Shell Helix F 5W-30 Passenger car engine oil for modern cars
城市轨道交通润滑解决方案

线上维保平台
§ 在线设备档案管理 § 设备维保数据记录 § 油品更换定期提醒 § 现场服务一键申请 § 维保数据报表分析
Copyright of Shell International B.V.
§ 线上:设备档案与维保信息管理 § 线下:标准/专业现场服务体系
线下服务体系
§ 专业服务团队与设备 § 专业完善的服务体系 § 专业服务流程管理 § 专业现场服务操作 § 专业现场服务安全管理
最先进的光纤工具,采用高性价比、高效率、非侵入性的方法,用于检查所有发动机和设备 零部件。能够帮助客户在产生代价高昂的机械损伤之前确定潜在的故障。
服务创造价值:壳牌致力于为客户提供高品质的产品和优质的服务,并以此为荣。
Copyright of Shell International B.V.
壳智汇– 线上线下结合 为客户创造价值
变压器
大雅拿Diala S4 ZX-1
CONFIDENTIAL
10
壳牌城市轨道交通润滑产品及服务—运营车辆用油方案
牵引齿轮箱工况
高转速 高载荷 连续运行 油量少 长寿命 运行温差大等
Copyright of Shell International B.V.
对油品要求
抗剪切能力 抗氧化 抗极压 耐高温 长寿命 性能稳定可靠 润滑状态的检测和 辅助预防维护
润滑油品应用 运营优化
Shell
LubeCoach(润滑培训师)
Shell
LubeAnalyst(润滑分析师)
Shell
LubeVideoCheck
(在线监测)
将为客户的设备,技术,销售等人员提供专业的油品应用和设备管理的培训和交流项目,通 过深度润滑培训,帮助客户业务实现增值。
壳牌工程机械专用油编码
壳牌工程机械专用油编码
由于不同的机型和工作环境需要不同种类和规格的专用油,因此壳牌为其工程机械润滑油产品指定了不同的编码,以方便客户选择使用。
以下是部分壳牌工程机械专用油的编码及其特点:
1. Rimula R6 M 10W-40 (工程、采矿及建筑机械专用油):
编码:550046134
产品特点:全合成技术,适用于重载和高效能的柴油发动机,具有优异的清洁功效和抗磨损性能。
2. Spirax S4 CX 10W-30 (传动系统和液压系统专用油):
编码:550027244
产品特点:在高压、高温和高负荷的恶劣工作环境中,能够保护液压系统、传动系统和湿式刹车系统,提供长时间的润滑和保护。
3. Rimula R4 X 15W-40 (柴油发动机专用油):
编码:550027976
产品特点:适用于中重型柴油发动机,在各种工作条件下都具有出色的保护效果,有效延长发动机寿命。
4. Spirax S5 T 20W-40 (变速器和液压系统专用油):
编码:550046485
产品特点:适用于变速器、液压系统等大型机械设备,具有优异的低温启动性能和高温稳定性,能够提高设备的可靠性和运行时间。
5. Spirax S6 AXRME 75W-90 (后桥和减速器专用油):
编码:550047416
产品特点:适用于各种型号的减速器和后桥,具有高温抗氧化、承压力大和低温流动性能优异等特点,用于重载设备的后桥润滑效果显著。
壳牌润滑油HDS

壳牌润滑油(Shell)-壳牌润滑脂HDS壳牌施达纳HDS润滑脂,Shell Stamina HDS简介:壳牌施达纳HDS润滑脂性能优异的高技术工业极压高温润滑脂,特别适用于高温工作环境,对轴承提供全面保护,极大地延长轴承寿命。
壳牌爱万利EP系列润滑脂Shell Alvania EP(00)、EP0、EP1、EP2、EP3、EP000简介:壳牌爱万利EP润滑脂是由高粘度指数矿物基础油和锂皂基稠化剂调合而成,并含有无铅型极压添加剂和抗磨、抗腐蚀添加剂。
壳牌爱万利EP润滑脂是高级无铅多用途工业极压润滑脂。
可广泛应用于工业滚动和滑动轴承,如冶金、造纸、采矿和建筑行业。
壳牌爱万利RL系列润滑脂Shell Alvania RL1、RL2、RL3简介:壳牌爱万利RL润滑脂是使用于中等温度条件下的高品质、多用途工业润滑脂。
壳牌爱万利RL润滑脂是由高粘度指数矿物油和锂皂基稠化剂调合而成,并含有抗氧、抗磨、抗腐蚀添加剂。
可以长期的使用过程中保持良好的性能。
壳牌爱万利HD2润滑脂 Shell Alvania HD2简介:壳牌爱万利HD2润滑脂是高品质、极压多用途工业润滑脂,适用于润滑在中等温度下工作的轴承。
壳牌爱万利HDX2润滑脂 Shell Alvania HDX2简介:壳牌爱万利HDX2润滑脂是由高粘度指数矿物基础油,钙、锂混合皂基,防腐蚀、极压添加剂和二硫化钼固体润滑剂调合而成,是适用于在潮湿、灰尘污染多和极压环境下使用的特质润滑脂。
壳牌爱比达EP2润滑脂 Shell Albida EP2简介:壳牌爱比达EP2润滑脂是高级多用途极压润滑脂,主要由高粘度指数矿物基础油和锂复合皂基稠化剂构成,并含有抗极压、抗氧化、抗磨损、抗腐蚀添加剂。
先进的添加剂配方为润滑脂提供了卓越的高温抗氧化性能,并能提高润滑脂的常温抗氧化、抗磨损以及抗腐蚀性能。
特别适用于在高温、高负荷条件下使用的重载轴承。
壳牌爱比达HD2润滑脂 Shell Albida HD2简介:壳牌爱比达HD2润滑脂是高性能高温、重负荷、极压工业润滑脂,适用于润滑高温、重载条件下工作的轴承。
Bell Helicopters 505 型号机器人油冷却风扇集装箱挂钩检查和修改指南说明书

Bell Product Support EngineeringTel:1-450-437-2862/1-800-363-8023/*****************************MANPOWER:Approximately 1.0 man-hour is required to complete PART I of this bulletin. Approximately 2.5 man-hours are required to complete PART II of this bulletin.This estimate is based on hands-on time and may vary with personnel and facilities available.WARRANTY:Owners / Operators of Bell Helicopters who comply with the instructions in this bulletin will be eligible to receive replacement part and labor as applicable, listed in the bulletin. The portal allocates specific warranty entitlement for an aircraft by serial number. The Product Service Letter (PSL) number which will be listed below the bulletin number on the introduction page. This is going to be a required field when submitting a claim on the Bulletins Tab for replacement parts, labor, and/or freight. If you receive an ASB or TB that does not have a PSL number, then there is no warranty entitlement for that bulletin.Labor entitlement: YesPART I$95.00PART II$237.50To receive parts, labor, under warranty:•Comply with the instructions contained in this Bulletin no laterthan the applicable date in the COMPLIANCE section.•If there is a PSL number identified in the bulletin you will berequired to enter this PSL number which will validate warrantyentitlement for the selected aircraft. Please ensure that you usethe Bulletin tab on the warranty section on portal to file your claim.NOTE: A user guide on how to submit a claim can be found here:How to Submit PSL Bulletin Claims.The following CA-505-23-35 KIT is required for the accomplishment of this bulletin and may be obtained through your Bell Supply Center.Part Number Nomenclature Qty (Note) CA-505-23-35 Modification Kit 1 (1,2) NAS1792A3-1 NUTPLATE 2 (3)MS20426AD3-4 RIVET 4 (3)NAS6603-2 BOLT 2 (3)NAS1149D0316J WASHER 2 (3)SLS-040-370-103 BRACKET 1 (3)NOTES: 1. Additional washers NAS1149D0316J and/or NAS1149D0332J may be required for accomplishment of PART I of this bulletin, but not included as part of the kit. These will need to be procured separately. 2. Additional NAS6603-3 bolts (QTY2) may be required for the accomplishment of PART I of this bulletin but are not part of the kit. These will need to be procured separately. 3. Parts included in kit CA-505-23-35. Consumable Material: The following material is required to accomplish this bulletin, but may not require ordering, depending on the operator’s consumable material stock levels. This material may be obtained through your Bell Supply Center. Part Number Nomenclature Qty (Note) Reference * 2100-00345-00 CHEMICAL FILM 1 QT (1) C-100 2100-00044-00 CORROSION PROTECTIVE COMPOUND (GRADE 1) 1 PT (1) C-101 2100-09016-02 CORROSION PROTECTIVE COMPOUND (GRADE 2) 1 PT (1) C-104 2230-00559-00 EPOXY POLYAMIDE PRIMER 8 OZ (1) C-204 2010-07915-01 SEALANT (AMS-S-8802, Class B-2) 6 OZ (1) C-308 * C-XXX numbers refer to the consumables list in the BHT-ALL-SPM, Standard Practices Manual NOTE 1: The quantity indicated is the format the product is delivered in. The actual quantity required to accomplish the instructions in this bulletin may be less.WEIGHT AND BALANCE:Not affected.ELECTRICAL LOAD DATA:Not affected.REFERENCES:505-MM Maintenance Manual, Chapter 53.BHT-ALL-SPM, Standard Practice Manual, Chapter 3.PUBLICATIONS AFFECTED:505-IPB Illustrated Parts Catalogue, Chapter 65.505-MM Maintenance Manual, Chapter 65.ACCOMPLISHMENT INSTRUCTIONS:PART I: One-time inspection.1. Prepare the helicopter for maintenance.2. Remove the exhaust fairing (444AT) (DMC-505-A-53-40-05-00A-520A-A).3. Using a 10X magnifying glass and bright light, inspect the right bracket (3, Figure 1,sheet 1 of 4) of the oil cooler blower housing for cracks.a. If a crack is found, perform PART II of this bulletin prior to next flight.b. If no cracks are found, perform PART II of this bulletin within 50 flight hours or 90days, whichever occurs first, following the accomplishment of PART I. Go to step4.CAUTIONMAKE SURE THERE IS SUFFICIENT PROTECTIONAROUND THE FAN SHAFT ASSEMBLY AND HOUSING.THE HOUSING WILL BE LOOSE ON THE FAN SHAFT. THISWILL HELP PREVENT DAMAGE TO THE UNIT.4. Remove bolts (1, Figure 1, sheet 1 of 4) and washers (2). Measure gap betweenbracket (3, Figure 1, sheet 1 of 4) and truss bracket (10, Figure 1, sheet 3 of 4).a. If gap is less than 0.016 inch (0.406 mm), go to step 5.b. If gap is 0.016 to 0.050 inch (0.406 to 1.27 mm), shim the gap usingNAS1149D0316J and/or NAS1149D0332J washers. Apply sealant (C-308) on faying surfaces of washers prior to installation. Go to step 5.c. If gap is greater than 0.050 inch (1.27 mm), perform PART II of this bulletin priorto next flight.5. Apply corrosion preventive compound (C-104) to the shank of the bolts (1).-NOTE-Once bolts (1), washers (2), and shims (additional washers)are installed, make sure that a minimum of 2 threads of thebolts (1) are exposed through the nutplates. If 2 threadscannot be achieved, remove bolts and install NAS6603-3bolts.6. Install bolts (1), washers (2), and shims (washers) determined in step 4.b, if required.Torque bolts (1) 20 to 25 inch-pounds (2.3 to 2.8 Nm) plus the measured tare torque of 2 to 18 inch-pounds (0.2 to 2.0 Nm).7. Install the exhaust fairing (444AT) (DMC-505-A-53-40-05-00A-720A-A).8. Make an entry in the helicopter logbook and historical service records indicatingcompliance with PART I of this Alert Service Bulletin.PART II: Modification of right bracket of the oil cooler blower housing.1. Prepare the helicopter for maintenance.2. Remove the exhaust fairing (444AT) (DMC-505-A-53-40-05-00A-520A-A).CAUTIONMAKE SURE THERE IS SUFFICIENT PROTECTIONAROUND THE FAN SHAFT ASSEMBLY AND HOUSING.THE HOUSING WILL BE LOOSE ON THE FAN SHAFT. THISWILL HELP PREVENT DAMAGE TO THE UNIT.-NOTE-Removal of the right aft-fuselage panel (192AR) may berequired (DMC-505-A-53-30-02-00A-520A-A).3. Remove bolts (1, Figure 1, sheet 1 of 4) and washers (2) from the blower housingbracket of the fan shaft assembly (3). Retain hardware for installation in a future step.4. Cut right mounting bracket (6) (Figure 1, View C, sheet 2 of 4).a. Cut to a dimension of 0.800 inch (20.32 mm) on the blower housing bracket (6).b. After being cut, discard cut (vertical) portion of the bracket.c. Round outside corners of cut bracket (6) to a minimum radius of 0.090 inch (2.286mm). Break all sharp edges.5. Drill two holes using a 13/64 inch drill bit (5.159 mm) through the right horizontalbracket (6) of the blower housing (Figure 1, sheet 2 of 4). Debur holes.6. While centering nutplates (4, Figure 1, sheet 2 of 4) over holes drilled in step 5, locatethe attachment holes for both nutplates. The attachment holes of the nutplates (4) should be placed in a fore and aft direction as shown.7. Drill the four holes located in step 6 using a 3/32 inch (2.381 mm) drill bit. Deburholes. Counter sink the holes from the top surface of the bracket (6) with a 100 degree countersink (Figure 1, sheet 2 of 4).8. Apply chemical film (C-100) to all exposed bare metal of the bracket (6) (BHT-ALL-SPM, Chapter 3). Apply epoxy polyamide primer (C-204) over the chemical film (BHT-ALL-SPM, Chapter 3).9. Install the nut plates (4) using rivets (5).10. Apply corrosion preventive compound (C-104) to the shank of the bolts (1) retainedfrom step 3, and bolts (8).11. Install bracket (7) using bolts (1 and 8) and washers (2 and 9) (Figure 1, sheet 3 of4) to blower housing bracket (6) and truss (10).-NOTE-If adjustment is required, it may require loosening of the boltson the left oil cooler housing bracket. Following adjustment,the bolts are torqued to the same value as bolts (1 and 8).12. Torque the bolts (1 and 8) 20 to 25 inch-pounds (2.3 to 2.8 Nm) plus the measuredtare torque of 2 to 18 inch-pounds (0.2 to 2.0 Nm).a. Make sure no gaps exist between the bracket (7), oil cooler housing bracket (6),and truss (10).b. Make sure no fouling exists between bracket (7) and truss (10) weld bead.c. Make sure that there is a minimum clearance of 0.050 inch (1.27 mm) betweenthe forward face of the impeller and the housing of the fan shaft assembly.d. If adjustment is required, repeat steps 11 and 12 adjusting housing fit to providesufficient clearance.13. Apply Corrosion preventive compound (C-101) to the head of the bolts (1 and 8),washers (2 and 9), and exposed threads of bolts (1 and 8) in nutplates (4).14. If the right aft-fuselage panel (192AR) was removed, install (DMC-505-A-53-30-02-00A-720A-A).15. Install the exhaust fairing (444AT) (DMC-505-A-53-40-05-00A-720A-A).16. Make an entry in the helicopter logbook and historical service records indicatingcompliance with PART II of this Alert Service Bulletin.Figure 1 – Oil Cooler Blower Housing Installation (sheet 1 of 4)Figure 1 – Oil Cooler Blower Housing Bracket (sheet 2 of 4)Figure 1 – Oil Cooler Blower Housing Bracket (sheet 3 of 4)ASB 505-23-35 Page 11 of 11 Approved for public release.Figure 1 – Oil Cooler Blower Housing Bracket (sheet 4 of 4)。
壳牌润滑油的新旧产品对照

ShellGadusS2V100 3
ShellAlvania SDX 2
ShellGadusS2V1000AD 2
排挡油,自动变速箱油
ShellATF IID
ShellSpiraxS2ATF D2
ShellATF III
ShellSpiraxS3ATF MD3
排挡油
ShellRhodina EP (LF) 2
ShellGadusS2A320 2
壳牌施倍力齿轮油
ShellSpirax A 80W-90
ShellSpiraxS2A 80W-90
ShellSpirax A 85W-140
ShellSpiraxS2A 85W-140
ShellSpirax A LS 90
施达纳润滑脂
ShellStamina EP 2
ShellGadusS3T220 2
ShellStamina HDS
ShellGadusS5T460 1.5
ShellStamina RL 2
ShellGadusS3T100 2
爱比达润滑脂
ShellTactຫໍສະໝຸດ c EMV Albida EP2ShellTacticEMVGadus S3 V220C 2
ShellTellus S 100
ShellTellusS3M 100
Shell Tellus T 15
ShellTellusS2V 15
Shell Tellus T 32
ShellTellusS2V 32
Shell Tellus T 37
ShellTellusS2V 46
Shell Tellus T 46
ShellSpiraxS4CX 50
Extreme Networks SLX 9640高性能固定路由器商品介绍说明书
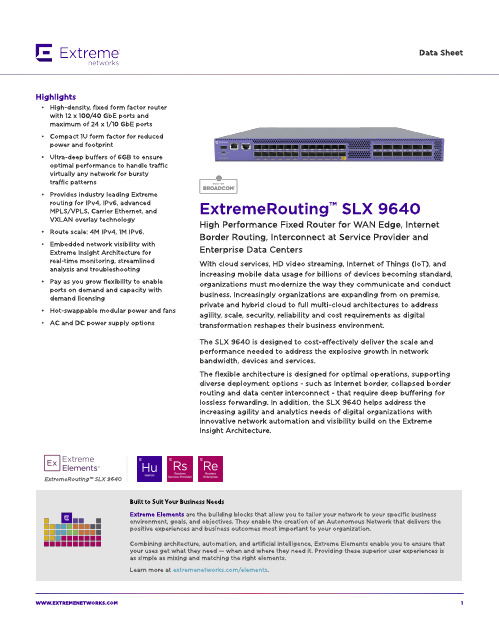
ExtremeRouting? SLX 9640
Built to Suit Your Business Needs Ext rem e Elem ent s are t he b uild ing b locks t hat allow you t o t ailor your net w ork t o your sp ecific b usiness environm ent , g oals, and ob ject ives. They enab le t he creat ion of an A ut onom ous Net w ork t hat d elivers t he p osit ive exp eriences and b usiness out com es m ost im p ort ant t o your org anizat ion.
W W W.EXTREMENETW
1
Flexib le Bo rd er Ro ut ing w it h Int ernet Scale, Ult ra-Deep Buffers,
MPLS and EVPN
The SLX 964 0 is a very p ow erful com p act d eep b uffer Int ernet b ord er rout er, p rovid ing a cost -efficient solut ion t hat is p urp ose-b uilt for t he m ost d em and ing service p rovid er and ent erp rise d at a cent ers and MA N/ WA N ap p licat ions. The rob ust syst em archit ect ure sup p ort ed by SLX-OS and a versat ile feat ure set includ ing IPv4 , IPv6, and MPLS/ VPLS w it h Carrier Et hernet 2.0 and OA M cap ab ilit ies t o p rovid e d ep loym ent flexib ilit y.
壳牌推出最先进车用润滑油

壳牌推出最先进车用润滑油
佚名
【期刊名称】《润滑油》
【年(卷),期】2015(0)6
【摘要】2015年10月6日,壳牌在马来西亚吉隆坡推出为车辆排放系统提供终极保护的最新款高品质全合成车用油-Shell Helix Ultra ECT C2/C3 0W-30,这是迄今为止含壳牌Pure Plus技术的Shell Helix Ultra系列润滑油中的最先进产品。
【总页数】1页(P18-18)
【关键词】车用油;Helix;业务总经理;全合成;烟炱;基础油;车辆排放;发动机油;沉积物堆积;排放系统
【正文语种】中文
【中图分类】TP317
【相关文献】
1.信者行之基壳牌喜力润滑油荣获2017家用汽车品质月最值得消费者信赖奖[J], ;
2.上海研发多功能红外水分仪,全自动颚式履带硫化机投产,国内高压气体瓶式压力容器诞生,蓝星推出全自动清洗工程车,无烟囱垃圾梦烧炉通过鉴定,日开发铝制品铸造新技术,纳米铜润滑油添加剂问世,大口径缠绕管材生产线技术先进,莱阳兴建沟槽式管件生产线,川化开发新一代阻垢缓蚀剂 [J],
3.壳牌劲霸:为“努力工作”的卡车司机喝彩——专访壳牌车用润滑油中国大陆及香港地区市场总监杨帆 [J], 于忠青
4.壳牌劲霸:为“努力工作”的卡车司机喝彩——专访壳牌车用润滑油中国大陆及
香港地区市场总监杨帆 [J], 于忠青
5.最洁净的润滑油:壳牌极净超凡喜力全球首发 [J], 刘伟;Shell
因版权原因,仅展示原文概要,查看原文内容请购买。
Lincoln Helix M85 Weld Head 用户操作手册说明书
Operator’s ManualRegister your machine:/registerAuthorized Service and Distributor Locator: /locatorIM6126 | Issue D a te 11/18© Lincoln Global, Inc. All Rights Reserved.For use with machines having Code Numbers:70315, 12735Need Help? Call 1.888.935.3877 to talk to a Service Representative Hours of Operation:8:00 AM to 6:00 PM (ET) Mon. thru Fri.After hours?Use “Ask the Experts” at A Lincoln Service Representative will contact you no later than the following business day. For Service outside the USA:Email:*********************************Save for future referenceDate PurchasedCode: (ex: 12735)Serial: (ex: U1060512345)SECTION A:WARNINGS CALIFORNIA PROPOSITION 65 WARNINGSWARNING: This product, when used for welding orcutting, produces fumes or gases which containchemicals known to the State of California to causebirth defects and, in some cases, cancer. (CaliforniaHealth & Safety Code § 25249.5 et seq.)ARC WELDING CAN BE HAZARDOUS. PROTECTYOURSELF AND OTHERS FROM POSSIBLE SERIOUSINJURY OR DEATH. KEEP CHILDREN AWAY.PACEMAKER WEARERS SHOULD CONSULT WITHTHEIR DOCTOR BEFORE OPERATING.Read and understand the following safety highlights. Foradditional safety information, it is strongly recommendedthat you purchase a copy of “Safety in Welding & Cutting -ANSI Standard Z49.1” from the American Welding Society,P.O. Box 351040, Miami, Florida 33135 or CSA StandardW117.2-1974. A Free copy of “Arc Welding Safety” bookletE205 is available from the Lincoln Electric Company,22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.BE SURE THAT ALL INSTALLATION, OPERATION,MAINTENANCE AND REPAIR PROCEDURES AREPERFORMED ONLY BY QUALIFIED INDIVIDUALS.FOR ENGINE POWEREDEQUIPMENT.1.a.Turn the engine off before troubleshootingand maintenance work unless themaintenance work requires it to be running.1.b.Operate engines in open, well-ventilated areas or vent the engineexhaust fumes outdoors.1.c.Do not add the fuel near an open flame weldingarc or when the engine is running. Stop theengine and allow it to cool before refueling toprevent spilled fuel from vaporizing on contactwith hot engine parts and igniting. Do not spill fuel when fillingtank. If fuel is spilled, wipe it up and do not start engine untilfumes have been eliminated.1.d. Keep all equipment safety guards, coversand devices in position and in good repair.Keep hands, hair, clothing and tools awayfrom V-belts, gears, fans and all othermoving parts when starting, operating orrepairing equipment.1.e.In some cases it may be necessary to remove safety guards toperform required maintenance. Remove guards only whennecessary and replace them when the maintenance requiringtheir removal is complete. Always use the greatest care whenworking near moving parts.1.f. Do not put your hands near the engine fan. Do not attempt tooverride the governor or idler by pushing on the throttle controlrods while the engine is running.1.g.To prevent accidentally starting gasoline engines while turningthe engine or welding generator during maintenance work,disconnect the spark plug wires, distributor cap or magneto wireas appropriate.1.h.To avoid scalding, do not remove the radiatorpressure cap when the engine is hot.2.a.Electric current flowing through any conductorcauses localized Electric and Magnetic Fields (EMF).Welding current creates EMF fields around welding cablesand welding machines2.b.EMF fields may interfere with some pacemakers, andwelders having a pacemaker should consult their physicianbefore welding.2.c.Exposure to EMF fields in welding may have other health effectswhich are now not known.2.d.All welders should use the following procedures in order tominimize exposure to EMF fields from the welding circuit:2.d.1.Route the electrode and work cables together - Securethem with tape when possible.2.d.2.Never coil the electrode lead around your body.2.d.3.Do not place your body between the electrode and workcables. If the electrode cable is on your right side, thework cable should also be on your right side.2.d.4.Connect the work cable to the workpiece as close as pos-sible to the area being welded.2.d.5.Do not work next to welding power source.HELIX® M85 WELD HEADTABLE OF CONTENTSTechnical Specifications HELIX M85 WELD HEAD ................................................................................A-1 Safety Precautions ...................................................................................................................................A-2 Proper handling .....................................................................................................................................A-2 Operation ...............................................................................................................................................A-2 HELIX M85 WELD HEAD ...........................................................................................................................A-3 Basic Information ...................................................................................................................................A-3 Basic Components ................................................................................................................................A-3 Body Assembly ......................................................................................................................................A-3 Torch Motion Assembly .........................................................................................................................A-3 Torch Assembly .....................................................................................................................................A-4 Torch Consumables ...............................................................................................................................A-5 Tracks ....................................................................................................................................................A-6 Track Ring Installation ..........................................................................................................................A-7 Flat Track Installation ............................................................................................................................A-8 Weld Head Installation ..........................................................................................................................A-8 Weld Head Positioning ..........................................................................................................................A-8 Weld Head Setup ..................................................................................................................................A-8 Torch Placement ....................................................................................................................................A-8 Latch Tension ........................................................................................................................................A-9 Clamp Latch Adjustment .....................................................................................................................A-10 Checking Clutch Latch Tension ...........................................................................................................A-10 Clutch Latch Tension Adjustment .........................................................................................................A-11 Operational Safety Precautions ...............................................................................................................B-1 Operation Information ............................................................................................................................B-1 External inputs ......................................................................................................................................B-1 Control ...................................................................................................................................................B-1 Welding Power ......................................................................................................................................B-1 Manual Adjustments ..............................................................................................................................B-1 Accessories ...............................................................................................................................................C-1 Torch Accessories .................................................................................................................................C-1 Maintenance...............................................................................................................................................D-1 Maintenance Schedule ..........................................................................................................................D-1 Every Shift .......................................................................................................................................D-1 Monthly ............................................................................................................................................D-1 Semi Annually .................................................................................................................................D-1 Tools ................................................................................................................................................D-1 Trouble Shooting ........................................................................................................................................F-1 Wiring Diagram ..........................................................................................................................................G-1 Dimensions Diagram.................................................................................................................................G-2 Helix M85 Parts Manual.............................................................................................................................P-1Technical Specifications HELIX M85 Weld HeadExplanation of SymbolsElectric Shock WarningLiner InstallationInstallation of KP45 - [ ]a. Lay the gun and cable straight on a flat surface.b.M ake sure that the set screw in the connector end is backed out so as not to damage the liner or the liner bushing. Remove and save the gas nozzle, nozzle bushing and gas diffuser from the end of the gun assembly.c.I nsert a new untrimmed liner into the connector end of the cable. Be sure the liner bushing is stenciled appropriately for the wire size being used.d. Tighten the set screw.e.B e sure the cable is straight. Trim the liner to a length of approximately 9/16” (14.3 mm) past the coupler. Remove any burrs from the end of the liner.f.S crew the gas diffuser onto the end of the coupler and tighten.g. Replace the nozzle bushing and gas nozzle. CONTACT TIP AND GAS NOZZLE INSTALLATION a.C hoose the correct size contact tip for the electrode being used (wire size is stenciled on the side of the contact tip) and screw it snugly into the gas diffuser.b.I nstall the appropriate gas nozzle onto the diffuser. The proper nozzle should be selected based on the welding application. Choose the gas nozzle as ap-propriate for the process to be used. Typically, the contact tip end should be flush to 1/8" (3.2 mm) ex-tended for the short-circuiting transfer process for all three and .12" (3.1mm) recessed for spray transfer. For the FCAW-G process, 1/8" (3.2 mm) recess is recommended.CONNECTION TO FEEDERa.C heck that the drive roll(s) and the feeder guide plate is appropriate for the electrode size being used.b.F ully push the brass connector end of the gun cable into the conductor block on the outgoing side of the feeder wire drive. Secure the cable using the hand screw or set screw in the conductor block. AVOIDING WIRE FEEDING PROBLEMSWire feeding problems can be avoided by observing the following gun handling procedures: a. Do not kink or pull cable around sharp corners.b.K eep the electrode cable as straight as possible when welding or loading electrode through cable.c.A void wrapping excess cable around handle or front of wire feeder especially on longer 20 and 25 ft (6.1 and 7.6 m) length guns.d.D o not allow dolly wheels or trucks to run over cables.e.K eep cable clean by following maintenance instructions.f.U se only clean, rust-free electrodes. To better ensure proper surface lubrication, we recommend using only Lincoln Electric brand electrodes.g.R eplace contact tip when the arc starts to become unstable or the contact tip end is fused or deformed. IMPORTANT!a. Replace worn contact tips as required.b. R emove spatter from inside of gas nozzle and from tip after each 10 minutes of arc time or as required.GUN CABLESCABLE CLEANINGClean cable liner after using approximately 300 pounds (136 kg) of electrodes. Remove the cable from the wire feeder and lay it out straight on the floor. Remove the contact tip from the gun. Using an air hose and only partial pressure, gently blow out the cable liner from the gas diffuser end.Excessive pressure at the start may cause the dirt to form a plug.Flex the cable over its entire length and again blow out the cable. Repeat this procedure until no further dirt comes out.hen loosen the secondary set screw on the under-side of the HELIX M85,see Figure 20 - Secondary Clamp Set Screw.Turn the adjustment screw clockwise to increase the tension. Turning it counterclockwise will decrease the est the tension by placing the weld head back on the track.nce the desired tension is achieved, tighten the set screws to lock it in. Be sure not to over tighten the set screws.Checking Clutch Latch TensionIf the clutch latch is too tight it will not be able to rideSET SCREWFIGURE 19 - Latch Set ScrewSECONDARYSET SCREWADJUSTMENT SCREW FIGURE 21 - Adjustment ScrewADJUSTMENT SCREWFIGURE 23 - Adjustment ScrewHELIX® M85 WELD HEADACCESSORIESMAINTENANCE HELIX® M85 WELD HEADMaintenanceThe HELIX M85 weld head is designed for trouble-free operation and normally requires minimal preventive care and cleaning. This section provides instructions for maintaining user-serviceable items. The suggested repair procedure for all such items is to remove and replace defective assemblies or parts.When users and/or service personnel are not familiar with electrical and electronic equipment, the product should be returned to the factory or serviced by factory authorized representatives.Maintenance ScheduleThe maintenance schedule is suggested as a guideline for proper system maintenance. More stringent main-tenance requirements may be required depending on the work being performed and the requirements of the customer for whom the work is performed. All mainte-nance schedules are based on a 40-hour work week. Any excess play in parts or equipment should be noted and reported to an authorized repair facility. Any anomalous activity, such as motor hesitation, clicking or other noises, or anything out of the ordinary should be noted and reported to an authorized repair facility. Every Shift• Check lines, cables, and drive belts for loose con-nections and worn areas.• Change out consumables as needed.• Check torch height motion and travel for slop or wearing parts.N OTE: Do not force the oscillator in or out while checking for worn parts.• Inspect torch cable for wear or damage.Monthly• Apply a type of high temperature lubricant oranti-spatter spray to the bellows every 30 daysor as needed.• With the clutch latch and clamp latch engaged, grab the weld head by the handles and gently move back and forth to check for excess play in the weld head along the track.• Release the clutch latch and verify that the weld head moves smoothly along the track without rub-bing or binding.• Examine all cable connections to verify that there are no gas leaks, and that all cables are seated correctly and that there is no visible wear and tear to any con-nector or associated cables. • Check over the all weld head components for any signs of damage or wearing.• Ensure track ring gears and weld head gears are clean and clear of debris.• Check for wear of drive rolls on wire feeder.Semi Annually• Based on a 40-hour work week it is recommended that the belts be replaced every six months.• Verify that all motors are working correctly without strain. Listen to the motors to confirm that there is no excess noise or grinding.ToolsRequired tools to operate and repair the HELIX M85 weld head:• 2.5 mm hex key• 3 mm hex key• 4 mm hex key• 6 mm hex key• wire cutters• flat-head screwdriverFurther tools are required for in depth maintenance which is only authorized at local repair facilities.M85 WELD HEADHELIX®TROUBLE SHOOTINGObserve all Safety Guidelines detailed throughout this manual.HELIX® M85 WELD HEADTROUBLE SHOOTING Observe all Safety Guidelines detailed throughout this manual.P-788Weld Head Side Panels9-30-18Use only the parts marked “x” in the column under the heading number called for in the model index page.# Indicates a change in this printing.P-788Weld Head Side PanelsP-788Weld Head Torch Motion9-30-189-30-18Use only the parts marked “x” in the column under the heading number called for in the model index page.# Indicates a change in this printing.P-788Weld Head Torch MotionITEM DESCRIPTION PART NO.QTY.123456789Weld Head Torch Motion1Torch Stop9SM245561x 2Bellows Retainer 9SM245612x 33A 3B Torch Clamp Assy Torch Clamp (NSS) Washer (NSS)9SM24562112x x x 4Torch Mount Assy 9SM245661x 55A 5B Shaft Assy Shafts (NSS)Screws (not shown) (NSS)9SS30339124x x x 6Up Down Adjustment Handle 9SS305011x 7Lead Lag Adjustment Handle 9SS305031x 88A 8B Spatter Shield Assembly Spatter Shield (NSS) Screw (NSS)KP52112-11111x x x 9Oscillation Cover Kit (2 per kit)KP52135-11x 10Inner CoverKP52138-11x 11Torch Pivot AssyKP52139-11x 12Weld Angle Adjustment Handle9SS305021xP-788Weld Head Clamping Assemlby9-30-189-30-18Use only the parts marked “x” in the column under the heading number called for in the model index page.# Indicates a change in this printing.P-788Weld Head Clamping AssemblyITEM DESCRIPTION PART NO.QTY.123456789Weld Head Clamping Assembly1Roller Pivots9SM229494x 22A 2B Outer Cover Assy Outer Cover (NFS) Screw (NFS) 9SM24378116x x x 3Outboard Plate 9SM245581x 44A 4B 4C 4D 4E 4F Clamp Lever Assy Washer (NFS) Shaft (NFS) Cam Nut (NFS)Spring Washer (NFS) Set Screw (NFS) Clamp Lever9SS30726-19SM244191111411x x x x x x x 55A 5B 5C 5D 5ECable Retainer Clamp Assy Retainer Base (NFS) Retaining Screw (NFS) Washer (NFS)Retainer Top (NFS) Screw (NFS)9SS30726-4111112x x x x x xP-788Weld Head Top Panel9-30-189-30-18Use only the parts marked “x” in the column under the heading number called for in the model index page.# Indicates a change in this printing.P-788Weld Head Top PanelITEM DESCRIPTION PART NO.QTY.123456789M85 Weld Head Top Panel11A 1B M85 Top Cover Kit Top Cover (NFS) Screw (NFS)9SM24540115x x x 22A 2B 2C 2D 2E 2FClutch Lever Assy Cam Nut (NFS) Shaft (NFS)300 lb Spring (NFS) 5 lb Spring (NFS) Screw (NFS) Clutch Lever9SS30726-29SS296991111111x x x x x x xP-788Weld Head Internal Assembly9-30-189-30-18Use only the parts marked “x” in the column under the heading number called for in the model index page.# Indicates a change in this printing.P-788Weld Head Internal AssemblyITEM DESCRIPTION PART NO.QTY.123456789M85 Weld Head Internal1Tractor Input Harness 9SM230431x x 2Idler9SM245411x x 33Transmission Transmission9SM245509SM2356011x ••x 44A 4B Inboard Side Plate Assy Inboard Side Plate (NFS)Socket Head Cap Screw (NFS)9SM245881110x x x x x x 55A 5B 3/8 Linear Bearing Kit3/8 Linear Bearing (NFS) Retaining Clip (NFS)9SS28985444x x x x x x 6Compression Spring9SS290452x x 71/2 Flanged Linear Bearing 9SS299882x x 8Oscillator Ball Screw Assy 9SS299901x x 9Torch Height Screw9SS299911x x 1010A 10B Torch Height Motor Assy Torch Height MotorScrews (NFS) (Not Pictured)9SS30308-1113x x x x x x 1111A 11B Torch Height Controller Assy Torch Height Controller (NFS) Screws (NFS)9SM23204-2113x x x x x x 121212A 12B Travel Controller Assy Travel Controller Assy Travel Controller (NFS) Screw (NFS)9SM23203-19SM23203-21113x •x x •x x x 1313A 13B Oscillator Motor Assembly Oscillator Motor (NFS) Screw (NFS)9SS30496-1116x x x x x x 146mm Pulley Assembly 9SS305241x x 154mm Pulley Assembly 9SS305251x x 16Torch Height Belt KP52136-11x x 17Oscillator BeltKP52137-11x x 18Low Profile Shoulder Screw 9SS305051x x 1919A 19BOscillation Controller Assembly Oscillation Controller (NFS) Screw (NFS)9SM23204-1113x x xx x xP-788Mechanized Torch9-30-189-30-18Use only the parts marked “x” in the column under the heading number called for in the model index page.# Indicates a change in this printing.P-788Mechanized TorchITEM DESCRIPTION PART NO.QTY.123456789Mechanized Torch1Magnum Pro Torch Assembly 550A 25’ 550A 15’K52106-25K52106-151x x 2Torch Body Half 9SM23331-0552x 3Nozzle Bushing KP52144-11x 4Gas DiffuserKP2747-11x 5Magnum Pro Contact Tip Contact Tip 0.035” (0.9mm) Contact Tip 0.040” (0.9mm) Contact Tip 0.045” (0.9mm) Contact Tip 0.052” (0.9mm) Contact Tip 1/16” (0.9mm)KP2745-035R KP2745-040R KP2745-045R KP2745-052R KP2745-116R 1x x x x x 6Magnum Gas NozzleNozzle 1/8” (3.2mm) Recessed Nozzle FlushNozzle 1/8” (3.2mm) Stick Out KP2743-1-62R KP2743-1-62F KP2743-1-62S 1x x x 7Magnum Pro 550 Wire LinerWire Liner 0.030 - 0.045” (xx= 15’ or 25’ length) Wire Liner 0.052 - 1/16” (xx= 15’ or 25’ length) KP45-3545-xx KP45-116-xx 1x x 8Torch Coupler 9SS313851x 9Connector KitK613-71xP-788Track Options9-30-18Use only the parts marked “x” in the column under the heading number called for in the model index page.# Indicates a change in this printing.P-788Track OptionsCUSTOMER ASSISTANCE POLICYThe business of The Lincoln Electric Company is manufacturing and selling high quality welding equipment, consumables, and cutting equipment. Our challenge is to meet the needs of our customers and to exceed their expectations. On occasion, purchasers mayask Lincoln Electric for advice or information about their use of our products. We respond to our customers based on the best information in our possession at that time. Lincoln Electric is not in a positionto warrant or guarantee such advice, and assumes no liability,with respect to such information or advice. We expressly disclaim any warranty of any kind, including any warranty of fitness for any customer’s particular purpose, with respect to such information or advice. As a matter of practical consideration, we also cannot assume any responsibility for updating or correcting any such information or advice once it has been given, nor does the provision of information or advice create, expand or alter any warranty with respect to the sale of our products.Lincoln Electric is a responsive manufacturer, but the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.Subject to Change – This information is accurate to the best of our knowledge at the time of printing. Please refer to for any updated information.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SEOP OECP/PC Helix F 5W-30 - page 1:1 6/09/02
Shell Helix F 5W-30
Passenger car engine oil for modern cars
Shell Helix F 5W-30 is a new engine oil designed specifically for applications which require the use of fuel economy oils meeting modern US and European automotive
industry specifications.
Applications
•
All naturally aspirated, fuel injected,
turbocharged and multivalve passenger car engines that admits the use of fuel economy oils having a low viscosity in high temperature high shear rate conditions.
•
Oils meeting WSS-M2C913A have a mandatory recommendation for the following Ford models:
Petrol engines 99 Model Year onwards:
Vehicles with 20000km service interval Focus 1.4/1.6 Zetec-SE, 1.8/2.0 Zetec-E
Mondeo 2001 - 1.8/2.0 Duratec-HE, 2.5 Duratec-VE
Transit (8/98) - 2.0/2.3 DOHC
Diesel engines 99 Model Year onwards:
Focus - 1.8 Endura-DI, 1.8 DuraTorq - TDCi
Mondeo - 2.0 DuraTorq DI Transit - 2.0/2.4 DuraTorq DI
Performance Features and Benefits
•
Excellent engine protection
Provides excellent protection in today's passenger car engines that admits the use of low viscosity oils.
•
Catalyst and turbo compatible
• Fuels economy performance
Low viscosity, rapid oil flow in starting condition and low friction effectively contribute towards reducing fuel consumption. Fuel economy performances have been proven in engine tests.
• Easy start up even with cold condition
The rapid oil flow in starting condition assures an easy start and the engine protection in this severe phase.
• Low volatility
The use of selected advanced base oils reduce oil volatility therefore reducing oil consumption.
Specification and Approvals
Shell Helix F 5W-30 meets the requirements of the following industry standards: API SJ ILSAC GF-2 ACEA A1/B1
Ford Motor Co: Approved against WSS-M2C913A and WSS-M2C913B.
Health and Safety
Guidance on Health and Safety are available on the appropriate Material Safety Data Sheet that can be obtained from your Shell representative. Protect the environment
Take used oil to an authorised collection point. Do not discharge into drains, soil or water.
Typical Physical Characteristics
These characteristics are typical of current production. Whilst future production will conform to Shell's specification, variations in these characteristics may occur.。