项目4 大小球分拣机械手的多方式控制
【精品毕设】机械手分选球的自动控制以及组态设计
机械手分选球的自动控制以及组态设计摘要机械手是机械工程系统中的任务执行的机构,是机器人的关键部件。
机械手在各项制造领域中扮演着非常重要的角色,它能分物品、搬货物、代替或减轻人的沉重劳动。
随着机械化进程不断加速,工业自动化逐步发展,自动控制正在逐渐取代传统的人工控制,改变了工作环境,使工作效率大大提升,能够极大限度的满足生产过程和被控制对象的要求,被普遍应用于机械制造、电子和轻工、冶金和原子能等部门。
在生产过程中,往往需要对产品进行分拣,但工作劳累负担大。
为了提高生产效率,减轻人力需求,本设计着手开发分选机械手。
采用的三菱FX2系列PLC,着重加强对机械手的分选、上下、左右以及抓取控制,达到区分大小球的目的。
我们还可以运用可编程控制技术,再结合相应的外设装置,使系统具备自动化程度高、精度高运行稳定、易控制的特点,更好的服务社会。
关键词:机械手,可编程控制器(PLC),自动化控制,大小球分选,组态The mechanical hand selection of ball controland configuration designABSTRACTRobots are mechanical engineering tasks in the implementation of the system of institutions, are key components of robots. Robot plays a very important role in the manufacturing field, it can carry cargo, goods, replace or reduce the heavy labor. With the acceleration of the process of mechanical, industrial automation and progressive development, automation is gradually replacing the traditional manual controls, changing the work environment and productivity boost, can greatly limit to meet the requirements of production process and is used to control, and was widely used in machinery, electronics and light industry, metallurgy and atomic energy sector. In the production process, products often need to be sorted, but the burden of hard work. In order to improve production efficiency and reduce manpower requirements, set out to develop this design sorting Manipulator. Used Mitsubishi FX2 series PLC, focus on strengthening the separation of the manipulator, up and down, left and crawl control, achieve the purpose of case ball. We can also use programmable logic control technology, combined with appropriate peripheral devices, allowing the system to have a high degree of automation, high accuracy features of stable operation, easy to control, and better serve the community.KEY WORDS: Robots, automation and control, programmable logic controller (PLC),configuration,ball size sorting。
大小球分拣机器概要
题目PLC控制大小球分拣系统设计姓名学号系(院)________班级__________ 指导教师________职称__________年月日装订线摘要机械手的积极作用正日益为人们所认识,其一,它能部分地代替人的劳动并能达到生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送。
因为,它能大大地改善工人的劳动条件,加快实现工业生产机械化和自动化的步伐。
因此,受到各先进单位的重视并投入了大量的人力物力加以研究和应用。
尤其在高温、高压、粉尘、噪声的场合,应用得更为广泛。
在我国,近代几年来也有较快的发展,并取得一定的成果,受到各工业部门的重视。
在生产过程中,经常要对流水线上的产品进行分捡,本课题拟开发物料搬运机械手,采用日本三菱公司的FX2N系列PLC,对机械手的上下、左右以及抓取运动进行控制。
用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作。
关键词:机械手 PLC 大小球装订线目录摘要 (I)目录 (II)第一章 PLC应用系统设计基础 (1)1.1 PLC控制系统设计的原则和内容 (1)1.2 PLC的选型 (1)第二章 PLC控制系统硬件设计 (3)2.1 按钮和行程开关的选择 (3)2.2接近开关、转换开关、刀开关的选择 (3)2.3时间继电器、接触器的选择 (4)2.4熔断器、电动机的选择 (4)2.5电磁阀的选择 (5)第三章大小球分选系统中PLC机械手的设计 (6)3.1机械手总体结构方案分析 (6)3.2程序设计的总体结构 (8)3.3 I/O口设备及I/O口点分配表 (9)3.4状态流程图和梯形图 (10)第四章调试 (13)4.1基本指令顺序控制程序 (13)4.2基本指令与步进指令控制程序 (13)4.3基本指令、初始状态指令配合步进指令顺序控制程序 (13)第五章总结与展望 (14)5.1 总结 (14)5.2 本文存在不足和工作展望 (14)参考文献 (15)致谢 (16)装订线第一章 PLC应用系统设计基础PLC应用系统设计主要包括硬件设计、软件设计、施工设计和安装调试等内容。
大小球分拣机械手plc课程设计
大小球分拣机械手plc课程设计一、引言在现代工业生产中,自动化技术已经成为了必不可少的一部分。
其中,PLC(可编程逻辑控制器)作为自动化控制系统中的核心控制设备,被广泛应用于各种机械设备和生产线中。
本文将以大小球分拣机械手为例,介绍PLC课程设计的具体实现过程。
二、问题描述大小球分拣机械手是一种常见的自动化分拣设备。
该设备可以对大小不同的球进行快速准确地分类。
但是,在使用过程中,由于各种原因(例如机械故障、电气故障等),可能会导致分拣错误或无法正常工作。
因此,需要设计一套PLC控制系统来保证该设备的正常运行。
三、PLC课程设计方案1. 设计目标本次PLC课程设计的主要目标是实现以下功能:(1)检测传感器信号;(2)通过程序控制机械手移动;(3)根据传感器信号判断球的大小;(4)将球分类到相应的出口。
2. 系统组成本次PLC课程设计所需组成如下:(1)大小球分拣机械手;(2)传感器;(3)PLC控制器;(4)电磁阀。
3. 系统设计(1)传感器信号检测在大小球分拣机械手中,需要使用传感器来检测球的大小。
这里我们可以选择光电传感器或者压力传感器。
当球经过传感器时,会产生相应的信号。
PLC通过读取传感器信号来判断球的大小。
(2)机械手控制机械手是本系统中最重要的部分之一。
在PLC课程设计中,我们需要通过程序控制机械手的运动轨迹和速度。
具体实现方法可以采用脉冲输出方式或者模拟输出方式。
(3)分类出口控制分类出口是将不同大小的球分别送往不同位置的关键部件。
在本系统中,我们需要通过电磁阀控制分类出口的开闭状态,实现将球分类到不同位置的目标。
四、程序设计本次PLC课程设计所需编写程序如下:(1)读取传感器信号;(2)根据信号判断球的大小;(3)根据判断结果控制机械手移动;(4)根据判断结果控制电磁阀开闭状态。
五、总结本文介绍了PLC课程设计的具体实现过程。
在大小球分拣机械手中,通过PLC控制系统的设计,可以实现自动化的球分类功能。
大、小球分拣传送机械控制系统设计
XXXXX学院课程设计说明书设计题目: 大、小球分拣传送机械控制系统设计学生姓名:XXXXX学号:XXXXX专业班级:XXXXX指导教师:XXXXX2012 年12 月12 日内容摘要机电一体化产品的积极作用正日益为人们所认识,如本设计产品机械手,它能部分地代替人的劳动并能达到生产工艺的要求,遵循一定的程序、时间和位置来完成工件的筛选与传送。
而且它能大大地改善工人的劳动条件,加快实现工业生产机械化和自动化的步伐。
因此,受到各先进单位的重视并投入了大量的人力物力加以研究和应用,尤其在高温、高压、粉尘、噪声的场合,应用得更为广泛。
在我国,近代几年来也有较快的发展,并取得一定的成果,受到各工业部门的重视。
在生产过程中,经常要对流水线上的产品进行分拣,本课程设计拟设计大小球分拣传送机控制系统的PLC设计,采用的德国西门子 S7-200 系列(cpu-224)PLC,对机械臂的上下、左右以及抓取运动进行控制,用于分捡大小球的机械装置。
我们利用可编程技术,结合相应的硬件装置,控制机械手完成各种动作。
关键词:大小球分拣控制系统; PLC设计;机械手目录第1章引言 (1)1.1 大、小球分拣传送机械控制系统设计内容简介 (1)1.2 大、小球分拣传送机械控制系统设计要求 (1)1.3 大、小球分拣传送机械控制系统设计思想 (2)第2章大、小球分拣传送系统的硬件电路设计 (3)2.1 大、小球分拣传送系统功能说明 (3)2.2 设计主电路原理图 (3)2.3 机械臂分拣大、小球控制的运行框图 (4)2.4 确定I/O信号数量,选择PLC的类型 (4)2.5 机械臂分拣大、小球控制的电器元件I/O分配表 (5)2.6 机械臂分拣大、小球控制的I/O接线图 (5)第3章大、小球分拣传送系统的程序设计 (8)3.1 机械臂分拣大、小球控制程序的梯形图 (8)3.2 机械臂分拣大、小球控制程序的指令表 (11)第4章软件硬件调试 (13)结论 (16)设计总结 (17)谢辞 (18)参考文献 (19)第1章引言1.1 大、小球分拣传送机械控制系统设计内容简介学院此次安排我们进行了为其两周的机电传动课程设计实习,对我们即将进行毕业设计是很有益处的。
大小球分拣系统设计
目录前言 (4)1 课程设计的任务和要求 (5)1.1 课程设计的任务 (5)1.2 课程设计的基本要求 (3)2 总体设计 (4)2.1 PLC的选型 (4)2.2 I/O端口图 (5)3 PLC程序设计 (7)3.1 设计思想 (7)3.2 顺序功能图 (7)3.3 PLC梯形图 (12)4 程序调试说明 (18)5 结束语 (19)6 参考文献 (19)前言机械手的作用正越来越多的被人们所认识,其中一条,它能代替人们的辛勤劳动还能完成生产工艺的要求,机器它能自己独立并且完美的遵循一定的程序、时间、和位置来完成工件的传送。
因为,它能大大地改善工人的劳动环境,加快自动化和实现工业生产机械化的步伐。
因此,受到各单位的重视并加以研究,尤其在危险的,不能人工操作的环境里,应用的更为广泛。
在我国,最近发展的较快,并取得了一定的成果。
本课题开发大小球分拣系统,采用德国西门子S7-200系列PLC,对机械手的上下,左右,抓取进行控制。
我们利用可编程技术,结合相应的硬件装置,控制其完成各种动作。
1 课程设计的任务和要求1.1 课程设计的任务1)大小球分拣系统设计2)分拣系统示意图和流程图如下图所示图1 大小球分拣系统示意图图2 大小球分拣系统流程图1.2 课程设计的基本要求1)完成分拣大小球系统的工作循环2)要求有四种工作方式:手动、回原点、单周期、连续3)连续时,循环5次结束,声光间断报警5秒4)按停止按钮,完成当前循环后停5按复位按钮,吸盘立即回原位2 总体设计2.1 PLC的选型因为在设计程序时总共用到了19个输入信号和7个输出信号,这样CPU的输入端子要多一些以满足要求,因此在大小球分选系统中用的PLC的选型为西门子S7-200系列的可编程控制器CPU 226 AC/DC/继电器。
PLC的主机:选择西门子S7-200系列作为此控制系统的主机。
选用CPU226的特点,其基本参数如下:本机数字输入:32路数字量输入本机数字输出:16路数字量输出内部存储器位:256位定时器总数:256定时器计数器总数:256计数器电源电压允许范围:AC85~264V输入电流仅CPU/最大负载:35/100 mA,AC 240V电压范围:DC20.4~28.8V电流限制:约1.5A2.2 I/O端口图图3 I/O端口图4 外部接线图3 PLC程序设计3.1 设计思想当输送机处于起始位置时,上限位开关和左限位开关开关闭合。
PLC“分拣机械手”的控制课程设计说明书
电气控制技术课程设计任务书班级:姓名:学号:设计题目:“分拣机械手”的控制设计1一、设计目的进一步巩固理论知识,培养所学理论知识在实际中的应用能力;掌握一般生产电气控制系统的设计方法;掌握一般生产电气控制系统的施工设计、安装与调试方法;培养查阅图书资料、工具书的能力;培养工程绘图、书写技术报告的能力。
二、设计任务及要求掌握PLC工作原理、编程及调试方法及应用技术;根据控制要求,制定合理的设计方案;.正确选用PLC,确定输入、输出设备;PLC的I/O点分配,并绘制其连接图,以及其它外部硬件图;设计PLC控制程序;绘制有关图纸;编制设计说明书。
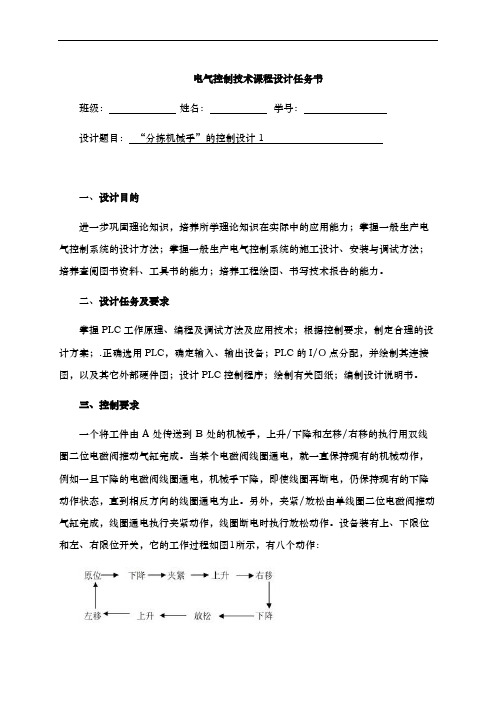
三、控制要求一个将工件由 A 处传送到 B 处的机械手,上升/下降和左移/右移的执行用双线圈二位电磁阀推动气缸完成。
当某个电磁阀线圈通电,就一直保持现有的机械动作,例如一旦下降的电磁阀线圈通电,机械手下降,即使线圈再断电,仍保持现有的下降动作状态,直到相反方向的线圈通电为止。
另外,夹紧/放松由单线圈二位电磁阀推动气缸完成,线圈通电执行夹紧动作,线圈断电时执行放松动作。
设备装有上、下限位和左、右限位开关,它的工作过程如图1所示,有八个动作:图1 工作过程图四、设计时间安排查找相关资料(1天)、设计并绘制系统原理图(2天)、设计PLC控制程序(2天)、模拟调试(2天)、编写设计报告(2天)和答辩(1天)。
五、主要参考文献1.黄永红.电气控制与PLC应用技术, 北京: 机械工业出版社, 2011.2.王建华. 电气工程师手册, 北京: 机械工业出版社, 2006.3.吴晓君. 电气控制课程设计指导, 北京: 中国建材工业出版社, 2007.指导教师签字:年月日分拣机械手的控制设计摘要本文介绍的机械手是由PLC输出三路脉冲,分别驱动横轴、竖轴变频器,控制机械手横轴和竖轴的精确定位,微动开关将位置信号传给PLC主机;位置信号由接近开关反馈给PLC主机,通过交流电机的正反转来控制机械手手爪的张合,从而实现机械手精确运动的功能。
PLC控制大小球分拣传送机

PLC控制大小球分拣传送机1. 引言本文档介绍了如何使用PLC(可编程逻辑控制器)控制大小球分拣传送机。
传送机是工厂自动化生产线中常见的设备,它可以将待分拣的物体按照不同的尺寸分拣到不同的位置。
本文档详细描述了PLC控制大小球分拣传送机的硬件结构、PLC 程序设计以及运行原理。
2. 硬件结构大小球分拣传送机的硬件结构主要包括以下几个部分: - 传送带:用于将物体从起点传送到分拣区域。
- 传感器:用于检测物体的尺寸。
- 分拣装置:根据检测到的尺寸,将物体分拣到不同的位置。
- PLC:负责控制传送带、传感器和分拣装置的运行。
3. PLC程序设计PLC程序设计是控制大小球分拣传送机的关键。
下面是一个简单的PLC程序的框图示例:START|- 检测传感器状态|- 如果感知到小球|- 传送带升起|- 推动小球到小球分拣位置|- 如果感知到大球|- 传送带升起|- 推动大球到大球分拣位置|- 传送带下降END在PLC程序中,首先会检测传感器的状态。
当感知到小球时,传送带会升起,然后将小球推动到小球分拣位置。
当感知到大球时,传送带会升起,然后将大球推动到大球分拣位置。
最后,传送带会下降,准备接收下一个物体。
4. 运行原理当PLC接收到输入信号后,按照程序的逻辑顺序执行相应的输出操作。
在本例中,PLC会根据传感器的输出信号,控制传送带的升降和分拣装置的运动,以实现大小球的分拣。
传送带通过电机驱动,可以根据PLC的控制信号控制其升降。
传感器通过感知物体的尺寸来产生输出信号,然后将该信号传送给PLC。
分拣装置根据PLC的控制信号,将物体推送到相应的分拣位置。
5. 总结本文档介绍了使用PLC控制大小球分拣传送机的原理和方法。
通过合理的硬件结构设计和PLC程序编写,可以实现精确而高效的物体分拣。
分拣机械手

分拣机械手1. 简介分拣机械手是一种自动化设备,用于将物品从一处转移或分拣到另一处。
它通常由机械臂、传感器、控制系统和执行工具等组成。
分拣机械手可以在工业生产线上高效地完成物品分拣任务,提高生产效率和产品质量。
2. 工作原理分拣机械手的工作原理基于先进的传感技术和精确的控制系统。
它通常通过以下步骤完成物品分拣:2.1 传感检测分拣机械手配备了各种传感器,如视觉传感器、压力传感器和距离传感器等。
这些传感器可以实时捕捉到待分拣物品的位置、形状和特征等信息。
2.2 目标识别分拣机械手的控制系统会根据传感器反馈的信息,通过图像识别或模式匹配等算法来识别待分拣物品的类型和位置。
2.3 路径规划一旦目标被识别出来,分拣机械手的控制系统会根据物品的尺寸、重量和目的地等要求,计算出机械手的最佳运动路径,以达到高效、稳定的分拣过程。
2.4 执行分拣分拣机械手根据路径规划的结果,通过机械臂和执行工具等装置,将物品从起始位置移动到目标位置。
这个过程需要机械手具备高精度的运动控制能力,以确保物品的准确分拣。
3. 应用领域分拣机械手广泛应用于各种生产流水线和物流仓储系统中。
以下是一些常见的应用领域:3.1 电子产品制造在电子产品制造过程中,许多零部件需要被准确地分拣和组装。
分拣机械手可以根据不同的零部件特征和目的地,高速而准确地完成零部件的分拣任务。
3.2 快递物流在快递物流行业中,分拣机械手可以帮助快递公司高效地处理大量包裹。
通过识别包裹的标签或形状等特征,机械手可以将包裹按照目的地分类并放置到相应的区域,大大提升了分拣速度和准确性。
3.3 食品加工在食品加工行业中,分拣机械手可以用于将新鲜食材分拣到不同的加工线或包装线上。
通过精确的目标识别和路径规划,机械手可以将食材按照类型和重量分类,提高食品加工过程的效率和卫生标准。
3.4 仓储物流在仓储物流领域,分拣机械手可以帮助仓库管理人员高效地处理大量货物。
通过识别货物的标签、体积和重量等信息,机械手可以将货物按照仓库布局和订单需求分类分拣,并放置到正确的存储位置,提高仓储效率和准确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目4 项目 大小球分拣机 械手的多方式控制
教学目标: 教学目标 知识目标: 知识目标:
• • • • 1.学习多种工作方式的系统顺序控制程序设计的方法 2.学习多种工作方式的系统顺序控制功能图的绘制 3.学习多种工作方式的系统顺序控制法设计 4.掌握步进指令使用规则和编程方法
能力目标: 能力目标:
可编程控制器应用技术
5.跳转指令使用注意事项 (1)由于跳转指令具有选择程序段的功能。在同一程序且位于因 跳转而不会被同时执行 程序段中的同一线圈不被视为双线圈。 (2)可以有多条跳转指令使用同一标号。在图2-4-3中,如X21接 通,第一条跳转指令有效,从这一步跳到标号P9。如果X21断开, 而X22接通,则第二条跳转指令有效,程序从第二条跳转指令处跳 到P9处。但不允许一个跳转指令对应两个标号的情况存在,即在 同一程序中不允许存在两个相同的标号。在编写跳转程序的指令表 时,标号需占一行。
可编程控制器应用技术
相关理论知识
为了满足生产的需要,很多工业设备要设置多种工作方式,例 手动与自动(包括单步、单周期、连续和自动返回初始点状态) 工作方式。如何将多种工作方式的功能融入到一个程序中,是 梯形图设计的难点之一。 一、操作方式的分类 设备的操作方式大致分为手动和自动两种方式,在这两种方式 下再分成其他运行方式。其中手动方式是用各自的按钮使各个 负载单独接通或断开的方式,该方式下按动回原点按钮时,被 控的机械自动向原点回归。 自动方式又分为单步运行、单周期运行和连续运行等方式。单 步运行为按动一次启动按钮,动作前进一个工步或工序。单周 期运行是在原点位置按动启动按钮,自动运行一遍再在原点停 止;若在中途按动停止按钮就停止运行;再按启动按钮,从断 点处继续运行,回到原点后自动停止。连续运行方式是在原点 位置按动启动按钮,开始连续的反复运行;若中途按动停止按 P0 钮,动作将继续到原点为止才停止。 对于多工作方式的编程,一般情况,配合初始状态指令的编程, 可以很方便地实现;如果不使用初始状态指令也可以通过跳转 指令来实现。 具有多种工作方式的控制系统的梯形图总体结构如图2-4-1所示。 旋转手动方式时手动开关X1为OFF,执行公用程序和手动程序。 遇主程序结束指令,则结束,不再执行自动程序。若选择自动 工作方式时X0为ON,将跳过手动程序,执行自动程序。
X 0 0 X 1 4 X 2 6 X 3 8 X 4 11 X 5 15 X 6 18 X 7 22 25
标号 P8 29
CJ Y1 M1
P8
S1 T0 K 10 RST T 246 T246 K 1000 RST C 0
X 10 X 11
C0 K 20 MOV K 3 D0
X 0 36
标号 P9
CJ X 12 X 13 Y1
P9
40 RST T 246
43
RST
C0
图2-4-2 跳转指令使用说明
可编程控制器应用技术 图2-4-2中跳转发生前后输入或其他器件,发生变化对程序执 行结果的影响如表2-4-1所示 表2-4-1跳转对元器件状态的影响
元件 跳转前触点状态 X1 , X2 , X3 OFF Y,M,S X1 , X2 , X3 ON X4 OFF 10ms , 100ms 定 X4 ON 时器 X5 OFF , X6 OFF X5 OFF , X6 ON X57OFF , X10 OFF X7 OFF , X10ON X11 OFF X11 ON 跳转后触点状态 X1,X2,X3 ON X1,X2,X3 OFF X4 ON X4 OFF X6 ON X6 OFF X10 ON X10OFF X11 ON X11 OFF 跳转后线圈状态 Y1,M1,S1 OFF Y1,M1,S1 ON 定时器不动作 定时器停止,X0 OFF后接 着计时 定时器不动作 定时器停止,X0OFF后接 着计时 计数器不动作 计数器停止,X0OFF后接 着计数 除FNC52~FNC59之外的 其他功能指令不执行
1ms定时器
计数器
功能指令
可编程控制器应用技术
从表中可以看到以下几点: 处于被跳过程序段中的输出继电器Y、辅助继电器 M、状态寄存器S由于该段程序不再执行,即使梯 形图中涉及的工作条件发生变化,它们的工作状态 将保持跳转发生前的状态不变。 被跳过程序段中的时间继电器T及计数器C,无论 其是否具有掉电保持功能,由于相关程序停止执行, 它们的现实值寄存器被锁定,跳转发生后其计时、 计数值保持不变在跳转中止,程序继续执行时,计 时计数将继续进行。另外,计时、计数器的复位指 令具有优先权,即使复位指令位于被跳过的程序段 中,当执行条件满足时,复位工作也将执行。
初始化程序 X0 CJ P0
手动程序 FEND 自动程序
图2-4-1手动/自动程序结构
可编程控制器应用技术
二、跳转指令CJ(P)FNC00
1.功能:在满足跳转条件之后的各个扫描周 期中,PLC将不再扫描跳转指令与跳转指针Pn 之间的程序,即跳到以指针Pn为入口的程序段 中执行。直到跳转的条件不再满足,跳转停止 进行。 2.操作数范围:[D·]:P0~P63(允许变址修 改) 3.程序步:CJ、CJ(P) 3步;标号P 1步 4.程序表达方式:跳转指令在梯形图中使用 的情况如图2-4-2所示,图中跳转指针P8、P9 分别对应CJ P8及CJ P9二条跳转指令。当X0 置l,跳转指令CJ P8执行条件满足,程序从 CJ P8指令处跳至标号P8处,X0常闭触点断开, 仅执行梯形图中的最后三行程序。 图2-4-2中跳转发生前后输入或其他器件,发 生变化对程序执行结果的影响如表2-4-1所示 当X0置l,跳转指令CJ P8执行条件满足,程 序从CJ P8指令处跳至标号P8处,X0常闭触点 断开,仅执行梯形图中的最后三行程序。
• 1.会根据实际控制要求设计多分支流程顺序控制PLC的外围电 路 • 2.会根据实际控制要求设计多分支流程顺序控制状态转移图 • 3.具备状态编程的思想和能力
可编程控制器应用技术
项目任务: 项目任务
• 任务:大、小球分拣机械手的控制。 在复杂的顺序控制中常用选择性,并 行性流程的组合,通过此任务的训练 ,学习较复杂的流程的程序设计方法 ,掌握多种工作方式的编程方法和技 巧。