日本汽车模具咬花纹路与深度.脱模角的关系
咬花知识整理_Bonnie_2015.11.3

蚀纹制作过程
A. 关于 EDM 电子放电加工
EDM Scale--电火花加工(即使是少量的)会阻挠我们用于蚀纹工序中使用的腐蚀液。如果 EDM Scale 出现
影响模具光泽度的因素: 1. 模具材质 2. 模具硬度 3. 砂粒选择 4. 抛光 5. 蚀刻面 6. 烧焊区域 7. 砂孔 8. 火花 9. 材质线 10. 经过热处理或者氮化的模具
虽然只有很少的部分影响光泽度的因素在我们的控制范围内,我们需要得到您对光泽度要求的详尽的信息;OEM 通常限定一个光泽值(采用 60°光度计)如果我们知道模具的注塑成型的塑胶型号,我们通常能够调整模具表面值以 达到产品的光泽度要求。 注塑后,如果您发现光泽度未达到要求,首先可以通过调节注塑参数来改善的,其次可以通过蚀纹改善。
C. 表面精度要求 某些表纹可遮掩成成型件:表面刮痕,丝痕,流纹等。但很多幼纹如:MT 11000, MT 11010, MT 1055-2 等都
很精细,纹形较浅,不能掩盖上述成型件上的缺陷。 纹精度通常要求不低于 340 糙面精度。此精度适合大部分深度纹或更深的纹样要求。 如果是幼纹,如以上所述或类似的深度或更浅纹,我们建议模具表面精度应达到 400 砂纸或 SPI B2。尽管 240 糙
当您准备选择纹理时,可从以下几个方面考虑: 1.采用该纹理的产品的类别; 2.产品外观的整体风格; 3.产品的材质; 4.纹理的手感; 5.抗磨损性; 6.光泽度; 7.深度; 8.时尚性; 9.经济效应.
蚀纹前准备
模具的蚀纹技术涉及很多方面,其中在蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视一套模具在蚀纹前所 需的每一点细节。 模具蚀纹前的知识 A、脱模角度要求(500mm 高度以下),每 13micron 至少需要 1 度(特别的纹理除外) B、抛光要求 5microns 左右的要求用 1200 以上砂纸 10microns 左右的用 1000 砂纸
蚀纹面问题分析与探讨
蚀纹面问题分析和探讨一,蚀纹面简介二,蚀纹面优点——结合线,轻度缩水,发白及轻度气痕。
三,蚀纹面缺陷---拉伤,模印(包括顶针-入子印,应力痕),油光,蚀纹粗细及明暗不一致。
四,蚀纹面其他作用---后模蚀纹,顶针蚀纹,照相腐蚀等。
注:总感觉自己还是写的不够具体,但是由于这方面的资料很少加上自己水平有限,只能写这么多,还请大家在阅读的时候不吝赐教。
中日龙电器制品(深圳)有限公司IE部李东一,简介(喷砂纹/梨地纹/皮纹)蚀纹面也叫咬花面,我以前在台资厂都这样叫,来到中日龙后改叫为蚀纹面或晒纹面。
塑胶件常用的花纹叫做梨地花纹,名字的来路就是,花纹象梨皮上的坑坑点点一样。
事实上,蚀纹就是在模具上腐蚀出一个一个的小坑,使产品表面形成一种凸凹感。
蚀纹面也分粗细,粗的我比较喜欢,这样模具蚀纹面的寿命也长,几乎不需要怎么保养,产品也好做,外观上的不良得以掩盖,还耐碰刮伤。
细纹相对就比较头疼,模具寿命短,产品表面原有的缺陷不但遮盖不住,还会添一些其他麻烦,不过花纹越细越有利于脱模。
细纹的加工,除了靠化学蚀刻外,靠放电同样能得到均匀一致的细花纹,笔记本电脑使用的键帽表面花纹比较细,模具就是这样加工的,这样的缺点是寿命要短于化学蚀刻。
蚀纹面的产品外观美观且简单,模具及生产成本要比镜面及光面低廉,但对中日龙来说,如果代工的产品都是蚀纹面,那就没有什么利润了,党工的话是最好要求客户接受三涂或五涂,这样产品的附加值就大了,报价就高了,我们赚的钱也多了,总比做一般的成型件了来的快。
一般化学蚀刻的步骤是:1,模具脱脂→2,封贴→3,表面处理→4,蚀刻→5,喷砂用封贴→6,干燥→7,喷砂→8,除去贴纸→9,洗净→10,防锈。
在富士康DT(II)事业处的时候,有个专门的咬花房,经常去,看的最多的封贴,喷砂,当时还没有感觉咬花是多神秘的东西,出来后发现,这个还是很有保密性的东西,只怪自己当时太年轻,只顾和里面的咬花妹聊天了,却忘了学点技术了。
脱模角度

脱模角度▪在不妨碍外观及形状情形下,范围越大越佳▪适当的脱模角度约为1/10 到1/30 (1° ~2°)▪实用之最小值为1/120 (约0.5°)▪表面有咬花处理,以咬花的粗细决定脱模斜度,一般为咬花深度0.001 INCH(0.025mm)时, 脱模斜度至少为1°以上.肉厚以各处均一为原则。
并须考虑构造强度及能均匀分散冲击作用力,尽量避免棱锐部薄肉部的产生,以防填充不足.实际产品设计中经常须做肉厚变化及形状,阶梯形厚度变化容易在外观面形成变形,这点可以加R角或斜角改善。
当有不一致的肉厚时,应如下表所示,逐步减低为佳一般实用的肉厚范围单位: mm材料肉厚材料肉厚聚乙烯0.9~4.0 丙烯树脂 1.5~5.0聚丙烯0.6~3.5 硬质氯化聚乙烯 1.5~5.0聚醋酯0.6~3.0 聚碳酸酯树脂 1.5~5.0聚乙酯 1.5~5.0 醋酸纤维素 1.0~4.01.0~4.0 ABS 1.5~4.5聚苯乙烯及丙烯晴苯乙烯(AS)内圆角及外圆角建议R最小为0.5mm , 最佳圆角设计为R/T=0.6 , 超过这点后,R即使再增加,也只能小部分减少应力集中现象.内圆角R=0.5T , 外圆角R=1.5T肋肋或凸缘可用来增加成型品强度而不增加肉厚。
这些设计不仅提高了强度,也在冷却时避免了扭曲。
为避免缩水,肋的高度为0.5 T , 底部圆角为R=0.125T, 拔模斜度为0.5°~1.5°, 肋的方向最好和GATE同向. 肋间的距离尽可能在壁厚两倍以上.BossBoss为穴之补强及组合时的嵌入或为支撑其它东西之用Boss的高度限制在其直径的两倍以内,因为过高由于空气集中,容易引起气孔及填充不足. 如必须要有较高的Boss则应在侧面设置加强肋,使材料流动容易。
为避免根部外观面有缩水,可在Boss 周围偷料,但不可切削太深,否则外观面会有痕影产生。
熔合线尽量不要在外观面出现, 可利用浇口大小,形状,数目或于浇口附近挡料来决定熔合线的位置。
塑胶件表面处理:咬花
特徵:1.交貨期短 2.維修簡單 3.價格較便宜 4.可取得細緻均勻圖樣
注意點:耐久性短,細砂 5000--10000 射次
中砂 20000--50000 射次 粗砂 50000--100000 射次 * 樹製造的成品保管起來.可依照花紋進行修理
有針孔,熔接不良等現象出現. 5 . 放電加工過的模具其表面變成硬化層會影響咬花加工,因此必須磨
掉硬化層,尤其是不鏽鋼系模具鋼的放電硬化層不反應在藥物上, 一定要打光到除去為止,否則不可能咬花. 6 . 放電層的確認是將模具表面的油分用溶劑將模具洗淨,塗上第二鹽 化鐵液,不在藥物上產生反應的放電層其所留的光澤,容易以肉眼 分辨出來. 7 . SUS 系列不鏽鋼的 STAVAX , PD555 , 420 等,在熱處理之後幾乎 尺寸不變,等模具加工完之後再熱處理,磨剩的放電層也會軟化變 成與母材同硬度,便可咬花.
要做良好的咬花之前的檢查事項
1. 模具的脫模角度
OK----GO NO----換淺的花紋或加大脫模角度
2. 模具的材質是否一樣 OK-- --GO
NO----請先告知咬花廠
3. 模具的打光
OK----GO NO----再加強打光
4.成形材料是否一樣
OK----GO NO----請教材料商或告知 咬花廠
加工 : 四日---七日 特徵 : 1.具耐久性 100,000-500,000 射次
2.不易破壞製品 注意點 : 1.加工時間長.
2.價格偏高. 維修 : 1.可以做部份修理,但100%的修理不可能.
2.生鏽,瓦斯燒灼,只須做表面處理既可.
流程圖 皮紋 1 . 模具的脫脂 2 . 封貼 3 . 咬花加工面的脫脂 4 .描繪圖型 5 .烘烤 6 . 修正圖形 7 .第二次封貼 8. 蝕刻 9 .噴砂用封貼 10 .除去貼紙 11 . 洗淨 12 . 防鏽
脱模角度
脱模角度▪在不妨碍外观及形状情形下,范围越大越佳▪适当的脱模角度约为1/10 到1/30 (1° ~2°)▪实用之最小值为1/120 (约0.5°)▪表面有咬花处理,以咬花的粗细决定脱模斜度,一般为咬花深度0.001 INCH(0.025mm)时, 脱模斜度至少为1°以上.肉厚以各处均一为原则。
并须考虑构造强度及能均匀分散冲击作用力,尽量避免棱锐部薄肉部的产生,以防填充不足.实际产品设计中经常须做肉厚变化及形状,阶梯形厚度变化容易在外观面形成变形,这点可以加R角或斜角改善。
当有不一致的肉厚时,应如下表所示,逐步减低为佳一般实用的肉厚范围单位: mm材料肉厚材料肉厚聚乙烯0.9~4.0 丙烯树脂 1.5~5.0聚丙烯0.6~3.5 硬质氯化聚乙烯 1.5~5.0聚醋酯0.6~3.0 聚碳酸酯树脂 1.5~5.0聚乙酯 1.5~5.0 醋酸纤维素 1.0~4.01.0~4.0 ABS 1.5~4.5聚苯乙烯及丙烯晴苯乙烯(AS)内圆角及外圆角建议R最小为0.5mm , 最佳圆角设计为R/T=0.6 , 超过这点后,R即使再增加,也只能小部分减少应力集中现象.内圆角R=0.5T , 外圆角R=1.5T肋肋或凸缘可用来增加成型品强度而不增加肉厚。
这些设计不仅提高了强度,也在冷却时避免了扭曲。
为避免缩水,肋的高度为0.5 T , 底部圆角为R=0.125T, 拔模斜度为0.5°~1.5°, 肋的方向最好和GATE同向. 肋间的距离尽可能在壁厚两倍以上.BossBoss为穴之补强及组合时的嵌入或为支撑其它东西之用Boss的高度限制在其直径的两倍以内,因为过高由于空气集中,容易引起气孔及填充不足. 如必须要有较高的Boss则应在侧面设置加强肋,使材料流动容易。
为避免根部外观面有缩水,可在Boss 周围偷料,但不可切削太深,否则外观面会有痕影产生。
熔合线尽量不要在外观面出现, 可利用浇口大小,形状,数目或于浇口附近挡料来决定熔合线的位置。
模具加工法-咬花制程

模具加工法-咬花製程單位:SZ_MID_TOOLING姓名:熊家宏(Kuma_hsiung)日期:2006.10.06本內容摘錄自《CHEERS雜誌》課程主題介紹學習重點:⏹1.咬花的目的⏹2.什麼是咬花?⏹3.拔模與咬花關係⏹4. 各類花紋之比較⏹5.咬花事前檢查項目⏹6.慎選模具材料與製造方法⏹7.補模銲接時應注意事項⏹8.精密測試/咬花粗度比較⏹9.咬花面與成形品關係咬花的目的1.增進塑膠零件的外觀質感2.使產品呈現多變化或全新的設計3.增加表面耐磨、防刮傷4.防止灰塵、防止髒污5.避免人對光線折射不舒服感覺6.降低成本,提高產能什麼是咬花?⏹最淺的咬花深度是0.002mm,常用於壓克力的顯示窗,防止光線亂射及防止反射等加工處理。
⏹最深的咬花深度是3mm,仿大理石,常用於浴室的磁磚。
何謂良好的咬花?1.與設計相調和2.附加價值感3.均勻一致的加工4.不易損傷商品本身(G-TYPE的噴砂、梨地、皮紋)5.成形壽命長(1.皮紋;2.梨地;3.噴砂)6.價廉、交貨快(1.噴砂;2.梨地;3 .皮紋)7.維修簡單(1.噴砂;2.梨地;3 .皮紋)要做良好的咬花之前的檢查事項1.模具的脫模角度OK→GONG→換淺的花紋或加大脫模角度2.模具的材質是否一樣OK→GONG →需告知咬花廠3.模具的打光OK→GONG →再加強打光4.成形材料是否一樣OK→GONG →確認材資並告知咬花廠5.熔接(銲接)OK→GOYES →退火OK →GO→退火NG →重來拔模與咬花關係⏹拔模角度太小時會造成拉花現象無法順利開模。
因此,在設計ID時就需考慮到拔模角是否足夠問題,是否會造成開模時拉模現象。
⏹咬花花紋的圓滑度(花紋尖端圓弧角)會影響拔模,花紋愈尖愈會造成拉模現象。
⏹成型材料的種類(縮水率)會影響拔模,縮水率愈大愈不會造成拉模現象。
⏹成形條件會些微影響拔模,成形壓力愈大時花面愈尖(轉寫很好),愈會造成拉模現象。
相反的成形壓力愈小花面愈圓(轉寫不良),較不易拉模。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
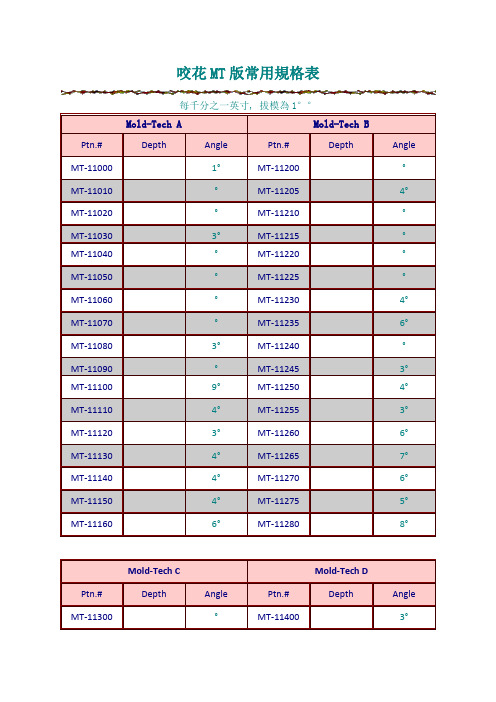
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14
晒纹(咬花)

晒纹报价单
晒纹
• 模具咬花面積在5平方厘米以上,50平方厘米以下價格﹕ A.一般性細紋﹕15~25元/平方厘米﹔ B.要求精確性較高﹕25~35元/平方厘米﹔ C.粗紋﹐皮紋﹕35~50元/平方厘米﹔ D.特殊紋種﹕35~50元/平方厘米﹔ E.頂針咬花: 一般性細紋10~20元/支﹐粗紋要求精確性較高25~40元/支(批量價格可優惠) 模具咬花面積在5平方厘米以下價格按100至200元計價/件﹐具體按模具大小復雜程度計價。
模具的脫模角度okgono換淺的花紋或加大脫模角度模具的材質是否一樣okgono請先告知咬花廠模具的打光okgono再加強打光成形材料是否一樣okgono請教材料商或告知咬花廠溶接nogoyes退火ok無光澤的咬花可以有光澤的可能會造成局部有陰影ng不能咬花或噴砂會造成斷差晒纹咬花工序1清洗将模具型腔表面清洗干净除去表面的油脂2封帖时的一个工序
2、经过晒纹、喷沙程序后增加了零件的表面强度。 3、 晒纹又称咬花。是塑胶类模具表面处理中的一类工艺。英文是texturing或texture.
晒纹的深度
最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光 线乱射及防止反射等加工处理.最深的咬花是3mm,仿大理石, 常被用在浴室的磁砖.
1、沙纹图案(sand-pattern) 特点:工序快捷,成本低廉,可制 成幼细及平面图案。
晒纹模具的寿命
对于晒纹模具的寿命,主要决定因素: 1.钢料的性能,要有良好的耐酸性。 2.壳料的酸性比,酸性比大,晒纹的寿命短,反之寿命长。 3.注塑填充力,填充力也是决定晒纹模具寿命长短。
晒纹模具的完成时间
对于晒纹纹别,决定晒纹的时间: 1.普能的火花纹,时间一般在1.5-2天。 2.横纹,竖纹,圆纹,时间一般是3-4天。 3.棱形纹,钻石纹,皮纹,深度较深,时间最少数5天。