感应炉衬不良解析对策1
感应炉熔炼常见问题及对策
感应炉工作中出现的问题很多,以下仅就若干常见问题作一介绍。
1、元素烧损偏大感应炉中Si、Mn、Cr等易氧化元素的烧损,多在3%~5%。
烧损超值,铸铁化学成分波动,必然要引起一系列的组织和性能问题。
元素烧损大,一般发生在熔清时间过长,又未注意造渣保护的时侯。
若废钢用量大,轻薄料多,炉料带水带锈,问题更是加重。
避免元素烧损过大的办法是:(1)炉料尽量干净,形状不要枝叉,尺寸不能过大、过薄。
(2)杜绝架料,并创造一切能快熔的条件。
(3)熔炼前期要及时造渣,后期高温下有熔渣覆盖。
充分发挥熔渣的保护作用。
(4)如果工厂有切屑要利用,炉底可铺一些,熔清向熔池分批添加一些。
2、铁液中O偏高感应炉没有冲天炉的氧化性气氛,而且由于铁液中的[O]和[FeO]与[C]产生反应,使Fe受到了C的保护,铁液中的溶氧是不多的。
可是熔炼后期为了促使增C剂溶吸,常调低电频率以加强熔池搅动。
如果“驼峰”过高,调频时间过长,铁液与大气接触几率增加,被离解的O离子将进入铁液。
熔炼后期添加料未经烘烤,也会使[O]、[H]增加。
近期,有业内人士提出:在1500℃以上保温,[O]不会降低,而是提高的观点,可供参考。
防止O偏高的办法是:(1)熔炼后期调频不要过度。
(2)后期不要使用潮湿的物料和工具。
(3)过热温度不要过高,切忌高温下长时间保温。
3、铁液C量低于预期铁液温度超过平衡温度,反应SiO2+2C=Si+2CO向右进行,造成铁液降C 增Si。
所以配料时不能忘了补C。
要掌握本厂的降C量,把C量如数补足。
还要提醒一点,灰铸铁后期调整成分,要采取先Mn再C后Si的顺序。
4、铸件机加工后,发现有裂隙状气孔裂隙状气孔是N气孔的特征。
当[N]超限时容易发生,铁液中非金属夹杂物多,发生的几率更高。
“病从口入”,所以要限制电弧炉废钢用量,电弧炉废钢的[N]高,而转炉废钢则不然。
更要防止混入含N高的废合金钢料,如高锰钢、耐热的高铬铁素体钢和铬锰氮钢,以及奥化体钢等。
加热炉内衬故障及修复措施

加热炉内衬故障及修复措施汇报人:2023-12-31•加热炉内衬故障概述•加热炉内衬常见故障•加热炉内衬故障诊断方法目录•加热炉内衬修复措施•加热炉内衬修复注意事项•加热炉内衬维护建议01加热炉内衬故障概述加热炉内衬故障是指加热炉内衬材料在使用过程中出现的破损、开裂、剥落等现象,导致炉内温度、压力等工艺参数异常,影响正常生产。
常见的加热炉内衬故障包括裂纹、剥落、烧蚀、变形等。
这些故障可能由多种因素引起,如内衬材料质量不佳、工艺操作不当、设备老化等。
故障定义与类型故障类型故障定义内衬材料本身可能存在质量不均匀、夹杂物、气孔等缺陷,导致其在使用过程中易发生开裂、剥落等现象。
内衬材料缺陷加热炉操作过程中,温度、压力等工艺参数控制不当,可能导致内衬材料过热、过压,加速其损坏。
工艺操作不当加热炉长期使用过程中,内衬材料受到高温、氧化等因素的影响,逐渐老化、变脆,容易发生破损。
设备老化故障发生的原因故障对生产的影响生产中断加热炉内衬故障可能导致炉内温度、压力等工艺参数异常,影响产品质量和产量,严重时甚至需要停炉检修,造成生产中断。
安全风险内衬故障可能导致炉内温度、压力失控,引发火灾、爆炸等安全事故,对人员和设备造成严重威胁。
环境污染内衬破损可能导致炉内有害气体泄漏,对环境造成污染。
02加热炉内衬常见故障炉墙裂缝是加热炉内衬常见的一种故障,会导致热量损失和生产中断。
详细描述炉墙裂缝通常是由于炉衬材料老化、温度波动过大或机械应力等原因引起的。
裂缝会导致炉衬的保温性能下降,增加能耗,并可能引发更严重的故障。
炉墙剥落是由于炉衬材料与基体结合力不足或长时间高温作用导致的。
总结词炉墙剥落会影响炉衬的完整性和保温性能,严重时可能导致生产中断。
剥落的原因可能包括材料质量问题、施工工艺不当或长时间高温氧化等。
详细描述炉墙坍塌是一种严重的故障,可能导致生产安全事故。
总结词炉墙坍塌通常是由于炉衬结构强度不足、地基下沉或长时间高温作用导致的。
提高中频感应电炉炉衬寿命的解决方案
提高中频感应电炉炉衬寿命的解决方案中频感应电炉广泛应用于钢铁、有色金属、铸造等行业,但是炉衬寿命往往成为制约其运行效率和经济效益的瓶颈。
为了提高中频感应电炉炉衬寿命,下面提出以下方案。
一、合理使用炉衬材料和结构。
炉衬材料和结构是影响炉衬寿命的关键因素。
选择合适的材料和结构可以大幅度延长炉衬寿命。
一般来说,合金铸铁材料比普通铸铁更耐热耐磨损。
此外,炉衬结构的设计应合理,减少不必要的接缝和缝隙,降低热应力,避免破损。
二、增加炉衬冷却水流量。
炉衬冷却是防止炉衬过热和高温软化的关键措施。
通过增加冷却水流量,可以有效地降低炉衬表面温度,减少温度梯度,避免热应力破裂和软化。
同时,冷却水的流量和温度也应根据炉内温度和负荷情况进行调整。
三、严格控制炉内气氛。
炉内气氛对炉衬寿命也有很大影响。
气氛中的氧化物、硫化物等有害物质,会对炉衬表面造成腐蚀和氧化,加速炉衬的老化和磨损。
因此,应严格控制炉内气氛,保持炉内纯净,避免有害物质产生和沉积。
同时也可以使用针对性的气氛保护技术,防止炉衬氧化和腐蚀。
四、加强炉衬维护保养。
炉衬的维护保养对于炉衬寿命至关重要。
在工作中,要定期对炉衬表面进行清理和维护,以去除表面沉积物、氧化物等对炉衬表面的影响。
同时,在炉衬清理后,应在炉衬表面涂覆特殊防护涂层或涂覆特殊材料,以提高炉衬表面的抗氧化和抗腐蚀能力,延长炉衬使用寿命。
总之,提高中频感应电炉炉衬寿命的关键在于使用合理的材料和结构、增加冷却水流量、严格控制炉内气氛以及加强炉衬维护保养。
通过以上方案的实施,可以有效提高炉衬寿命,降低炉衬维修和更换成本,提高中频感应电炉的运行效率和经济效益。
无芯感应电炉(矿热炉)炉衬失效的形式及原因分析

无芯感应电炉(矿热炉)炉衬失效的形式及原因分析耐火材料作为感应炉的结构材料及元部件材料,单位消耗在很大程度上与经营管理状况有关系。
吨钢产量所消耗的耐火材料的质量称耐火材料综合消耗指标,它是衡量一个国家的工业水平,尤其是耐火材料质量的重要指标。
一般来说,质量好的耐火材料在炉窑上使用的效果好,寿命长,但使用条件不能忽视,如同一种耐火材料在同一热工设备上使用,由于使用条件改变,往往使用结果差别很大。
因此,为充分满足国内金属熔炼生产需要,有必要进一步研究炉衬的失效形式,分析炉衬的使用条件及寿命的影响因素,探讨提高炉衬使用寿命的有效措施。
无心感应电炉炉衬通常采用不定型耐火材料整体施工,炉衬结构是在紧靠线圈的一侧涂抹一层有一定锥度的线圈浆料,接下来是报警网,在报瞥网内再铺—层云母纸,最后是干式捣打工作炉衬。
过热过热是指炉衬使用在过高的熔化温度下,足以熔合或熔化耐火材料的结合剂,分不清炉衬的颗粒形状,如图1所示。
图 1 炉内金属液过热示意图过热的现象:耐火材料呈现玻璃状,一般发生在炉体下部。
炉衬过热时,炉衬的粒形和颗粒的边缘通常是分不清楚的。
炉衬一旦过热,将经不起热冲击,再起熔也不会成功,过热后的耐火材料如图2所示。
图2 过热后的耐火材料表1 渣样的能谱定量分析结果过热会导致过热区域耐火材料严重侵蚀,炉衬烧结层产生不均匀的玻璃体,抗热冲击(热冲击是温度变化或者温度梯度对炉衬产生的应力。
当应力超过耐火材料的强度时,将使炉衬产生裂纹或者使原有裂纹扩张)的性能降低,没有足够的可逆膨胀,产生的裂纹无法弥合。
表1是对现场渣样进行的能谱定量分析结果的实例。
从表1可以看出,渣样中含28.68%SiO2,18.78%P2O5,84%K2O,28.79%CaO,其中P2O5来自脱氧剂,SiO2、K2O、CaO不能找到明确的来源,但是根据电化学原理,几乎所有的电解质的化学电位差在温度升高时,都有大的变化趋势,因此在温度升高时,SiO2、P2O5、K2O、CaO等氧化物的电解质与Al2O3,之间的电位差因温度的升高都有变大的趋势,因而反应也会加剧。
中频感应电炉常见故障分析

中频感应电炉常见故障分析现在中频感应电炉目前已得到广泛的使用, 随着晶闸管容量、质量的不断提高, 中频炉技术的不断完善, 感应加热及熔炼的中频电炉在使用及维修上都已经取得了很大的进步。
要用好修好中频炉, 熟悉中频感应电炉常见的电气故障及处理方法是很有必要的, 总结维修过程中的经验, 对指导今后的工作很有协助。
1 中频感应炉及其电源的特点1. 1 我厂的500kg 中频炉, 其中频电源装置进线采用380V 三相电源, 额定输出功率250kW。
中频电压750V , 中频电流550A。
有相序指示电路及显示, 内有整流控制电压表, 整流脉冲电流表, 逆变控制电压表, 逆变脉冲电流表, 有工作ö检查转换开关。
控制板一共四块, 除电源板外, 还有一块整流板, 一块逆变板和一块保护板。
采用自激式预磁化撞击启动。
其过流保护不是采用整流拉逆变, 而是关桥的保护方式, 即主电路发生过流或过压时, 发出信号使控制电源瞬间短路, 封锁整流脉冲, 同时续流二极管使滤波电抗器中的能量通过逆变桥构成通路消耗掉。
另外, 各控制板采用了Kc04、Kc41 片子及部分运算放大器。
2 常见电气故障分析中频感应电炉, 就其故障发生的范围来说, 主要可分为二大块: 一是控制部分, 二是主电路, 即包括补偿电容器、感应器在内的谐振回路与水冷电缆及母排等部分。
就故障的种类来说, 主要有过电流、过电压以及输出中频功率低等。
造成这些故障的原因是多种多样的, 下面将逐一分析。
2. 1 控制电源打开后, 按启动按钮, 中频电源装置无反应产生这类故障的主要原因有:(1) 循环冷却水未打开或水压不够。
这造成电接点水压表内的常开接点未接通, 中频柜内的整流电源板没有电, 即没有整流电压输出, 因而整流触发板及逆变触发板均无触发脉冲, 当然中频电源装置就没有反应。
通常此时柜内的整流脉冲电压表、电流表均无显示。
(2) 启动控制回路的时间继电器1KT 常开延时闭合触点损坏或启动延时时间过长或过短。
感应电炉炉衬积渣、挂渣的产生与防止

感应电炉炉衬积渣、挂渣的产生与防止本帖最后由海啸于 2017-11-30 11:10 编辑确认挂渣之产生原因,必要时采取样品作化学分析及显微组织与矿物相分析,防止积渣要比去除挂渣容易。
但若使用助熔剂的话,可能会损伤耐材炉衬,加快炉衬之熔蚀反应。
若在低铁水液面除渣不易的话,可将铁水出清,在浇包中作除渣。
一、低熔点渣生成与积附主要是由于操作温度较低,低熔点渣(Si+O2→SiO2)之粘度增加而积挂的现象,其防范与改善措施为:1.偶而提高熔化温度,将积渣熔化。
2.偶而提高铁水液面高度,将积渣熔化。
3.加盖,减少表面温度散失,将积渣熔化。
4.经常上下调整铁水液面高度,防止单一部位之渣线熔蚀。
二、高熔点渣之生成与积附二氧化硅质成份之炉渣积附反应,是由于在1400℃之左右,硅与高铁绣之一氧化铁反应而生成的,其化学反应方程式为:2FeO+Si→2Fe+SiO2。
其特点为,在炉渣取样分析中,可发现高含量的SiO2及FeO。
回收铸件未预先作清理,其中所夹带的铸造砂,所产生高熔点之模来石质(3Al2O3˙2SiO2)或刺针状的氧化铝(Al2O3)矿物渣的积附现象。
其特点为,在炉渣取样分析中,可发现高含量的模来石与氧化铝;或在碱性制程中,误选酸性(SiO2)炉衬材料,防范与改善措施为:1.回收铸件必须预先清理干净,要将铸造砂去除干净。
2.使用干净的铁块,避免使用含高量铁锈、泥沙,及含有高铝矿物之铁块。
3.保持在稍高于1400℃左右之炉浴操作温度,不可过高,以防止F a y a l i t e高蚀性炉渣之生成。
(2FeO+ SiO2→2FeO˙SiO2)4.添加碳化硅(S i C)。
此外,碳化硅与一氧化铁之化学反应,会产生放热现象,提供部份有效而免费的热源,有助于局部提热的好处,其反应方程式为:SiC+3FeO→3Fe+SiO2+CO+4430kcal / kg5.尽量避免选用含有铝金属成份之硅铁,改用冶金级的碳化硅。
提高中频感应电炉炉衬寿命的解决方案

提高中频感应电炉炉衬寿命的解决方案一、背景介绍中频感应电炉是一种广泛应用于金属加工和热处理的设备,其炉衬是承受高温和腐蚀的关键部件之一。
然而,由于工作环境的恶劣和长时间的使用,炉衬的寿命往往较短,需要频繁更换,给生产造成了很大的损失。
因此,提高中频感应电炉炉衬寿命成为一个重要的问题。
二、问题分析当前中频感应电炉炉衬的主要问题包括: 1. 高温腐蚀:高温下的化学反应会导致炉衬表面的腐蚀,从而损害其使用寿命; 2. 热疲劳:炉衬在加热和冷却过程中会经历很大的温度变化,容易出现热疲劳裂纹; 3. 磨损:金属材料在高温下的相互摩擦会导致炉衬表面的磨损,加速其老化; 4. 氧化:炉衬表面长期暴露在空气中,容易与氧发生反应,形成氧化层,进一步损害其性能。
三、解决方案为了提高中频感应电炉炉衬的寿命,可以采取以下措施:1. 材料的选择选择高温腐蚀性能较好的材料作为炉衬,例如耐火材料、高温合金等。
这些材料具有良好的耐高温、耐腐蚀和耐磨损性能,能够有效延长炉衬的使用寿命。
2. 耐火涂层的应用在炉衬表面涂覆耐火涂层,可以增加炉衬的抗高温腐蚀和抗热疲劳能力。
耐火涂层能够形成致密的氧化层,阻止金属与氧发生反应,同时能够承受更高的温度变化,减少热疲劳裂纹的产生。
3. 温度控制的优化合理控制中频感应电炉的工作温度,避免温度过高或过低对炉衬造成的损伤。
可以通过改变工作参数、优化电磁场分布等手段,减少炉衬的热应力和热疲劳。
4. 炉衬的定期维护和保养定期对中频感应电炉的炉衬进行维护和保养,包括清理表面积聚的杂质、修补炉衬表面的裂纹、检查耐火涂层的状况等。
及时发现和修复炉衬的问题,能够延长其使用寿命。
四、实施效果与展望通过采取上述措施,可以显著提高中频感应电炉炉衬的寿命,降低更换频率和维护成本,提高生产效率和产品质量。
同时,还能减少废品产生,降低对环境的影响。
然而,目前的解决方案仍然存在一些问题,如耐火涂层的性能和稳定性有待改进,温度控制的精度有待提高等。
电炉维修:中频炉炉衬损毁的原因及解决方案
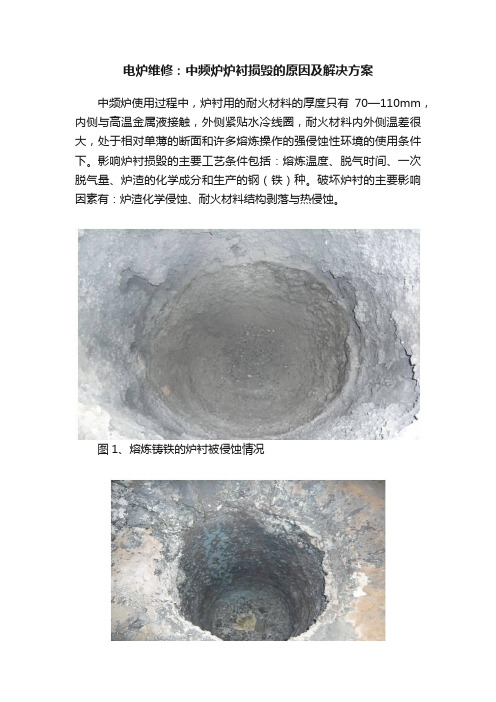
电炉维修:中频炉炉衬损毁的原因及解决方案中频炉使用过程中,炉衬用的耐火材料的厚度只有70—110mm,内侧与高温金属液接触,外侧紧贴水冷线圈,耐火材料内外侧温差很大,处于相对单薄的断面和许多熔炼操作的强侵蚀性环境的使用条件下。
影响炉衬损毁的主要工艺条件包括:熔炼温度、脱气时间、一次脱气量、炉渣的化学成分和生产的钢(铁)种。
破坏炉衬的主要影响因素有:炉渣化学侵蚀、耐火材料结构剥落与热侵蚀。
图1、熔炼铸铁的炉衬被侵蚀情况图2、熔炼铸钢的炉衬被侵蚀情况1.中频炉的炉衬中频炉的炉衬通常是用各种规格粒度组成的耐火材料打结而制成(常用的耐火材料主要有镁质、石英质、铝质及复合材料四大类)。
其特点是:直接结合。
因而抗侵蚀性能高、力学强度高、抗热震性能良好。
图3、严格按打结工艺打结出的炉衬2、镁质炉衬材料的损毁机理以镁质耐火材料为例,阐述一下镁质材料的损毁机理:镁质材料损毁的主要表现是:流动钢液造成的热侵蚀和炉渣成分渗透进入材料中引起的化学侵蚀。
熔炼过程中溶液会通过耐火材料基体中的毛细孔道渗入到耐火材料基体内部侵蚀炉衬。
渗入到耐火材料基体内部的成分包括;渣中的CaO、SiO2、FeO; 钢液中的Fe、Si、Ai、Mn、C,甚至还包括金属蒸汽,CO气体等。
这些渗入成分沉积在耐火材料毛细孔道中,造成耐火材料工作面的物理化学性能与原耐火材料基体的不连续性,在操作温度急变下将出现裂纹、剥落和结构疏松,严格的说这个损毁过程比溶解损毁过程严重得多。
加入炉内的金属材料会带入各种不同的氧化物,不同材质、不同炉次的炉渣成份也不尽相同。
炉渣中存在的各种氧化物、碳化物、硫化物及各种形态的复合化合物,大部分都会和炉衬发生化学反应,生成不同熔点的新的化合物。
反应中生成的一些低熔点氧化物如铁橄榄石(FeOSiO2)、锰橄榄石(MnOSiO2)等熔点一般在1200℃左右范围内。
低熔点渣具有极好的流动性,可能会形成助熔剂作用,对炉衬产生剧烈的化学侵蚀,从而降低炉衬的使用寿命。