易变形零件变形控制的工艺研究
薄壁易变形零件的夹具设计与改进
.
要 求
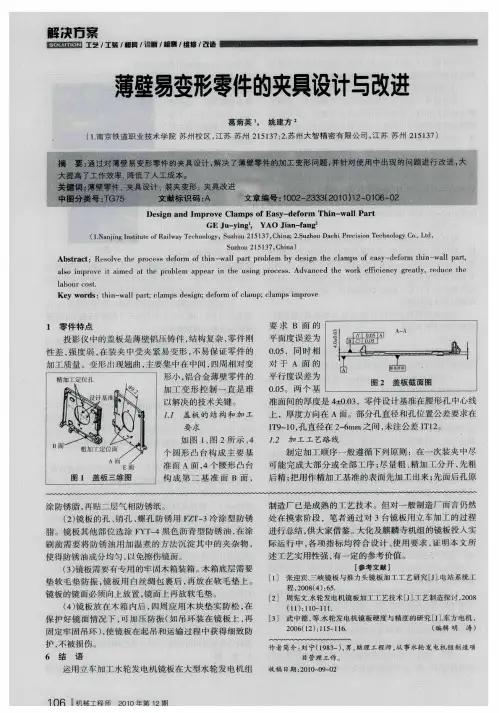
如 图 1 图 2所 示 , 、 4 个 圆形 凸 台 构 成 主 要 基 准面 A面 , 腰 形 凸 台 4个 构 成第 二基 准 面 B面 ,
2 加 工 工 艺 路 线
制定加 工 顺 序一 般遵 循 下列 原 则 :在一 次装 夹 中尽
程 决方案
E臣墨蜀 墨墨 工艺 / 工装 / 螺真 /诌断 / 柚■ / 维俺 / 改造
薄壁易 变形零件的 夹具设计与改 进
葛 菊 英 。 姚 建 方 。
( . 京 铁 道职 业 技 术 学 院 苏 州校 区 , 苏 苏 州 2 5 3 ;. 州 大 智 精 密 有 限 公 司 , 苏 苏 州 2 5 3 1 南 江 1 17 2苏 江 1 17)
1 零 件特 点
要 求 B 面 的 平 面度误 差 为 00 , 同时 相 .5
对 于 A 面 的
投影 仪 中 的盖 板是 薄壁 铝 压铸 件 , 构复 杂 , 件 刚 结 零 性 差 , 度弱 , 装 夹 中受 夹 紧 易变 形 , 易 保证 零 件 的 强 在 不 加 工质 量 。变形 l现翘 曲 , 叶 I 主要集 中在 中间 , 四周相 对 变
可能 完 成 大 部分 或 全 部工 序 ; 量 粗 、  ̄. 分 开 , 尽 精 12 1 3 先粗
后 精 ; 用 作精 加工 基 准 的表 面先 加 工 出来 ; 面后 孑 原 把 先 L
涂防锈 脂 , 再贴 二层 气相 防 锈纸 。
制 造 厂 已是 成 熟 的工 艺 技术 。但 对 一般 制造 厂 而言 仍然 进行 总结 , 供大 家借 鉴 。 大化及 麒麟 寺 机组 的镜 板投 入实
箱型体结构焊接变形工艺控制
箱型体构造焊接变形工艺控制吕家才(天津重钢机械装备股份有限企业天津 300459)【纲要】主要针对箱型体构造焊接易变形,且变形后不易改正的现象,提出合理的焊接工艺方法。
从装置次序、热输入控制及焊接次序等方面着手,有效控制了焊接变形,达到了预期成效。
实践证明:此焊接工艺不单对控制箱体焊接变形有明显成效,并且间接降低了企业的生产成。
【abstract 】With the deformation of welding box structure ,and the phenomenon of thedeformation is not easy to correct ,the welding process was proposed reasonable.Starting from the aspects of assembly sequence and the heat input ’s control and welding sequence, Effective control of welding deformation, to achieve the desired effect . Practice has proved: this welding process not only control the welding deformation and indirectly reduce the company's the cost of production 【重点词】箱型构造焊接变形Q345D钢板CO 2气体保护焊焊接次序跟着世界工业化进度的加速,重型装备制造业获得了迅速发展,而箱型构造体是重型装备的重要构造,所以保证箱型构造的焊接质量也就显得尤其重要。
箱型体结构因为自己构造及焊接填补量大等各样原由,很难保证其焊接后的变形量,焊接后尺寸达不到图纸要求。
本文针对这一现象从焊接次序及焊接热输入等方面较好的控制了大型箱体构造的焊接变形。
易变形复杂零件加工工艺研究
( 4) 钢 质 零件 有 调质 要 求 或铝 合 金强 化 处理 时 , 小 零 件在 棒 料状 态 下进 行, 较 大的 零件 在 半成 品状 态 下进 行。 3.2 加 工余 量 的确 定原 则
在长 期 的生 产 实践 过 程中 , 发现 异 型零 件 主 要有 以 下 几 个方 面的 结 构特 点:
( 1) 组成 零件 的 形体 单元 较 多; ( 2) 部分 形体 表 面为 非圆 柱 面, 且 呈异 型面 ; ( 3) 零件 厚度 方 向或 壁厚 的 差异 较大 ; ( 4) 零件 具有 较 高的 尺寸 精 度或 位置 精 度; ( 5) 有些 零 件 有较 高 的强 度 要 求, 须 通过 热 处 理进 行 强化。 异 型 复杂 件易 变 形的 原因 分 析如 下: ( 1) 复杂 结 构 零件 切 削量 大 , 在切 削 过程 中 工 件温 度 升 高 , 由 于 零 件 结 构 的 特殊 , 各 部 位 膨 胀 不 一 致, 造 成 零 件 内 部 存在 很 大的 残 余内 应 力, 而 且也 使 零件 的 应力 腐 蚀 倾 向大 大 增加 , 组 织及 机 械性 能 的 稳定 性 显著 减 低, 同 时 影 响零 件的 尺 寸加 工精 度 。 ( 2) 零 件 结 构 不 对 称, 应 力 分 布 不 均 , 同 时 厚 度 方 向 或 壁 厚 差异 较 大, 除 应力 分 布不 均 外, 还 会引 起 强度 失 稳 , 在切 削 力和 夹紧 力 的作 用下 产 生变 形[1]。 ( 3) 原材 料内 应 力消 除不 充 分( 一 般不 常见) 。 ( 4) 成品 零件 由 于淬 火引 起 的变 形。 2 减少 或消 除 变形 的对 策 ( 1) 通过 时 效 处理 可 以消 除 或 减少 工 件的 内 应 力, 稳 定 组 织和 尺寸 。 时 效处 理 就 是 把 零 件 加 热 到一 个 较 低 的 温 度 下 , 保 温 一 定时 间 , 然后 进 行冷 却 。在 加 热 保温 过 程中 , 随 着温 度 升 高, 原 子 活动 能 力增 大 , 从而 使 晶体 晶 格中 的 某 些畸 变 消 失或 数 量 减少 , 使 零 件 由加 工 造成 的 内应 力 大大 减
铝合金薄壁件加工中变形的因素分析与控制方法
铝合金薄壁件加工中变形的因素分析与控制方法作者:乔楠楠来源:《知识文库》2017年第10期一般认为,在壳体件、套筒件、环形件、盘形件、轴类件中,当零件壁厚与内径曲率半径(或轮廓尺寸)相比小于1:20时,称作为薄壁零件。
这一类零件的共同特点是受力形式复杂,刚度低,加工时极易引起误差变形或工件颤振,从而降低工件的加工精度。
薄壁零件因其制造难度极大,而成为国际上公认的复杂制造工艺问题。
一、薄壁件加工变形因素分析薄壁件由于刚度低,去除材料率大,在加工过程中容易产生变形,对装夹工艺要求高,使加工质量难以保证。
薄壁类零件在加工中引起变形的因素有很多,归纳总结有以下几个方面:1、工件材料的影响铝合金作为薄壁件最理想的结构材料,与其他金属材料相比,具有切削加工性好的特点。
但由于铝合金导热系数高、弹性模量小、屈强比大、极易产生回弹现象,大型薄壁件尤为显著。
因此,在相同载荷情况下,铝合金工件产生的变形要比钢铁材料的变形大,同时铝合金材料具有硬度小、塑性大和化学反应性高等性质,在其加工中极易产积屑瘤,从而影响工件的表面质量和尺寸精度。
2、毛坯初始残余应力的影响薄壁件加工中的变形与毛坯内部的初始残余应力有直接的关系,同时由于切削热和切削力的影响,使工件和刀具相接触处的材料产生不能回弹的塑性变形。
这种永久性的变形一旦受到力的作用就会产生残余应力,而在加工过程中,一旦破坏了毛坯的残余应力,工件内部为达到新的平衡状态而使应力重新分布,从而造成了工件的变形。
3、装夹方式的影响在加工中夹具对工件的夹、压而引起的变形直接影响着工件的表面精度,同时如果由于夹紧力的作用点选择不当而产生的附加应力,也将影响工件的加工精度。
其次,由于夹紧力与切削力产生的耦合效应,也将引起工件残余应力的重新分布,造成工件变形。
4、切削力和切削热的影响切削力是影响薄壁件变形的一个重要因素。
切削力会导致工件的回弹变形,产生不平度,当切削力达到工件材料的弹性极限会导致工件的挤压变形。
浅谈薄壁环形件变形控制
浅谈薄壁环形件变形控制薄壁零件的变形控制一直以来都是一个难题,在质量和效率之间更是难于取舍。
文章主要介绍了一些简易的变形控制的方法。
标签:薄壁;变形;控制实际加工中应结合具体条件选择不同的控制方法。
简单易实现的主要有优化加工刀具、优化工艺方案、进给量局部优化、优化切削参数、优化装夹方案等,下面就从以下几方面介绍薄壁零件的变形控制。
1 变形控制对加工工艺的要求1.1 粗加工、精加工分开对加工精度要求较高的薄壁类零件,应分开粗加工、半精加工、精加工进行。
粗、半精、精加工分开,可避免因粗加工引起的各种变形,包括粗加工时,压紧力引起的弹性变形、切削热引起的热变形以及粗加工后由于内应力重新分布而引起的变形。
其目的是为了保证零件的精度及稳定性。
另外,粗、精加工分开,机床设备也可得到合理的使用,即粗加工设备充分发挥其效率,精加工设备可长期保持机床的精度。
1.2 增加时效去应力工序内应力是引起零件变形的主要因素,为防止零件变形,除应严格地按照材料进行热处理,使零件具有较好的组织外,在粗、精加工之间,增加一道时效去应力工序,以最大限度地消除零件内部的应力。
通常采用热时效和自然时效的方法。
这两种方式却都存在弊端:自然时效周期需要达到半年或两年,周期过长;热时效费用高,耗能高,炉温控制难度大,零件易氧化,且易因受热不均导致裂纹,并在冷却过程中产生新的应力。
振动时效是以金属零件固有频率,利用一受控振动能量对工件进行处理,使工件产生应变,达到消除零件残余应力的目的。
1.3 利用零件的整体刚性加工薄壁零件随着零件壁厚的减小,其刚性降低,加工变形增大。
因此,在切削过程中,尽可能地利用零件的未加工部分,作为正在切削部分的支撑,使切削过程处在刚性较佳的状态。
下面举几个例子,如:铣“U”型槽时可以考虑先铣类似成“口”型,最后在把“口”上的横梁铣掉,该方法能有效地降低切削变形及其影响,降低了由于刚性降低而可能发生的切削振动。
如:车加工薄壁时,可在有余量刚性较好时,先将内侧及内槽等加工到位,再加压盖加工外侧等多种灵活利用零件整体刚性的方法。
航空发动机薄壁环形零部件加工变形控制
为做好航空发动机薄壁环形零部件机械加工变形的控 制,提高航空发动机薄壁环形零部件的机械加工精度可以从 以下几个方面入手 :
摘 要 :长期以来,我国普遍采用人工查表的方式对用水量进行查抄,但是入户抄表不仅会扰民,还会浪费人力
物力,常常会引发住户和水务行业之间的矛盾。近几年,我国水表的数量急剧增加,需要利用电子远传水表来提
高工作效率。
关键词 :电子远传水表 ;兼容性 ;互换性
中图分类号 :TU991
文献标志பைடு நூலகம் :A
(2)做好航空发动机薄壁环形零部件机械加工参数的优 化。航空发动机薄壁环形零部件在机械加工过程中为降低变 形量对航空发动机薄壁环形零部件加工精度的影响可以通
- 47 -
中国新技术新产品 2018 NO.3(下)
工业技术
电子远传水表兼容性与互换性问题及其对策
姜世博 (深圳市水务(集团)有限公司,广东 深圳 518000)
2 航空发动机薄壁环形零部件加工变形原因分析与控制
航空发动机薄壁环形零部件由于其结构特点导致其自
身的刚性较弱,在加工中极易受到外力的作用或是自身残余 应力的作用而导致变形从而影响航空发动机薄壁环形零部 件的加工精度。总体来说影响航空发动机薄壁环形零部件加 工精度导致其变形的原因主要有以下几个方面 :
1 某型号航空发动机薄壁环形零部件的结构及加工工 艺
某型号的航空发动机薄壁环形零部件直径大、其表面分 布多极榫槽,是一种整体环形件,某型号航空发动机薄壁环形 零部件采用的是钛合金材质。该航空发动机薄壁环形零部件直 径最大处达到了近 1000mm,高度近 500mm,零部件的最薄处 仅 3mm,其结构特点导致该航空发动机薄壁环形零部件的刚 性较弱,在加工过程中极易受到各种因素的影响而导致该航空 发动机薄壁环形零部件产生变形从而无法达到设计加工精度。 这类零部件在新型航空发动机中应用越来越多,需要加强对于 此类航空发动机薄壁环形零部件加工工艺的研究,提高航空发 动机薄壁环形零部件的加工质量对于航空发动机的加工质量 有着极为重要的意义。在航空发动机薄壁环形零部件的加工 制造的过程中选用的整体钛合金锻件,毛坯料表面留有大量 的加工余量。在其加工工艺编制的过程中按照先粗后精、先 内后外、先面后孔的原则进行编制。整体加工分为粗、半精、 精加工 3 个阶段。在粗加工阶段采用的是车加工用以去除毛坯 料表面大量的加工余量,粗车完成后需要通过热处理消除零部 件内部的加工应力。而后对毛坯件进行半精加工,加工完成后 零部件表面留约 0.8m 的加工余量。在后期的精加工中需要使 用精车和钻孔来精确控制加工精度。
航空结构件纵梁工艺设计与变形控制分析
航空结构件纵梁工艺设计与变形控制分析摘要] 随着航空制造技术的快速发展以及对飞机性能要求的不断提高,飞行器设计趋于整体化和轻量化。
整体结构件的使用对航空制造企业提出更高的要求,其中加工变形是瓶颈问题之一。
研究影响航空结构件加工变形的因素及减小或抑制零件加工变形的工艺方法,对结构件加工技术具有重要的意义和价值。
本文以A220项目纵梁零件为研究目标,通过理论分析、实践验证相结合的方法,对大型结构件的工艺设计与铣削加工变形控制进行了分析和阐述,突破了高速、强力切削下变形控制的技术瓶颈。
关键词:民用飞机内应力整体结构件变形控制1 零件介绍1)结构设计情况。
纵梁零件属细长梁,为PCCN1类型(关键件),外廓尺寸2788mm×142mm×179mm,重约13.022kg,去除率达95.83%,整体零件结构设计不对称,正面为双侧缘条,槽口带立筋,槽深85至94mm,背面为单侧缘条,结构开敞无立筋。
2)尺寸公差情况。
理论外形面(OML面)以及局部装配面外形轮廓公差为0.25mm,其余外形轮廓公差为0.76mm。
腹板厚度为5-6mm,端头处最薄处仅2mm,公差±0.17mm。
缘条厚度6-8mm,端头最薄处仅2.4mm,公差±0.24mm。
3)原材料情况。
原材料使用进口航空硬铝合金,牌号状态7040-T7451,材料规范BAMS 516-021,规格选用最大允许7.75英寸(200mm),定额尺寸为2900mm×210mm。
4)零件在装配厂进行组装后,交付国外总装线进行中中与中后机身对接。
5)为保证装配精度,在装配工装上设置了检查器,要求间隙6±1mm。
2.1 变形原因分析1)毛坯初始残余应力是产生加工变形主要原因。
高强度航空铝合金厚板经过各种工艺处理过程,虽然最终进行了预拉伸和人工时效处理,但是仍然存在大量残余应力,它们在板材内部达到“M”型静态平衡。
在加工过程中,随着材料不断被去除,初始残余应力的释放使工件内部力矩平衡状态产生破坏,工件通过应力重新分布和变形达到新的平衡状态。
薄壁盘类零件变形控制
薄壁盘类零件变形控制回流器盖板是涡轴发动机的重要部件,文章通过对回流器单组件结构的分析;研究了钛合金材料的机加性能,研究了加工回流器盖板型面的最佳工艺方法,最终制定准确的加工工艺路线。
文章重点研究薄壁件的变形控制。
标签:回流器盖板;钛合金;变形控制1 绪论航空发动机是飞机的心脏,有了适用的航空发动机,才实现了真正有动力、可操纵的载人航空飞行。
随着航空发动机的更新换代,推动了军民用航空器一代一代的向前发展。
推重比作为航空发动机更新换代的重要指标,因此减小零件的重量成为航空发动机发展道路上的重要工作,因此发动机中的薄壁零件越来越多,加工难度也越来越大。
钛合金以其比强度高、机械性能及抗蚀性良好而成为飞机及发动机理想的制造材料。
某型机的回流器盖板是典型的薄壁盘类零件,材料为钛合金。
回流器盖板的最大外廓尺寸420mm,内、外壁壁厚为2mm,外壁和内壁的两端为圆弧状(流道面),在加工过程中无法装夹定位,而其要求配合面的平面度为0.05mm,且平行为0.02mm,由于零件外壁和内壁的两端均为圆弧状,没法定位和夹紧,因此解决该零件的定位和夹紧以及如何减小定位和夹紧变形是该零件加工的主要难点。
另外在零件壁薄加工时刀具和切削参数的选择也将影响零件的变形,影响其精度。
为最大程度上控制薄板变形,拟制造专用的工艺装备,对零件装夹定位及其夹具结构技术的研究、加工参数对控制薄壁件变形技术研究、加工过程中控制残余应力的技术研究、加工过程中形位公差控制技术研究。
加工编程时合理选择刀具和加工顺序,确定合适切削参数,减少切削变形。
根据实际加工情况调整切削参数,摸索参数变化对变形的影响,找出合理切削参数,减少切削变形。
2 典型薄壁件结构分析回流器盖板直径φ420,壁厚为2mm,零件配合面在φ192~φ411范围内达到要求平面度为0.05,是典型的薄壁件,结构异性件。
3 航空发动机材料分析航空航天产业为国防工业和制造业最重要的组成部分之一,随着现代飞机、航天器性能要求的不断提高,为了减轻重量,增加机动性和增加有效载荷和航程,航空航天零件材料在不断变革,在航空发动机和飞机结构件中钛合金、高温合金、复合材料的含量逐渐占据了主导地位。
零件装夹变形分析与解决措施
零件装夹变形分析与解决措施零件变形主要表现在装夹变形;切削力、切削热使零件产生变形;加工方法和技巧不当使零件产生变形;材料应力释放零件原因导致的变形等。
如果在生产过程中工件产生变形,那么肯定就会影响工件的形位精度,尺寸精度以及表面粗糙度,所以提高易变形零件加工质量和加工效率的关键就是装夹方法以及车削,铣削时的加工方法和技巧。
标签:装夹方法;刀具选择;切削用量1 为什么会产生零件装夹变形我们在加工生产中会遇到各种各样的问题,譬如在加工薄壁易变型零件时,就必须根据其不同的特点,找出薄弱环节,选用不同的工艺方法和夹紧方法来保证加工要求。
很多时候我们要具体问题具体分析,找到切实可行的办法来应对遇到的实际问题。
1.1 工件装夹不当为什么会产生变形?在我们生产实际操作中,如果我们采用三爪卡盘夹紧薄壁外圆,就会由于夹紧面积过小,夹紧力不均匀分布,那么拆卸以后,被卡爪夹紧部分就可能因弹性变形而涨大,最终导致零件出现多角形变化。
1.2 相对位置调整时候偏差,产生壁厚不均的现象经过多年的工作实践,我发现由于夹具、刀具,工件和机床主轴旋转中心的位置调整相对不准确,导致工件几何形状变化和壁厚不均匀现象。
我们遇见很多薄壁零件对于均匀性要求非常高,但对其尺寸精度要求却不高这种现象。
此时工件如果采用常规刚性定位,就会误差非常大,壁的厚度很容易超差。
这样工件在装夹过程中,假设我们没有根据实际特性,也就是工件刚度较低(薄壁件),或者不注意夹紧力的方向和施力点,那么支撑点和压紧点不能够重合就形成力矩效应,最终会引起零件变形。
1.3 为什么要强调零件壁厚差重要性有一部分薄壁零件对均匀性要求非常高,而对其尺寸精度要求却不高。
这种工件和彩刚性定位,就会误差很大,壁厚非常容易超差。
在装夹过程中的工件,假设刚度较低(薄壁件)或者夹紧力方向,施力点选择不恰当,支撑点与压紧点不重合必然形成力矩效应将会引起零件变形。
1.4 选用什么样的刀具至关重要我们选择什么样的刀具,会直接影响零件精度以及表面粗糙度。
浅析薄壁零件加工中变形振动分析和消振措施
薄壁零件加工中变形振动分析和消振措施摘要:车削过程中,工艺系统由于受到各种力的作用,工件和刀具之间常会发生相对振动。
它不仅使加工表面产生波纹,严重恶化加工精度和表面质量。
特别是最后一刀精车,当切削速度提高,常常会发生刺耳的响声,使车削无法继续加工下去。
所以,在加工薄壁零件中,不仅要考虑装夹中工件受力变形的问题,还要注意解决加工中振动问题关键词:薄壁零件加工变形振动措施车削薄壁零件在加工中很容易出现问题,如果我们在加工中善于总结经验,就能在加工中找出它的共性、个性和矛盾突出点。
变被动为主动。
从而才能够加工出合格的产品。
要想解决薄壁零件加工中出现的问题,我想从以下几个方面来加以分析。
一、薄壁零件装夹分析1、薄壁零件的加工特点薄壁零件以日益广泛地应用个工业部门生产机器零件中,车削薄壁零件的关键是变形、振动问题。
工件产生变形振动的原因大多是由于切削力、夹紧力、定位误差和弹性变形。
其中影响最大的是切削力和夹紧力。
我们在实践过程中减小切削力和切削热主要采取方法是:合理地选择切削用量、合理地选择刀具几何角度、减小夹紧力引起的变形,主要改变和改善夹紧力对零件的作用。
2、车削薄壁零件时采用的装夹方式以上讲的薄壁零件加工特点是车削中变形和振动问题。
由于薄壁零件的刚性差,车削中容易变形。
所以在装夹时要考虑到夹紧力的方向和着力点。
夹紧力的方向应选择在有利于减小夹紧力的部位。
如薄壁零件为套类,则可将径向夹紧力改为轴向夹紧力;薄壁零件为盘类,则可该轴向夹紧力为径向夹紧力;当薄壁零件径向和轴向刚性都很差时,保证夹紧力方向与切削力方向一致,就能使较小夹紧力起到较大夹紧力的作用。
还要夹紧力着力点应落在支承点正对面和切削力部位的附近以减小变形振动。
二、减小薄壁套装夹中变形的措施1、合理确定夹紧力的大小、方向、作用点。
粗、精车加工分开,当粗精车加工使用同一夹具时,粗加工余量大,切削力大。
因而需要较大的夹紧力。
而精车时余量小,切削力小,所需要的夹紧力也就小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
易变形零件变形控制的工艺研究
作者:刘军喆孟宪国
来源:《中国新技术新产品》2013年第20期
摘要:本文从零件的设计结构、材料的选择、机加工艺编制及热处理工艺等方面进行预防易变形件变形的研究。
提出了一些有效的措施,使易变形零件的变形得到有效的控制。
关键词:易变形;变形控制;工艺编制;热处理工艺
中图分类号:TG668 文献标识码:A
1 设计结构对零件变形的影响
零件设计结构要合理,厚薄不要太悬殊,形状要对称,在零件的厚薄交界处,尽可能采用平滑过渡等结构设计。
对零件的形状大多结构上很复杂,因此淬火冷却需要均匀,因此结构上可以通过进行组合来进行保证。
不合理的零件结构就会使得热处理后的零件在形变量上太大,如尖角、薄边以及沟槽和突变台阶以及厚薄不均等。
工件在形状上经常具有复杂的几何形状,并且截面大多也都不会对称,如:带有键槽的轴、键槽拉刀等,淬火冷却时,一个面散热快,冷却速度大:另一面散热慢,冷却速度小,也就是说截面形状不对称的工件淬火冷却是一种不均匀的冷却。
2 选材的常见问题
2.1 45不能代替40Cr(45易变形件)。
2.2 T8不能代替CrWMn(T8无法热校直)。
2.3 尽量不要用热处理温度高的材料代替热处理温度低的材料。
2.4 选择毛坯时,尽量选用消除了内应力的原材料。
3 原因
3.1 装夹条件。
零件在刚性上受到零件的厚薄影响,薄壁刚性上差一些,因此在加工过程中的薄壁零件会因为夹紧力以及支承力的不恰当产生的附加应力而出现变形;受到弹性变形的影响,零件的表面在形状以及精度上都会受到不良影响。
因此,欲保证工件质量,对于加工过程中的装夹以及定位设计的精度保证是必要因素之一。
3.2 残余应力。
此种应力的产生是由于加工零件的过程中刀具对于工件的作用产生,由于刀具在工作中会因为挤压以及切割的作用,在零件的内部以及零件的表面出现应力,这种应力就是由于加工残余而产生。
3.3 切削力和切削热、切削振动。
切削是零件的加工必不可少的供需,但是加工中由于切割动作,加工设备必须要克服材料的弹性形变以及塑性形变,除此之外,设备同材料之间由于相互作用力产生的摩擦也需要克服,而摩擦产生的内能造成的切削热也会影响到宫就爱你的变形与否,对工件质量造成影响。
3.4 设备的刚度。
切削设备的角度以及各项参数和冷却同样也会对工件质量予以影响。
4 如何控制形变
4.1 整体利用
由于薄壁零件的变形量大,刚性地等特点,在切削加工的过程中,需要尽量的对零件没有加工的部位进行有效的利用,这样可以通过未加工点作为支撑,使得零件可以处于最佳的刚性状态。
4.2 采用辅助支撑
对于易变形零件加工,关键问题就是要解决由于装夹力引起的变形。
为此可通过采用焊接支承,减少热处理变形,热处理后去掉支承。
用低熔点合金填充法等工艺方法,加强支撑,进而达到减小变形、提高精度的目的。
4.3 设计工艺加强筋,提高刚性
对于易变形零件,增加工艺筋条,以加强刚性,是工艺设计常用的手段之一。
4.4 对称分层加工,让应力均匀释放
毛坯初始残余应力对称释放,可以有效减小零件的加工变形。
4.5 合理选择工件定位装夹方法
为控制加工变形,除进行工艺方法的优化外,还要合理选择工件装夹方法,减小夹紧力对变形的影响。
当采用外圆定位、加工内型面的工艺方案时,夹紧力不宜集中于工件某一部分,应使其分布在较大面积上,使工件单位面积上所受夹紧力较小,从而减少变形。
采用通用压板装夹板类零件的装夹要点,多个压板在机床工作台面上围绕毛坯的作用点分布,减小零件变形。
磨削加工时,用磁力平台的磁力,吸住易变形零件端面,进行磨削,减小零件变形。
易变
形零件在加工过程中,因应力释放极易变形,工艺方法常采用粗、精加工分开进行,并在粗加工后进行去应力处理,即采用粗加工—去应力热处理—精加工的流程。
5 热处理变形的常见问题及控制方法
影响热处理变形的因素,除机械加工工艺路线对热处理变形的影响外,设计结构、热处理工艺编制及材料的选择等方面也影响巨大。
设计与工艺有时需要考虑热处理变形,更改设计结构,尽量减少尖角薄边和薄厚不均现象;增加工艺孔槽、预留余量或者制作夹具减少热处理变形;进行热处理试验,改进工艺。
实践表明,工件形状愈不对称,或冷却不均匀性愈大,淬火后变形也愈明显。
对一些高碳合金工具钢,CrWMn、GCr15钢的球化等级对其热处理变形开裂和淬火后变形的校正有很大影响。
对零件进行预先热处理,消除机械加工过程中产生的残余应力。
合理选择加热温度,控制加热速度,采纳缓慢加热速度、预热和其它均衡加热的方法来减少零件热处理变形。
在保证零件硬度前提下,尽量用预冷、分级冷却淬火或等温淬火工艺。
条件许可情况下,采用真空加热淬火和淬火后的深冷处理。
采用预先热处理、时效处理、调质处理来控制零件的变形。
零件变形的原因:在机械加工过程中的残余应力和淬火后的应力叠加,增大了零件热处理后的变形。
预防措施:粗加工后、半精加工前应进行一次去应力退火。
降低淬火温度,减少淬火后的残余应力。
采用等温淬火工艺可减少淬火残余应力。
热处理加热工艺对零件变形的影响:加热速度较快,容易产生较大的变形。
加热速度越快,零件表面与心部的温度差别越大,应力也越大,零件热处理后产生的变形也越大。
由于零件各处薄厚不均或存在尖锐圆角,因此淬火时引起零件各部分之间的热应力和组织应力的不同,导致各部分体积膨胀的不同,零件淬火后产生变形。
零件变形原因是复杂的,易变形件变形控制则是机加工艺编制、热处理工艺编制的难点。
需从零件设计结构、材料的选择、机加工艺编制及热处理工艺编制等方面考虑。
我们只要掌握其变形规律,合理选择材料,采用最佳的设计结构及工艺措施,可有效控制易变形零件变形。
通过分析产生变形原因,采用不同方法进行预防易变形件变形,变形是能减少的,也是能控制在合理范围内的。
参考文献
[1]杨叔子.机械加工工艺师手册[M].北京:辽机械工业出.
[2]蒋以忍.金属工艺学[M].沈阳:辽宁省出版局出版.。