指定「个数」时、指定制作几个桥连接。
(桥连接)连接间隔:
只限于用「间隔」指定「间隔」时、指定每隔几mm设定桥连接。
系统条件
选择「确认/修改」-「确认绘图」。
把圆模加工顺序改变为①→⑤。
根据需要进行「改。
保存条件:
展开图 NC数据
选择「显示」-「重画」进行NC数据模拟。
重复冲裁检测:
1.选择「确认」-「重复冲裁」-「材料尺寸范围」。
显示2次冲裁对话框。
2.如果确认完毕点击[关闭]。
错误表:
1.选择「确认」-「错误表」。
显示有「错误表」对话框。
确认是否有错误。
2.确认错误详情时输入[错误编号]点击[详细一览]。
3.确认结束后点击[关闭]。
模拟的结束:
1.选择「文件」-「应用结束」。
CAD/CAM重新处理:
显示AP100主菜单。
1.点击AP100主菜单「新建」。
2.显示新建确认对话框点击[OK]。