机械零件表面粗糙度的选择
表面粗糙度选择原则及其机加工方法
表面粗糙度选择很详细的37.表面粗糙度如何选择?答:表面粗糙度的选择既要满足零件表面的使用功能要求,又要考虑加工的经济性。
38.用类比法确定表面粗糙度时,对高度参数一般按哪些原则选择?答:同一零件上,工作表面的表面粗糙度值应小于非工作表面。
摩擦表面的表面粗糙度值应小于非摩擦表面;滚动摩擦表面的表面粗糙度值应小于滑动摩擦表面;运动速度高、单位压力大的表面粗糙度值应小。
受循环载荷的表面及易引起应力集中的部位(如圆角、沟槽)表面粗糙度值应选得小些。
配合性质要求高的结合表面,配合间隙小的配合表面以及要求连接可靠,受重载的过盈配合表面等都应取较小的表面粗糙度值。
配合性质相同,零件尺寸越小,其表面粗糙度值应越小。
同一精度等级,小尺寸比大尺寸、轴比孔的表面粗糙度值要小。
对于配合表面,其尺寸公差、形状公差、表面粗糙度应当协凋,一般情况下有一定的对应关系。
39.表面粗糙度Ra为50-100μm时,表面形状什么特征,如何应用?答:表面形状特征为明显可见刀痕,应用于粗造的加工面,一般很少采用。
铸、锻、气割毛坯可达此要求。
40.表面粗糙度Ra为25μm时,表面形状什么特征,如何应用?答:表面形状特征为可见刀痕,应用于粗造的加工面,一般很少采用。
铸、锻、气割毛坯可达此要求。
41.表面粗糙度Ra为12.5μm时,表面形状什么特征,如何应用?答:表面形状特征为微见刀痕, 应用于粗加工表面比较精确的一级,应用范围较广,如轴端面、倒角、螺钉孔和铆钉孔的表面、垫圈的接触面等。
42.表面粗糙度Ra为6.3μm时,表面形状什么特征,如何应用?答:表面形状特征为可见加工痕迹,应用于半粗加工面,支架、箱体、离合器、皮带轮侧面、凸轮侧面等非接触的自由表面,与螺栓头和铆钉头相接触的表面,所有轴和孔的退刀槽,一般遮板的结合面等。
43.表面粗糙度Ra为3.2μm时,表面形状什么特征,如何应用?答:表面形状特征为微见加工痕迹,应用于半精加工面,箱体、支架、盖面、套筒等和其他零件连接而没有配合要求的表面,需要发蓝的表面,需要滚花的预先加工面,主轴非接触的全部外表面等。
粗糙度与加工方法

粗糙度与加工方法表面粗糙度选用与加工方法表面粗糙度选用序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面序号=6Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面序号=7Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D 级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等序号=8Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和序号=9Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度的三个评定参数
表面粗糙度的三个评定参数一、介绍表面粗糙度是衡量物体表面粗细程度的参数,对于很多行业来说都是十分重要的质量指标。
在工业制造、建筑材料、土木工程等领域,粗糙度的评定参数对于保证产品质量、提高工程效率具有重要意义。
本文将介绍表面粗糙度的三个评定参数,包括使用范围、计算方法以及实际应用。
二、RMS粗糙度RMS(Root Mean Square)粗糙度被广泛应用于表面粗糙度的评定中。
RMS粗糙度是指表面粗糙度的均方根值,通过测量垂直于表面方向上的高度差来计算。
1. 计算方法:1.选取一小块表面区域;2.将该区域的高度值减去表面均值,得到各点的高度差;3.对高度差的平方求和;4.将求和结果除以测量区域的面积;5.取结果的平方根,即为RMS粗糙度。
2. 应用领域:RMS粗糙度广泛应用于汽车、航空航天等工业领域,用于评估零件的表面质量。
在生产过程中,根据RMS粗糙度的标准进行检测和筛选,可以保证零件的质量符合要求,提高生产效率和产品可靠性。
三、Ra粗糙度Ra(Roughness average)粗糙度指表面高度差的平均值,常用于描述表面粗糙度的平均水平。
1. 计算方法:1.选取一小段表面轨迹;2.计算轨迹上各点的高度差;3.将高度差的绝对值累加;4.将累加结果除以轨迹长度;5.得到的结果即为Ra粗糙度。
2. 应用领域:Ra粗糙度常用于机械工程、船舶制造等领域,用于评估零件表面的加工质量。
根据Ra粗糙度的要求进行表面加工,可以保证零件与零件之间的配合接触面积更大,提高零件的使用寿命和性能。
四、Rz粗糙度Rz(Average maximum height)粗糙度表示单位长度内最大凹凸高度的平均值,常用于对表面粗糙度的极值进行评定。
1. 计算方法:1.选取一小段表面轨迹;2.在轨迹上找到最高点和最低点;3.计算最高点和最低点之间的高度差;4.同样方法找到其它最高点和最低点,累加高度差;5.将累加结果除以轨迹长度;6.得到的结果即为Rz粗糙度。
表面粗糙度用

d——加工纹理方向符号
表面粗糙度的代号及其标注位置 e——加工余量(mm) f——粗糙度间距参数值(mm)或轮廓支 承长度率(%)
4.2 表面粗糙度的评定
4.2.1 与评定参数有关的术语及定义
1.取样长度l(sampling length)——指用于判别具有表面 粗糙度特征的一段基准线长度,它在轮廓总的走向上量取。
规定和选取取样长度的目的是为了限制和削弱表面波纹 度对表面粗糙度测量结果的影响。 2.评定长度ln(evaluation length)——指评定轮廓所必 须的一段长度,它包括一个或几个取样长度。 ln=5l
4.3 表面粗糙度的选用
4.3.1 评定参数的选用
1.高度评定参数的选用
高度参数Ra、Rz中任选一个,但在常用值范围内(Ra为 0.025~6.3μm),国标推荐优先选用Ra。 对应力集中而导致疲劳破坏较敏感的表面,可在选取Ra同 时选取Rz参数,达到控制轮廓的最大高度不超过规定的允许值。
2.附加评定参数的选用
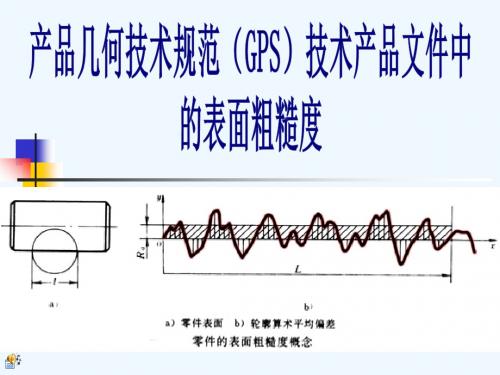
4.2.2 评定参数 为了完善地评定零件表面实际轮廓的粗糙程度,需要从 不同方向规定适当的参数。 高度特征参数、间距特征参数、形状特征参数 1.高度特征参数——沿着垂直于评定基准线的方向计量。 (1)轮廓算术平均偏差Ra——在取样长度内,轮廓偏距 绝对值的算术平均值。 l |y(x)| dx Ra= 1 ∫ 0 l
取样长度2.5mm
加工方法(铣削)
总加工余量(5mm)
附加标注示例
vdi粗糙度标准值
vdi粗糙度标准值
VDI粗糙度标准值是指德国机械工程师协会(VDI)制定的表征表面粗糙度的标准值。
VDI粗糙度标准值是通过对表面粗糙度进行测量和分析,得出的一个数值,用于描述表面的光滑程度和粗糙程度。
VDI粗糙度标准值的计算方法是通过测量表面的峰谷高度差,然后将
其转换为一个数值,该数值越大,表面越粗糙。
VDI粗糙度标准值通
常用于评估机械零件表面的质量和精度,以确保它们能够正常运行并
满足设计要求。
VDI粗糙度标准值的范围通常从0到100,其中0表示表面非常光滑,100表示表面非常粗糙。
在实际应用中,不同的行业和应用领域可能
会有不同的VDI粗糙度标准值要求。
例如,对于高精度的机械零件,
通常需要较低的VDI粗糙度标准值,以确保其精度和稳定性。
除了VDI粗糙度标准值外,还有其他一些常用的表征表面粗糙度的标
准值,例如Ra、Rz等。
这些标准值的计算方法和范围可能会有所不同,但它们都用于描述表面的光滑程度和粗糙程度,以帮助评估表面质量
和精度。
总之,VDI粗糙度标准值是一种常用的表征表面粗糙度的标准值,它
通过测量表面的峰谷高度差来描述表面的光滑程度和粗糙程度。
在实际应用中,不同的行业和应用领域可能会有不同的VDI粗糙度标准值要求,但它们都旨在确保机械零件的精度和稳定性。
表面粗糙度最新国家标注
有关检验规范的基本术语
1 取样长度和评定长度
取样长度——测量表面粗糙度轮廓时,测量限制的一
段足够短的长度,以限制或减弱波纹度、排除形状误 差对表面粗糙度轮廓测量的影响。(详见P134表5-1) 评定长度默认为 5 个取样长度, 否则应注明个数。 例如Rz0.4、Ra3 0.8、Rz1 3.2 分别表示评定长度
参数值的选用方法
可用类比法来确定。一般尺寸公差、表面形状公差小 时,表面粗糙度参数值也小,但也不存在确定的函数 关系。 一般情况下,它们之间有一定的对应关系,设形状公 差为t,尺寸公差为IT,它们之间的关系可参照以下对 应关系:
若t≈0.6 IT,则Ra≤0.05 IT; Rz≤ 0.2 IT
极限值判断规则
2 最大规则: 运用本规则时, 被检的整个表 面上测得的参数值一个也不应超过给定的 极限值。 16%规则是所有表面结构要求标注的默认 规则。即图样上不注写其它符号时,均默 认为应用 16%规则( 例如 Ra0.8) 。即当 参数代号后标注写“max”字样时, 则应用 最大规则( 例如 Ramax0.8)
即:F1+F2+…+Fn= G1+G2+…+Gm
F
1
F
2
y=f(x)
Fn
0 G1 G2 L Gm
x
轮廓参数
轮廓参数,与GB/T 3505标准相关的参数 有: —R轮廓(粗糙度参数); —W轮廓(波纹度参数);
—P轮廓(原始轮廓参数)。
评定表面结构常用的参数(三大参数)
轮廓参数( 由 GB/T35052000 定义)
表面加工纹理方向:指表面微观结构的主要方向,由所采 用的加工方法或其它因素形成,必要时才规定。
机械零件表面粗糙度的选择
机械零件表面粗糙度的选择表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据。
通常,机械零件表面粗糙度的大小与加工方法和加工精度有关,它直接影响静配合的坚固程度、摩擦消耗功多少、零件的疲劳强度及耐蚀性能。
它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。
1、零件表面粗糙度的选择原则⑴在满足表面工作要求的情况下,尽量选大值。
⑵同一零件上,工作表面粗糙度值低于非工作表面粗糙度值。
⑶摩擦表面粗糙度值低于非摩擦表面粗糙度值。
⑷受循环负荷的表面及易引起应力集中的表面粗糙度值要小。
⑸配合性质稳定性要求高的结合表面,粗糙度值要小。
对动配合,配合间隙小的表面,粗糙度值要小;对静配合,要求连接牢固可靠,承受载荷大时粗糙度值要小。
⑹配合性质相同,零件尺寸越小则粗糙度值越小;同一公差等级,小尺寸比大尺寸的粗糙度值要小,轴比孔的粗糙度值要小。
2、常用的选择零件表面粗糙度的方法及弊病[在机械零件设计工作中粗糙度的选择方法有 3 种,即计算法、试验法和类比法。
应用最普遍的是类比法,此法虽简便、迅速、有效,但需要有充足的参考资料。
目前,设计中最常用的是与公差等级相适应的表面粗糙度,即计算法。
通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但它们之间又不存在固定的函数关系。
如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑(即表面粗糙度要求很高),但其尺寸公差要求却很低。
一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。
虽然机械零件表面粗糙度与尺寸公差之间关系的经验计算公式在相关工具书中都有很多介绍,并列表供读者选用。
但只要细心阅来就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。
这就给不熟悉这方面情况的人带来了困惑,同时也增加了他们在机械零件设计工作中选择表面粗糙度的困难。
机械制造中的工件表面质量与粗糙度的控制

机械制造中的工件表面质量与粗糙度的控制在机械制造过程中,工件的表面质量以及粗糙度的控制是非常重要的。
一个优质的工件表面可以提高产品的性能、延长使用寿命,并且对于某些特殊应用而言,还可以影响产品的功能。
本文将探讨机械制造中如何有效控制工件的表面质量与粗糙度。
一、表面质量的定义与重要性工件的表面质量是指工件表面所呈现出的物理特征,主要包括平整度、光洁度、无缺陷等。
表面质量的好坏直接影响到工件的性能和质量。
1.1 平整度平整度是指工件表面的平整程度,包括平面度、直线度、圆度等指标。
平整度的要求取决于具体的应用场景,通常要求表面平整度高,以保证工件在装配时的精度和稳定性。
1.2 光洁度光洁度是指工件表面的光亮程度,主要由表面的残余油脂、氧化物、氧膜等决定。
在很多应用场景中,如光学仪器、半导体制造等,要求工件表面光洁度高,以确保光学系统的透射和反射性能。
1.3 无缺陷无缺陷是指工件表面不应有裂纹、气泡、疤痕等缺陷。
这些缺陷会降低工件的强度、密封性和耐磨性能。
及早发现和修复缺陷是确保工件表面质量的重要环节。
二、粗糙度的定义与评价工件表面的粗糙度是指表面上的微小不规则形态,包括起伏高度、波动量等指标。
粗糙度的评价常常依据国际标准ISO 4287进行,通过测量和分析,得到粗糙度指标。
2.1 粗糙度参数常用的粗糙度参数有Ra、Rz、Rmax等,它们分别代表不同种类的表面起伏指标。
Ra是平均粗糙度,Rz是有效粗糙度,Rmax是最大峰值高度。
通过选择合适的评价参数,可以更准确地描述工件表面的粗糙状况。
2.2 粗糙度的影响粗糙度对工件性能和功能有很大的影响。
例如,在润滑剂润滑下,较低的粗糙度可以减小接触阻力和摩擦系数,从而提高工件的运动效率。
而对于密封件来说,粗糙度过大会导致泄漏,影响密封性能。
三、控制工件表面质量与粗糙度的方法为了保证工件表面的质量和粗糙度符合要求,可以采取以下几种方法。
3.1 材料选择选择适合的材料是控制表面质量与粗糙度的基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械零件表面粗糙度的选择
表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据。
通常,机械零件表面粗糙度的大小与加工方法和加工精度有关,它直接影响静配合的坚固程度、摩擦消耗功多少、零件的疲劳强度及耐蚀性能。
它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。
1、零件表面粗糙度的选择原则
⑴在满足表面工作要求的情况下,尽量选大值。
⑵同一零件上,工作表面粗糙度值低于非工作表面粗糙度值。
⑶摩擦表面粗糙度值低于非摩擦表面粗糙度值。
⑷受循环负荷的表面及易引起应力集中的表面粗糙度值要小。
⑸配合性质稳定性要求高的结合表面,粗糙度值要小。
对动配合,配合间隙小的表面,粗糙度值要小;对静配合,要求连接牢固可靠,承受载荷大时粗糙度值要小。
⑹配合性质相同,零件尺寸越小则粗糙度值越小;同一公差等级,小尺寸比大尺寸的粗糙度值要小,轴比孔的粗糙度值要小。
2、常用的选择零件表面粗糙度的方法及弊病
在机械零件设计工作中粗糙度的选择方法有3 种,即计算法、试验法和类比法。
应用最普遍的是类比法,此法虽简便、迅速、有效,但需要有充足的参考资料。
目前,设计中最常用的是与公差等级相适应的表面粗糙度,即计算法。
通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但它们之间又不存在固定的函数关系。
如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑(即表面粗糙度要求很高),但其尺寸公差要求却很低。
一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。
虽然机械零件表面粗糙度与尺寸公差之间关系的经验计算公式在相关工具书中都有很多介绍,并列表供读者选用。
但只要细心阅来就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。
这就给不熟悉这方面情况的人带来了困惑,同时也增加了他们在机械零件设计工作中选择表面粗糙度的困难。
3、按零件类型及公差等级选择零件表面粗糙度
在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的,原因是在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。
因此,我们把粗糙度的选择同零件类型联系起来更趋于合理。
机械零件设计手册中把零件分为精密机械零件、普通精密机械零件及通用机械零件3 种类型。
在此我们通过对机械设计手册中的相关数值进行统计分析,将旧的表面粗糙度国标(GB1031—68)转换为参照采用国际标准ISO 颁布的新国标(GB1031—83),采用优先选用的评定参数,即轮廓算术平均偏差值Ra= (1)/ (1) !10 y dx。
并采用Ra 优先选用的第一系列数值,推导出表面粗糙度Ra 与尺寸公差IT 之间的有关关系式为:
第1 类:Ra≥1.6 时,Ra≤0.008×IT;Ra≤0.8 时,Ra≤0.010×IT。
第2 类:Ra≥1.6 时,Ra≤0.021×IT;Ra≤0.8 时,Ra≤0.018×IT。
第3 类:Ra≤0.042×IT。
并将上述3 种关系式列表,如表1、表2、表3 所示。
在设计工作中,表面粗糙度的选择归根到底还是必须从实际出发,全面衡量零件的表面功能和工艺经济性,才能做出合理的选择。
表中给出的与零件公差等级相适应的表面粗糙度值可供设计时参考。
如有侵权请联系告知删除,感谢你们的配合!。