AP1000设备国产化
2012年前AP1000国产化主要成果解析

AP1000型核电机组国产化进展大事记简介西屋公司在已开发的非能动先进压水堆AP600的基础上开发了AP1000。
根据美国核管理委员会(United States Nuclear Regulatory Commission,NRC)官方网站信息,2002年3月28日,西屋公司向核管会提交了了AP1000的最终设计批准以及标准设计认证的申请。
2004年9月13日获得了NRC授予的最终设计批准(Final Design Approval)。
核管会于2005年12月14日投票通过了AP1000标准核电站的最终设计认证条例(Final design certification rule),并于2006年1月23日获得签署。
直至2010年12月1日,西屋向NRC提交了AP1000设计控制文案(Design control document)的第18次修改。
根据《科学美国人》(Scientific American)的报道,核管会估计会在2011年9月会完成对AP1000的整体设计认证。
按照西屋公司的预期,2016年美国会开始建造AP1000型核电站,这将会是美国自上世纪70年代以来首次恢复核电站的建设。
美国西屋电气公司在中国核电招标中成功竞标,将向中国进行技术转让,建设4台核电机组。
西屋公司总裁兼首席执行官史睿智先生接受新华社记者采访时表示,西屋的AP1000核电技术是目前唯一一项通过美国核管理委员会最终设计批准的“第三代+”核电技术,“这是目前全球核电市场中最安全、最先进的商业核电技术”。
西屋预计,中国的4台核电机组将于2013年建成发电。
(来自:百度百科)大事记1.2011年5月17日下午,江苏上上电缆集团供货的AP1000壳外低压电力电缆和控制电缆于5月8日顺利通过国家核安全局样件鉴定后,在国家电线电缆质量检测中心开始进行鉴定试验。
这标志着从2010年11月收标开始,历时半年多的壳外低压电力电缆和控制电缆的采购工作取得了突破性的进展。
AP1000主要核岛设备国产化

( 国机 械 工 业 联 合 会 , 京 10 2 ) 中 北 08 5
摘 要 : 要 介 绍 了 A 10 简 P 00主 要 设 备 的特 点 及 其 制 造 难 度 、 术 引 进 和 国产 化 情 况 。阐 述 了 我 国 通 过 前 技
两 个 电站 的 建 设 , 引进 技 术 并 进 行 国 产化 的攻 关 , 机 组 中不 断 提 升 国 产 化 的 比 率 , 4套 到第 5套 机组 基 本 实 现
关 键 的制 造难 点 :
( ) P 00的主泵 是屏蔽 泵 , 以避免 泄漏 , 1 A 10 可 具有很 大 的优 点 和 吸 引力 , 与 以往 的轴 封 式 主 但
代 的大锻件 , 它必 须满 足 6 0年寿 命 的要求 。这 里
包 括反 应堆 压力容 器 的一体化 顶盖 、 法兰 接管段 、 蒸 发器 下封 头 以及 蒸 发 器 的管 板 等 。其 中 , 反应 堆 压力容 器 的一体 化上封 头与 一体化 下法 兰接管
tc n lg ie sn e h o o y lc n i g
A 10 P0 0是 美 国西 屋公 司 第 3代 核 反 应 堆 的
型号 , 该反 应堆 是一 种压水 堆 , 是我 国 引进 反应 堆
( )主管道 是锻件 , 是 以往 的铸 件 , 中 的 2 不 其
主要接 管 和弯 头 与 管子 合 成单 件 产 品 , 在我 国 这
S N C ag i X i —i U hn— , U La y j n ( hn ah e nut s c tn e i 08 5 C i ) C i M c i r I s A s ii ,B in 10 2 , h a a ny d r y o ao jg n
张颖一——AP1000关键设备大型铸锻件国产化的难点及国内外能力简述

AP1000关键设备大型铸锻件国产化的难点及国内外能力简述张颖一林贤君郭娟彦苏州热工研究院有限公司,江苏省苏州市西环路1788号摘要:大型铸锻件的制造能力在某种程度上代表着一个国家制造业的水平,实现大型铸锻件的国产化也是AP1000国产化进程中至关重要的部分。
本文列述了AP1000关键设备所使用的大型铸锻件所用的材料,分析了AP1000技术改进所带来的铸锻件制造上的难点。
文章了列述了国内外主要的大型铸锻件生产企业的产能状况,并提出了提高国内企业的锻造水平可以采取的参考措施。
关键词:AP1000;大型铸锻件1 引言核电站建设所需的大型铸锻件是制约我国核电设备国产化发展的重要环节,也是当前国际市场的紧俏物资。
由于AP1000的设计理念是尽量减少焊缝,减少役前和在役检查的工作量。
这种设计的优点是减少焊缝、提高了安全性、降低了在役检查成本、缩短了在役检查时间,但同时也大大增加了锻造的难度和锻件的制造工期。
与以往的核电设备大型锻件相比,AP1000核岛部分锻件技术要求更高、规格更大、形状更复杂,并且许多锻件都需要整体锻造,难度很大。
这些大型锻件过去基本上是从国外进口,近几年来,在国家发改委和科技部的大力支持下,一重、二重、上重等有关企业在此方面均投入巨资对工厂的厂房、设备进行建设和更新改造,同时开展了各项科研攻关项目,己经取得了较好的成果。
2 AP1000核岛关键设备大型铸锻件的技术特点AP1000核电站中锻造难度较大的大型锻件主要包括:反应堆压力容器壳体锻件、底封头、一体化顶盖、蒸汽发生器管板、水室封头、堆内构件不锈钢锻件、主回路管道不锈钢锻件以及主泵泵壳铸件等。
上述锻件所用的材料及重量如表1所示(1)。
表1 AP1000大型锻件所用材料及尺寸压水堆核电厂大型锻件用钢的要求是具备良好的纯净度、致密度、成分和性能均匀性,在中高温度下具有优良的力学性能(强度、塑性、冲击韧性、断裂韧性等)、冶金质量及良好的耐蚀性、焊接性、热稳定性、加工性能等。
AP1000国产化控制棒驱动线落棒试验取得成功

(上接 第 32页)
3 结 语
对该 电厂 3号机 组锅炉 制粉 系统进 行调整 工况 的试 验 ,通 过调整 以及结 合现 场 的测 试结 果 ,获 得较 理想 的制 粉 系统 经 济 运行 方 式 ,进 一步 掌 握 了 超超 临界 机组锅 炉 的运行 特 性 ,提 高 锅 炉运 行 的 安全 及 经济 性 ,为 机组 日常运 行操作 和调 整 ,提 供 了科 学 的 依据 。
燃 煤 电厂在 粉煤 灰 的输送 或 类 似 工况 中 ,选 用
EM].长沙 :国防科 陶瓷 球 阀 ;在 粉煤 灰 排 放 调 节系 统
◆ lIIl◆ IIl4-…I◆III◆ …I◆ ll Il◆ …I◆IIIl◆ 1IIl◆ III◆ lII◆IIII◆ 川I◆ …◆ llII◆ …I◆ ll Ill◆ IIl◆ lII◆ III◆ …I◆ ● III◆ …l◆ IIl◆ …◆ II J◆ … I◆ l{I◆ …l◆ III◆ III◆lI◆ … ◆ …I◆ …◆ II1◆ }II◆I{I◆ II◆ I◆川 :◆ … ◆ …◆ … ◆
渣 泵送 到脱 水仓进 行滤 水 ,脱 水后 的灰渣 ,利用 自重 物尽其用 ,达到安全高效的目的。
经 调节 阀 门进行排 放 。 由于渣 粒 比干灰 的颗粒 大 的
多 ,渣 的水力 输送 和脱 水 渣 的 调 节排 放 时建 议 使 用 参考文献 :
气 动 闸阀 即可 。
5 结 语
[1]杨源泉.阀门设计手册[M].北京 :机械 工业 出版社 ,l992. E23王训钜.阀门使用维修手册[M].北京 :中国石化 出版社 .1999. [3]张 长瑞 ,郝 元凯.陶 瓷基 复合 材料 一原理 、工 艺、性 能 和设 计
AP1000

安注接管。(M310没有安注接管)
下封头结构与法兰连成一体(M310是螺栓连接),下封
头无贯穿孔。(M310下封头有50个贯穿管)
顶盖上有69个控制棒驱动机构贯穿件,42个堆芯仪表贯穿
件。顶盖贯穿件失效风险增加。(M310压力容器顶盖上
相应的贯穿件分别为61个和4个)。
顶盖设有应急放气系统。(M310没有)
两级汽水分离器,其中第一级汽水分离器中装有泥渣收集 装置。(M310也有两级汽水分离器,但没有泥渣收集装 置。)
2021年4月2日6时45分
哈尔滨工程大学
Harbin Engineering University
A B
INSPECTIO检N 查口 PORT
管板 TUBE SHEET
一回路水入口 INLET NOZZLE
核动力仿真研究中心 Nuclear Power Simulation Research Center
1000MW参考电站
安全阀 (个)
2844
泵 (个)
280
安全级管道 (m)
33528
电缆 (mil. m)
2.77
抗震厂房容积(m3)
359773
AP1000 1400 184 5791 0.366 158640
哈尔滨工程大学
Harbin Engineering University
核动力仿真研究中心 Nuclear Power Simulation Research Center
3、与EPR的比较
EPR:采用更多的冗于系统 EPR:增加对严重事故的防范措施@ EPR:增大单堆、单机容量,达到1750MWe EPR :采用成熟的技术多,技术跨度不大,技术风险小。
我国第三代核电技术一览

我国第三代核电技术一览我国的核电技术路线是在上世纪80年代确定走引进、消化、研发、创新的道路的。
经过20余年的努力,通过对引进的二代法国压水堆技术的消化吸收,取得了巨大的技术进步,实现了60万千瓦压水堆机组设计国产化,基本掌握了百万千瓦压水堆核电厂的设计能力。
目前我国有五种第三代核电技术拟投入应用,他们分别是 AP1000、华龙一号、CAP1400、法国核电技术(EPR)以及俄罗斯核电技术(VVER)。
北极星电力网小编整理五种核电技术及特点供核电业界人士参考。
1、AP1000AP1000是美国西屋公司研发的一种先进的“非能动型压水堆核电技术”。
西屋公司在已开发的非能动先进压水堆AP600的基础上开发了AP1000。
该技术在理论上被称为国际上最先进的核电技术之一,由国家核电技术公司负责消化和吸收,且多次被核电决策层确认为日后中国主流的核电技术路线。
国家核电技术公司的AP1000和中广核集团与中核集团共推的华龙一号被默认为中国核电发展的两项主要推广技术,两者一主一辅,AP1000技术主要满足国内市场建设和需求,华龙一号则代表中国核电出口国外。
作为国内首个采用AP1000技术的依托项目三门核电一号机组原计划于2013年底并网发电,但由于负责AP1000主泵制造的美国EMD公司多次运抵中国的设备都不合格,致使三门一号核电机组如今已经延期2年。
目前,除在建的两个项目(三门、海阳)外,三门二期、海阳二期、广东陆丰、辽宁徐大堡、以及湖南桃花江等内陆核电项目均拟选用AP1000技术。
AP1000技术主要目标工程包括:海阳核电厂1-2号机组、三门核电厂1-2号机组、红沿河核电厂二期项目5-6号机组、三门核电厂二期项目、海阳核电厂二期项目、徐大堡核电厂一期项目以及陆丰核电厂一期项目等。
其中海阳核电厂1-2号机组和三门核电厂1-2号机组为正在建设的核电项目,其余五个为有望核准的核电项目。
【三门核电站】浙江三门核电站是我国首个采用三代核电技术的核电项目。
ap1000 1
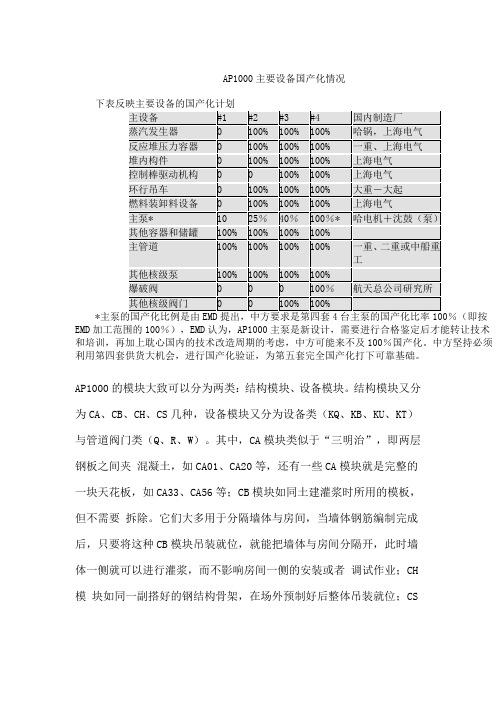
AP1000主要设备国产化情况*%(即按EMD加工范围的100%),EMD认为,AP1000主泵是新设计,需要进行合格鉴定后才能转让技术和培训,再加上耽心国内的技术改造周期的考虑,中方可能来不及100%国产化。
中方坚持必须利用第四套供货大机会,进行国产化验证,为第五套完全国产化打下可靠基础。
AP1000的模块大致可以分为两类:结构模块、设备模块。
结构模块又分为CA、CB、CH、CS几种,设备模块又分为设备类(KQ、KB、KU、KT)与管道阀门类(Q、R、W)。
其中,CA模块类似于“三明治”,即两层钢板之间夹混凝土,如CA01、CA20等,还有一些CA模块就是完整的一块天花板,如CA33、CA56等;CB模块如同土建灌浆时所用的模板,但不需要拆除。
它们大多用于分隔墙体与房间,当墙体钢筋编制完成后,只要将这种CB模块吊装就位,就能把墙体与房间分隔开,此时墙体一侧就可以进行灌浆,而不影响房间一侧的安装或者调试作业;CH模块如同一副搭好的钢结构骨架,在场外预制好后整体吊装就位;CS模块是公用模块,如楼梯等。
而KQ等设备模块则是根据所在区域的不同来区分的。
2009年6月25日上午,三门核电有限公司在工程现场举办了大吊车授牌及启用仪式。
国家工程机械质量监督检验中心现场颁发了大吊车型式试验合格证,浙江省特种设备检验研究院颁发了大吊车安全检验合格证,三门核电有限公司总经理顾军宣布大吊车启用。
国家工程机械质量监督检验中心、浙江省特种设备检验研究院、三门县质量技术监督局、国核工程公司、中国核工业中原建设公司、Lampson公司的领导和员工代表出席了启用仪式。
三门核电有限公司副总经理王秀启主持仪式。
AP1000核电站建造采用模块化及开顶平行施工法,大型模块和设备较多,1号和2号机组仅核岛部分超过100吨的设备或模块就有50件左右,超过500 吨的有18件左右,需要使用大型吊车吊装就位。
LTL—2600B型大吊车是目前世界上起重能力最大的履带式起重机,在100米的起吊半径可以起吊665.2吨的重物。
AP1000主要设备的制造技术

AP1000主要设备的制造技术AP1000是2回路的百万千瓦级压水堆。
它采用了非能动安全系统,在减少发电站设备、安全、可靠性和减少投资成本等方面做出了突出了改进。
AP1000堆型的关键技术概念在于系统简化,从而使AP1000机组的建设周期缩短、造价降低,运行和维护简便。
斗山重工目前正在参与AP1000的设计,并将利用自己的制造经验和先进的技术,为中国的AP1000项目提供主要设备,如压力容器、蒸发器和一体化顶盖组件。
Manufacturing Technologies for AP1000 main componentsTae-Woo kimAbstract: The AP1000 is a two-loop 1000 MW pressurized water reactor (PWR). It uses passive safety systems to provide significant and measurable improvements in plant simplification, safety, reliability, investment costs. Simplicity is a key technical concept in the AP1000. It makes the AP1000 easier and less expensive to build, operate, and maintain.Currently, Doosan is participating in the design of AP1000 and will provide main components, such as reactor vessel (RV), steam generator (SG) and integrated head package (IHP) in AP1000 China projects with many manufacturing experiences and high quality technology.I 压力容器、蒸发器和一体化顶盖组件的技术特征1.1 压力容器表 1.1 压力容器的技术数据压力容器与西屋公司标准3回路核电站的压力容器相同,只是接管部分进行了调整以适应2回路的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下文转载地址:/bbs/showthread.php?t=143393&U=amethystAP1000核电设备及其国产化目前,AP1000核电设备进入国产化建设关键时期。
对AP1000核电设备及其国产化情况的了解有助于AP1000国产化进程的推进。
近日,我司对相关情况进行汇总,撰写了《AP1000核电设备及其国产化》一文,文章将分别从AP1000反应堆压力容器、蒸汽发生器等方面,对AP1000核电设备结构及其国产化情况进行介绍,供参考。
AP1000是美国西屋公司开发的一种双环路和百万千瓦级的先进压水堆核电机组,其反应堆一回路由1台反应堆压力容器、1台稳压器、2台大容量的蒸汽发生器、4台屏蔽式主泵、4条冷段和2条热段管道组成。
由于主泵入口直接和蒸汽发生器下封头焊接在一起,取消了第二代反应堆中蒸汽发生器与主泵入口之间的U型连接管道;同时,通过对主管道简化设计,减少了焊缝和支撑。
AP1000堆芯设计类似于西屋设计的M314堆型,其主回路设计类似于美国燃烧工程公司(CE)设计的System 80,蒸汽发生器采用Delta125,主泵采用大型屏蔽泵,专设安全设施采用了非能动技术。
AP1000是在AP600的基础上适当改进的结果,机组采用单堆布置方式,为了达到更高的电站功率,一方面加大了核蒸汽供应系统主要部件的尺寸,包括增加反应堆压力容器的高度、堆芯长度,另一方面增大蒸汽发生器、稳压器、汽轮机的尺寸和容量以及燃料组件的数目。
为了实现非能动安全系统设计,采用了带变频器的大型屏蔽泵。
近年来,国家、地方政府和企业还投入大量资金,打造核电设备研发和制造基地。
现已形成了哈尔滨电站设备集团(简称哈电)、东方电气集团(简称东电)和上海电气集团(简称上电)三大核电设备制造基地,以中国第一重型机械集团(简称一重)、中国第二重型机械制造集团(简称二重)和上海电气重型机械集团(简称上重)为重点的大型铸锻件和反应堆压力容器制造基地,以沈阳鼓风机集团(简称沈鼓)、中核苏阀科技实业股份有限公司(简称中核苏阀)和大连大高阀门有限公司(简称大连大高阀门)等一批国家级骨干企业的核级泵阀制造基地,此外,还有一批专业生产厂家具备了堆内构件、控制棒驱动机构、环吊、主管道及配套设备的批量生产条件。
在此基础上,依托新组建的国家核电技术公司,我国推动了三代核电技术装备引进和自主化工作。
三门和海阳作为世界上首次投入商业运行的AP1000核电项目,其自主化任务也基本得到落实。
本文将对AP1000主要设备及其国产化情况进行说明。
一、反应堆压力容器1.结构AP1000反应堆压力容器是一个由壳体、过渡环、半球形底封头及可拆卸带法兰上封头构成的圆柱形结构。
壳体包括两部分:上壳体(接管段)和下壳体(活性段),见图1。
下壳体和底封头之间用一个过渡环连接。
上壳体、下壳体、过渡段和半球形底封头由低合金钢制造,内部堆焊奥氏体不锈钢,每个部件之间采用焊接连接。
封头由顶盖和法兰制成。
上封头为控制棒驱动机构、堆内测量提供了安装孔和支撑,为RPV放气管和一体化堆顶提供了支撑。
压力容器在堆芯顶部以下的位置没有贯穿孔,排除了压力容器泄漏导致失水事故的可能。
图1 AP1000反应堆压力容器AP1000压力容器是在原有成熟机组基础上进行设计,与传统二代及二代改进型压水堆核电站设备总体上类似。
AP1000压力容器高约12200mm,堆芯区内径4040mm,总重为42 5.3t,由SA-508-3锻件和低合金钢板制造。
2.国产化情况AP1000反应堆压力容器所需的大型铸锻件必须满足60年寿命的要求,目前,国内反应堆压力容器制造厂家主要有一重和二重,它们是我国第三代核电技术自主化项目重要的配套供应商。
一重已研制成功“二代加”核岛主设备全部锻件,并实现批量生产,现已实现AP1000核岛反应堆压力容器锻件的完全国产化,部分锻件制造达到世界领先水平。
2010年5月,由一重承制的中国首台国产化AP1000反应堆压力容器——三门核电2号机组压力容器在一重大连核电石化事业部开工制造。
这也是中国制造企业首次尝试制造成套的第三代核反应堆压力容器,对于AP 1000第三代核电技术完全国产化意义重大。
表1 三门和海阳压力容器供货范围二、蒸汽发生器1.结构蒸汽发生器是核电站一、二回路的枢纽,它的主要作用是将一回路冷却剂中的热量传递给二回路水,使之产生蒸汽来驱动汽轮发电机组发电。
由于一回路冷却剂流经堆芯带有放射性,因此,蒸汽发生器也是一回路压力边界的一部分,用于防止放射性物质外泄。
在正常运行时,二回路不受一回路放射性冷却剂的污染,是不带放射性的。
AP1000机组采用2台Delta125型直立式U形管蒸发器。
该设计以标准的西屋F堆型技术为基础,每套机组热功率达到1707.5MW。
Delta125型蒸汽发生器的传热管采用耐腐蚀的lnconel-690合金材料,采用不锈钢梅花孔传热管支撑板,带有过滤、除气和防水锤外的给水分配系统,以及纯度最低为99.75%的汽水分离器。
这些措施使该设计可以满足AP1000长期可靠使用的性能要求。
每台蒸汽发生器下封头悬吊2台主泵,主泵入口管和蒸汽发生器的下封头上的出口管通过焊接连接在一起,见图2。
蒸汽发生器总高度22454mm,上壳体内径533 4mm,下壳体内径4191mm,管板厚度787mm,重量约600t。
2.国产化情况目前,国内蒸汽发生器锻件生产厂家主要有一重、二重和上重,设备生产厂家主要有上电、哈电重装和东电。
AP1000蒸汽发生器核心部件U型管由上海宝山钢铁股份有限公司与江苏银环精密钢管股份有限公司合资组建的宝银特种钢管有限公司生产。
2010年1月,中国国内首个核电蒸汽发生器用U型管项目在江苏宜兴经济开发区正式投产,但还不能满足国内对U形管的需求,目前主要是从法国Valinox、日本住友和瑞典Sandvik进口。
AP1000蒸汽发生器又一核心部件管板是超大特厚饼形件,探伤要求严,锻造难度相当大。
2009年12月,一重承制的三门核电2号机组蒸汽发生器管板锻件机械性能试验合格;2010年4月,二重成功锻制出2支AP1000核电管板。
下图表为三门和海阳核电站蒸汽发生器锻件供货范围。
三、反应堆冷却剂循环泵1.结构反应堆冷却剂循环泵(简称核主泵)是核电站重要设备,被喻为反应堆冷却系统的心脏。
从反应堆压力容器出口的高温高压水,把热量在蒸汽发生器内通过热交换传给二回路的水和蒸汽,经过核主泵再打进压力容器,周而复始。
这个高压回路被称作核电站一回路,也叫主回路。
在核岛一回路系统中,核主泵是唯一的旋转设备。
每条环路有一台核主泵,用于驱动冷却剂在反应堆冷却剂系统内循环流动,连续不断地把堆芯中产生的热量传递给蒸汽发生器二回路。
反应堆冷却剂循环过程是在封闭的回路中进行的。
核主泵由电动机驱动,为了防止已经切断电源的泵倒转,每台电机内设有防逆转装置。
核主泵的可靠性直接影响到核反应堆的安全运行。
按美国机械工程学会(简称ASME)的安全等级分类标准,核主泵属于核安全I级,质保Ql级,抗震I类。
AP1000核主泵是主回路中唯一能动部件,为屏蔽电机泵,由美国电气机械公司(简称美国EMD)提供。
该泵由水力部件和电机部件两部分组成。
水力部件主要是由泵壳、叶轮和导叶等零部件组成的混流式泵,泵和电机之间由热屏隔离堆芯冷却剂的高温,见图3。
电机是一种专门设计的单绕组、四极、三相、屏蔽套式感应电机,采用60Hz电源,由变频器启动和运行;电机主要部件包括:水润滑轴承、屏蔽套、飞轮、定子绕组及冷却装置。
与以往采用的轴封式主泵不同,在它的轴上带有一个转动惯量很大的飞轮。
屏蔽泵电机壳体及用镍基合金材料屏蔽的转子和定子均是一回路介质的压力边界。
为避免一回路带有放射性水的外泄,对零部件的加工焊接和装配以及石墨润滑轴承、陶瓷密封端子要求极高,而且必须在1:1的试验回路上进行试验,在各种性能都能满足AP1000核电站要求后,才能正式投入产品的生产。
AP1000核主泵设计压力17.1MPa,设计温度343℃,总高6.69m,总质量83.68t,泵设计流量17886m3/h,压头111.3m,转速1800r/min。
2.国产化情况AP1000的核主泵是屏蔽泵,是美国EMD独自开发用于AP1000的主泵。
与以往的轴封式主泵相比,其加工精度高、配件均是非商品级的,国产化难度较大。
由于AP1000核主泵还没有原型,国内厂家更是缺乏相关技术和制造经验,需要等美国EMD完成制造并经鉴定合格后才能转让技术和培训,国内制造厂家尚需要进行相应的技术改造,国内主泵技术受让单位为沈鼓与哈电,国产化目标为在第四台核电机组上至少有2台国产屏蔽泵参与机组运行。
2008年3月,沈鼓、哈电分别与美国EMD签订了2台国产核主泵分包制造合同,这是A P1000屏蔽主泵逐步实现国产化的重要里程碑,标志着AP1000屏蔽主泵国产化已进入了实施阶段。
2008年,沈鼓、哈电最终通过了ASME授权检验机构进行的ASME N及NPT认证。
哈电、沈鼓在美国EMD的指导下,已开始部分设备的采购,并确保所采购的“缺口”设备在性能上满足AP1000核主泵生产的要求。
目前,哈电AP1000核主泵电机制造厂房已基本建成,沈鼓的核主泵厂房也已进行施工,计划2011年1月投入使用。
2010年6月,一重与沈鼓等单位已经开始了AP1000主泵泵壳合作研制相关工作。
四、主管道1.结构核电站主管道是连接反应堆压力容器和蒸汽发生器的大厚壁承压管道,是核蒸汽供应系统输出堆芯热能的“大动脉”,是压水堆核电站的核一级关键部件。
AP1000主管道不同于第二代核电站采用的铸造不锈钢管,采用的是整体锻造、加工、弯管的不锈钢管道,这要求有更多的不锈钢水,其冶炼、浇铸、铸造、热处理、深孔加工和弯管等工艺都有较大难度。
2.国产化情况AP1000主管道是中国AP1000自主化依托项目中唯一没有引进国外技术的核岛关键设备。
目前,AP1000主管道研制厂家主要有渤海船舶重工有限责任公司(以下简称渤船重工)、一重、二重、上重和吉林中意核管道制造有限公司(以下简称吉林中意),自主化取得较大进展,钢锭化学成份完全满足西屋公司的技术要求。
通过主管道科研攻关,国内大型超纯净奥氏体不锈钢电渣锭技术已达到国际领先水平(国内2007年以前的电渣锭技术最大为45吨水平,现在可以达到150吨水平);AP1000主管道冷弯管核心技术取得突破,目前已达到国际同步水平;超低碳纯净不锈钢基础性理论研究和认识已接近世界同步水平。
渤船重工、二重、上重研制的全尺寸主管道模拟件已成功;吉林中意完成了主管道模拟件弯制。
目前,国家核电技术公司与二重、渤船重工、吉林中意分别签定了三门1#、海阳1#、三门2#、海阳2#和一套备用主管道采购合同。