锂离子电池浮充测试的鼓胀原因分析及改善_李慧芳
锂电池胀气原因分析

锂电池胀气原因分析通过郭工了解到:1、锂电池胀气可能与水分控制有关;(通过周工了解到我们目前生产水分控制除了手套箱湿度达不到要求,其他均能达到要求)2、与正极配方有关;(通过周工了解到,与配方无关,与配方材料有关)3、与化成工序有关,包括排气不彻底与水分为烘干;(通过周工及相关资料了解到,化成与分容过程中,对其时间和湿度控制均有关,并且该过程是重中之重。
)通过网络及相关资料查询了解:1、锂电池出现胀气现象与正极过冲有关,正极过冲会引起电化学反应,从而产生气体;2、电池在使用与搁置过程中,电池不断的形成\消耗SEI膜会产生助负极成膜类气体,这时也会出现胀气现象,但该现象会在几次充放电循环中恢复正常;(可加入成膜性能稳定的添加剂,如碳酸亚乙烯酯VC, VC是一种不稳定的化合物,在锂离子电池的首次充电过程中氧化电位较低的VC几乎完全分解,电解液中加入少量VC添加剂,改善了石墨电极表面SE I膜的性能)3、当预充-化成不够完全时,也会出现胀气现象;(需要严格控制化成时间)4、锰酸锂电池存在胀气现象与电解质本身组成也有关系;因现缺乏相关经验与相关资料,所以对于以上每一条更深的原因(如为什么与组成或材料有关,有哪些关系?),我需要在今后工作学习中来逐渐总结。
工序异常产生气体的原因:1.封装不良,由封装不良所引起胀气电池芯的比例已经大大地降低。
前面已经介绍了引起T op s ealing、Side s ealing和Degassing三边封装不良的原因,任何一边封装不良都会导致电池芯,表现以T op sealing 和Degassing居多,T op sealin g主要是T ab位密封不良,D egassing 主要是分层(包括受电解液和凝胶影响导致PP与Al脱离)。
封装不良引起空气中水分进入电池芯内部,引起电解液分解产生气体等。
2.Pocket表面破损,电池芯在流拉过程中,受到异常损坏或人为破环导致Pocket破损(如针孔)而使水分进入电池芯内部。
锂离子电池气胀问题探析

B01锂离子电池气胀问题探析许名飞+’1,郭永兴1,李新海1,吴显明2(1中南大学冶金科学与工程学院,长沙410083:2吉首大学化学与化工学院,吉首427000)摘要:随着应用领域不断扩大,锂离子电池发展迅速。
但控制电池气胀问题一直是电池制造的难点。
本史对锂离子电池气胀的原因进行了分析,并对如何解决电池的气胀问题进行了探讨。
关键词:锂离子电池气胀SE[膜目前锂离子电池发展迅速,已成为电池中生力军,但在实际生产中一直存在着气胀问题[1l。
电池气胀不但影响到锂离子电池的外观及其电化学性能,更为严重的是会引发安全性问题。
目前人们对于锂离子电池气胀产生的原因研究较少,至于其解决方法更是鲜见报道12】。
1电池气胀原因分析锂离子电池在初次化成时,由于层间化合物的自身原因,Lr在层问化合物中脱嵌和嵌入的反应速度慢”-』,不能以大电流充电,晟好以小电流(锄|2c)进行化成而且应是采取多次逐步化成。
但锂离子电池在首次化成,即首次充电过程中,电解液中的非质子溶剂会在电极与电解液界面上发生反应,这些反应一方面形成覆盖在电极表面上的钝化薄膜,称为电子绝缘膜或固体电解质相界面膜,即SEl膜,同时会产生如1-12、CH2=CH2、CH4、CO、C02等气体…j。
SEl膜的形成~方面消耗了电流中有限的锂离子,造成不可逆容量损失,同时也增加了电栅电解液界面的电阻,造成一定的电压滞后;而此过程中产生的气体导致电池内压升高,出现气胀问题,严重影响电池的性能(如电池的循环性能和电池的安全性能),同时还影响到电池的外观,特别是采用软包装的聚合物锂离子电池。
另外,锂离子电池在使用过程中,有时由于使用不当还存在过充过放问题,过充过放也可能产生气体,也会导致电池气胀。
所以控制锂离子电池在化成阶段雨】循环过程中气体的产生对电池的性能改善有巨大的作用。
锂离子电池中气体的产生主要集中在首次化成阶段,即SEI膜的形成过程中,在随后的循环过程中产生的气体相对较少,但如果首次充电过程中形成的SEI膜不够稳定,随着循环的进行负极材料可能脱落或变疏松,在电极的表面需重新形成SEl膜,这样便义会产生气体。
高电压锂离子电池高温浮充性能影响因素分析与改善
第8卷 第6期2019年11月储能科学与技术Energy Storage Science and Technology V ol.8 No.6Nov. 2019锂离子电池具备高能量密度,长使用寿命以及轻量化等特点,被广泛应用于消费类电子产品,电高电压锂离子电池高温浮充性能影响因素分析与改善孔令丽,张克军,夏晓萌,蔡嘉兴,孙 杰,杨玉秋(天津力神电池股份有限公司,天津 300384)摘 要:为研究高电压体系锂离子电池浮充性能的影响因素,对浮充失效电池的产气成分、正负极材料的结构变化、金属溶出情况、隔膜形貌及Gurley 值变化等进行了深入分析研究,结果表明:电池在长时间高温浮充过程中,正极材料发生相变,金属元素溶出,同时释放O 2造成电解液的氧化分解;高温高电压状态下负极SEI 膜也会破坏,并发生不断的重整及修复反应,这些反应产物沉积到负极表面及隔膜孔隙内,导致靠近负极侧的隔膜孔隙堵塞甚至贯穿,即引起正负极微短路,释放出大量气体。
通过提高正极材料的结构稳定性、优化电解液形成稳定的CEI 和SEI ,改善增加隔膜的穿刺强度都能明显改善电池的高温浮充性能。
关键词:锂离子电池;高电压;高温;浮充性能;鼓胀doi: 10.12028/j.issn.2095-4239.2019.0089中图分类号:O 646. 21 文献标志码:A 文章编号:2095-4239(2019)06-1165-06Analysis and improvement of high temperature floating charge performance for high voltage lithium ion batteriesKONG Lily , ZHANG Kejun , XIA Xiaomeng , CAI Jiaxing , SUN Jie , YANG Yuqiu(Tianjin Lishen Battery Joint-Stock Co., LTD., Tianjin 300384, China)Abstract: In order to study the influence factors of floating charge performance of lithium ion battery in high-voltage system, the gas-producing composition, structure change of cathode and anode materials, metal dissolution, separator morphology and Gurley value change of floating charge failure battery were deeply analyzed. The results show that: In the process of floating charge at high temperature for a long time, the cathode material will undergo phase transformation, and the metal elements will be dissolved. Meanwhile, O 2 will be released to cause the oxidation and decomposition of the electrolyte. Under the condition of high temperature and high voltage, the SEI film on anode surface will also be destroyed, and continuous reforming and repair reactions will occur. These reaction products are deposited on the surface of anode and in the separator pores, resulting in the blockage and even penetration of separator pores near the anode electrode side. In other words, the cathode and anode micro-short circuit will be caused, and a large amount of gas will be released. By improving structure stability of cathode materials, optimizing electrolyte and increasing the puncture strength of separator, the high-temperature floating charge performance of the battery can be significantly improved.Key words: lithium ion battery; high voltage; high temperature; float charge; swelling 研究开发收稿日期:2019-05-16;修改稿日期:2019-06-10。
软包锂电池胀气原因及措施

软包锂电池胀气原因及措施软包装锂离子电池稍有气胀现象就会影响用电器使用,降低电池性能,严重时将会撑破包装铝箔,造成漏液腐蚀危险。
本文结合生产实际,分析气胀的类型和产生的可能原因,并提出解决方案,供大家参考。
一、气体产生的类型软包装锂离子电池气体的产生分为正常产气和异常产气两种。
正常产气是指在电芯生产工艺过程中的化成工序,SEI膜的形成过程中伴随产生的,常称为化成产气。
此种气体一般可暂时存放于气袋中,并于后续工序中排出,对电芯不产生明显影响。
异常产气是指,当气袋切除,封装完成后,由于电池内部发生异常造成气体量过多,此种情况下气体不能排出,引起电芯鼓胀,影响用电器使用,且会对电芯造成性能恶化。
当内部压力过大时,容易撑开包装铝箔,造成漏液、腐蚀等严重损害。
因此了解电芯整个产气过程,防止异常产气发生是软包装锂离子电池生产的关键。
1化成产气化成产气是指在电芯制造工艺过程的化成工序,也即电池的首次充电过程中,电解液在电极表面发生了氧化、还原反应,形成固体电解质膜(SE1膜)时伴随着产气;中国电子科技集团公司第十八研究所的陈益奎等研究了正极、负极产气量对比与气体成分分析,得出电池出化成阶段产气主要集中在电池负极。
厦大宝龙电池研究所的黄丽等人详细研究了不同化成电压下,所产生的气体种类和数量。
研究结果表明,在2.5V以下,产气主要为H2和C02;2.5V以后,EC少量开始分解,产物主要为C2H4;3V后,电解液中DMC和EMC开始分解,产气除了C2H4夕卜,还包含CH4和C2H6等烷羟;电压超过3.8V,EC分解的产物C2H4基本消失。
电压在3.0~3.5V,化成过程产气量最大,表明在3.5V时,为SE1膜的主要成膜区。
SEI膜离子导通电子不导通,在结构上由两层组成,内层为致密稳定的无机层,外层为多孔疏松的有机层,厚度在2nm到几十纳米之间,外层有机产物层,具有一定的柔韧性,可以提高整个膜层的机械强度和完整性,有效阻隔溶剂分子在电极表面持续的还原反应,因此,3.5V以后由于SEI膜的阻隔作用,产气基本完成,产气量迅速下降。
深度剖析锂离子电池鼓胀原因
深度剖析锂离子电池鼓胀原因锂离子电池由于具有高寿命、高容量被广泛推广使用,但是随着使用时间的延长,其存在鼓胀、安全性能不理想和循环衰减加快的问题也日益严重,引起了锂电界深度的分析和抑制研究。
根据实验研发经验,笔者将锂电池鼓胀的原因分为两类,一是电池极片的厚度变化导致的鼓胀;二是由于电解液氧化分解产气导致的鼓胀。
在不同的电池体系中,电池厚度变化的主导因素不同,如在钛酸锂负极体系电池中,鼓胀的主要因素是气鼓;在石墨负极体系中,极片厚度和产气对电池的鼓胀均起到促进作用。
一、电极极片厚度变化在锂电池使用过程中,电极极片厚度会发生一定的厚度变化,尤其是石墨负极。
据现有数据,锂电池经过高温存储和循环,容易发生鼓胀,厚度增长率约6%——20%,其中正极膨胀率仅为4%,负极膨胀率在20%以上。
锂电池极片厚度变大导致的鼓胀根本原因是受石墨的本质影响,负极石墨在嵌锂时形成LiCx(LiC24、LiC12和LiC6等),晶格间距变化,导致形成微观内应力,使负极产生膨胀。
下图是石墨负极极片在放置、充放电过程中的结构变化示意图。
石墨负极的膨胀主要是嵌锂后产生不可恢复膨胀导致的。
这部分膨胀主要与颗粒尺寸、粘接剂剂及极片的结构有关。
负极的膨胀造成卷芯变形,使电极与隔膜间形成空洞,负极颗粒形成微裂纹,固体电解质相界面(SEI)膜发生破裂与重组,消耗电解液,使循环性能变差。
影响负极极片变厚的因素有很多,粘接剂的性质和极片的结构参数是最重要的两个。
石墨负极常用的粘接剂是SBR,不同的粘接剂弹性模量、机械强度不同,对极片的厚度影响也不同。
极片涂布完成后的轧制力也影响负极极片在电池使用中的厚度。
在相同的应力下,粘接剂弹性模量越大,极片物理搁置反弹越小;充电时,由于Li+嵌入,使石墨晶格膨胀;同时,因负极颗粒及SBR的形变,内应力完全释放,使负极膨胀率急剧升高,SBR处于塑性变形阶段。
这部分膨胀率与SBR的弹性模量和断裂强度有关,导致SBR的弹性模量和断裂强度越大,造成不可逆的膨胀越小。
锂电池鼓包修复方法

锂电池鼓包修复方法锂电池是现代电子产品中常见的电池类型,由于其高能量密度和长寿命,被广泛应用于手机、笔记本电脑、相机等设备中。
然而,随着使用时间的增长,锂电池可能会出现鼓包的情况,这不仅影响了电池的外观美观,更重要的是可能存在安全隐患。
因此,及时修复锂电池鼓包成为了重要的任务。
首先,我们需要了解锂电池鼓包的原因。
锂电池鼓包通常是由于内部气体生成过多,导致电池包装膨胀而产生的。
这可能是由于充电过程中的过充、过放,或者是电池在高温环境下长时间使用导致的。
因此,修复锂电池鼓包的方法主要是通过释放这些内部气体,使电池恢复正常状态。
其次,我们需要准备一些工具和材料。
修复锂电池鼓包需要用到一些特殊工具,比如电池维修工具包、胶带、绝缘胶带、热风枪等。
在使用这些工具时,需要格外小心,以免造成不必要的伤害。
接下来,我们可以开始修复锂电池鼓包了。
首先,将锂电池从设备中取出,然后用绝缘胶带将正负极分别包裹起来,以防止短路。
接着,用热风枪对电池进行加热,这将有助于释放内部气体。
在加热的过程中,需要不断观察电池的状态,一旦发现异常情况,立即停止加热并进行处理。
当电池恢复正常温度后,可以用胶带将电池包装进行固定,然后重新安装到设备中进行测试。
如果一切正常,锂电池鼓包修复就完成了。
需要注意的是,在修复锂电池鼓包的过程中,一定要小心谨慎,避免操作不当导致安全事故的发生。
如果不具备相关修复经验和技能,建议寻求专业人士的帮助,以确保修复过程的安全和有效性。
总的来说,修复锂电池鼓包并不是一件特别复杂的工作,但需要具备一定的专业知识和技能。
通过正确的方法和工具,我们可以很好地解决锂电池鼓包的问题,延长电池的使用寿命,保障设备的安全使用。
希望本文所述的方法能够对您有所帮助,谢谢阅读!。
锂电池发鼓胀气和爆炸原因分析

锂电池发鼓胀气和爆炸原因分析standalone; self-contained; independent; self-governed;autocephalous; indie; absolute; unattached; substantive一、锂离子电池特性锂是化学周期表上直径最小也最活泼的金属。
体积小所以容量密度高,广受消费者与工程师欢迎。
但是,化学特性太活泼,则带来了极高的危险性。
锂金属暴露在空气中时,会与氧气产生激烈的氧化反应而爆炸。
为了提升安全性及电压,科学家们发明了用石墨及钴酸锂等材料来储存锂原子。
这些材料的分子结构,形成了奈米等级的细小储存格子,可用来储存锂原子。
这样一来,即使是电池外壳破裂,氧气进入,也会因氧分子太大,进不了这些细小的储存格,使得锂原子不会与氧气接触而避免爆炸。
锂离子电池的这种原理,使得人们在获得它高容量密度的同时,也达到安全的目的。
锂离子电池充电时,正极的锂原子会丧失电子,氧化为锂离子。
锂离子经由电解液游到负极去,进入负极的储存格,并获得一个电子,还原为锂原子。
放电时,整个程序倒过来。
为了防止电池的正负极直接碰触而短路,电池内会再加上一种拥有众多细孔的隔膜纸,来防止短路。
好的隔膜纸还可以在电池温度过高时,自动关闭细孔,让锂离子无法穿越,以自废武功,防止危险发生。
保护措施:锂电池电芯过充到电压高于后,会开始产生副作用。
过充电压愈高,危险性也跟着愈高。
锂电芯电压高于后,正极材料内剩下的锂原子数量不到一半,此时储存格常会垮掉,让电池容量产生永久性的下降。
如果继续充电,由于负极的储存格已经装满了锂原子,后续的锂金属会堆积于负极材料表面。
这些锂原子会由负极表面往锂离子来的方向长出树枝状结晶。
这些锂金属结晶会穿过隔膜纸,使正负极短路。
有时在短路发生前电池就先爆炸,这是因为在过充过程,电解液等材料会裂解产生气体,使得电池外壳或压力阀鼓涨破裂,让氧气进去与堆积在负极表面的锂原子反应,进而爆炸。
锂电池发鼓胀气和爆炸原因分析详细版

文件编号:GD/FS-6355(安全管理范本系列)锂电池发鼓胀气和爆炸原因分析详细版In Order To Simplify The Management Process And Improve The Management Efficiency, It Is Necessary To Make Effective Use Of Production Resources And Carry Out Production Activities.编辑:_________________单位:_________________日期:_________________锂电池发鼓胀气和爆炸原因分析详细版提示语:本安全管理文件适合使用于平时合理组织的生产过程中,有效利用生产资源,经济合理地进行生产活动,以达到实现简化管理过程,提高管理效率,实现预期的生产目标。
,文档所展示内容即为所得,可在下载完成后直接进行编辑。
一、锂离子电池特性锂是化学周期表上直径最小也最活泼的金属。
体积小所以容量密度高,广受消费者与工程师欢迎。
但是,化学特性太活泼,则带来了极高的危险性。
锂金属暴露在空气中时,会与氧气产生激烈的氧化反应而爆炸。
为了提升安全性及电压,科学家们发明了用石墨及钴酸锂等材料来储存锂原子。
这些材料的分子结构,形成了奈米等级的细小储存格子,可用来储存锂原子。
这样一来,即使是电池外壳破裂,氧气进入,也会因氧分子太大,进不了这些细小的储存格,使得锂原子不会与氧气接触而避免爆炸。
锂离子电池的这种原理,使得人们在获得它高容量密度的同时,也达到安全的目的。
锂离子电池充电时,正极的锂原子会丧失电子,氧化为锂离子。
锂离子经由电解液游到负极去,进入负极的储存格,并获得一个电子,还原为锂原子。
放电时,整个程序倒过来。
为了防止电池的正负极直接碰触而短路,电池内会再加上一种拥有众多细孔的隔膜纸,来防止短路。
好的隔膜纸还可以在电池温度过高时,自动关闭细孔,让锂离子无法穿越,以自废武功,防止危险发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(2)
Li2CO3+2 HF→2 LiF+H2CO3
(3)
H2CO3→H2O+CO2(g)
(4)
(CH2OCO2Li)2→Li2CO3+C2H4+CO2+1/2 O2
(5)
2 Li+(CH2OCO2Li)2 → 2 Li2CO3+C2H4
(6)
2 EC+2 e-+2 Li+ →CH2=CH2(g)+(CH2OCO2Li)2(s) (7)
研究与设计
锂离子电池浮充测试的鼓胀原因分析及改善
李慧芳, 高俊奎, 李 飞, 黄家剑 (天津力神电池股份有限公司,天津 300384)
摘要:对浮充测试中发生鼓胀的锂离子电池进行了深入分析,对电池产气成分、正负极阻抗、晶体结构、隔膜形貌及孔隙 等情况进行了检测,结果表明:在浮充过程中,溶剂及添加剂在嵌锂负极表面发生还原反应,同时 SEI 膜发生不断的重 整及修复反应,这些反应产物沉积到负极表面及隔膜孔隙内,导致靠近负极面的隔膜孔隙堵塞甚至贯穿,一旦沉积物刺 穿隔膜,即引起正负极微短路,导致 SEI 膜的溶解和溶剂的氧化,释放出大量 CO2,电池厚度迅速鼓胀。通过更换 Gurley 值高的隔膜可显著改善电池的浮充性能,原因在于在发生相同程度副反应的情况下,Gurley 值高的隔膜可穿透性差,不 易被沉积物刺穿发生微短路。 关键词:锂离子电池;浮充;鼓胀 中图分类号:TM 912 文献标识码:A 文章编号:1002-087 X(2013)12-2123-04
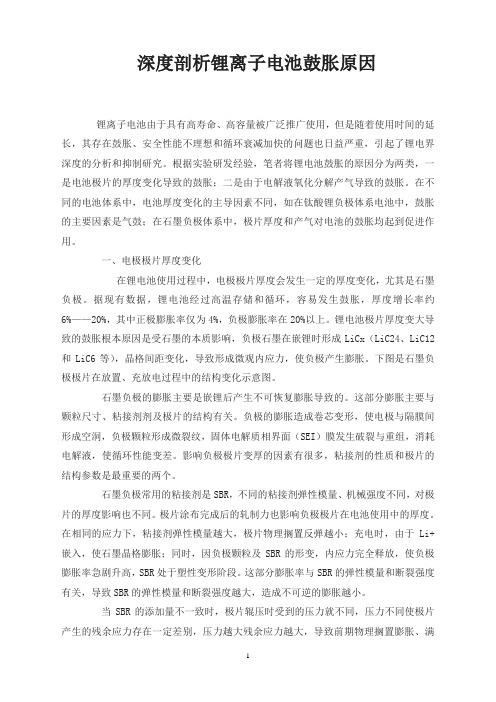
(a) 正对负极面
(b) 正对正极面
(c) 原始隔膜
隔膜表面形貌
隔膜表面形貌
图 4 隔膜两面的表面形貌
从图 4 可知,由于体系内发生如式(1)~(11)的反应,充电过 程中其产物在隔膜孔隙内沉积,导致其孔隙比原始隔膜变少。 从 SEM 图像看,正极面隔膜尚可看到其立体网状的孔隙,而 正对负极面的隔膜上几乎看不到孔,沉积物几乎将孔完全堵 塞,这表明在浮充过程中,负极上发生的反应多,产生的沉积 物积累越来越多,并生长到隔膜孔隙内。
EC+2 e-+2 Li+ → CH2=CH2(g)+Li2CO3(s)
(8)
2 EMC+2 e-+2 Li+ +H2 → 2 CH4(g)+2 LiOCO2CH2CH3(s) (9)
2 EMC+2 e-+2 Li+ → CH3CH3(g)+2 LiOCO2CH2CH3(s) (10)
EMC+2 e- +2 Li+ → CO(g)+CH3OLi(s)+CH3CH2OLi(s) (11)
2123
2013.12 Vol.37 No.12
ÄÁÂÃ研究与设计
1 . 4→1 0 1 . 2→1 0 1 . 0→1 0 0 . 8→1 0 0 . 6→1 0 0 . 4→1 0
CPS
境有很大关系,当电解液体系中的 HF 含量增高时,钴酸锂正 极会发生钴溶出;或者随着浮充的进行,钴酸锂正极发生结构 上的变化,导致钴的溶出。 2.2.2 正负极晶体结构的检测
Study on cause of swelling in float-charged lithium ion batteries
LI Hui-fang, GAO Jun-kui, LI Fei, HUANG Jia-jian (Tianjin Lishen Battery Joint-Stock Co., LTD., Tianjin 300384, China)
2? /( )
(a)
XRD
Normal Failed
12 000
10 000
8 000
6 000 4 000
2 000
0 5 15 25 35 45 55 65 75 2? /( )
(b)
XRD
图 2 浮充鼓胀与未进行浮充测试的正负极晶体结构对比
2.2.3 正负极阻抗对比
将浮充后发生鼓胀的电池在手套箱内解剖,取其正负极
XRD 测试结果表明,与未进行浮充测试的电池相比,浮充 发生鼓胀的电池的正极及负极的晶体结构均未发现异常。图 2
0 . 2→1 0
为浮充鼓胀与未进行浮充测试的正负极晶体结构对比。
1 400
0.0
Normal
CO CH C -CH CO CH =CH
1 200
F ail ed
→→→→→
图 1 浮充过程中鼓胀电池的气体成分 分一致。产量最多的气体是 CO2,其次为烷烯烃类。这些气体 成分可能来自于溶剂的反应。在浮充过程中,45 ℃的恒温下, 由于电池中微量水分的存在,导致电解质盐分解[式(1)、(2)],
近年来,锂离子电池在便携式电子产品和通讯工具中得 到广泛应用,在电动工具、电动汽车等动力电源方面的应用也 在日益扩大。随着人们对锂离子电池认识程度的加深,其安全 性能已经成为生产厂家和大众关注的焦点。锂离子电池在滥 用条件下(如高温、短路、过充放、振动、挤压和撞击等)容易 出现冒烟、着火甚至爆炸等情况。当前对锂离子电池过充、过 放及热稳定性的研究较多[1-3],而对于浮充测试的研究较少。
对隔膜断面进行形貌观察,如图 5 所示,可以看到隔膜内 的沉积物几乎贯穿整个隔膜的厚度方向,因此而可能使隔膜 发生局部微短路,导致浮充过程中瞬间充电电流上升较快,当 局部活性物质反应完毕,电流逐渐降低,这与观测到的充电曲 线一致。
综合以上分析,在浮充过程中,由于负极发生 SEI 膜的重
整及修复反应,反应产物一方面会沉积在负极上,另一方面也 会沉积在靠近负极的隔膜上,由于隔膜具有一定的孔隙,因此 沉积物有可能进入到隔膜的孔隙内,如果反应程度剧烈,则沉 积物有可能在隔膜内越积越多,导致部分孔隙的堵塞,极端情 况下,有可能会刺穿隔膜,导致正负极微短路,引发 SEI 膜溶 解,溶剂氧化,释放出大量 CO2。
1 000 800 600
生成 HF,HF 与负极上已经形成的 SEI 膜进行反应,导致部分
400
膜成分(Li2CO3)分解,因此生成 CO2[式(3)、(4)]。另外,SEI 膜
200
成分中非稳态的烷氧基碳酸锂成分也会向更稳定的 Li2CO3 转 化[式(5)、(6)]。随着充电的进行,不够致密完整的 SEI 膜不断
本文对上述浮充测试后发生鼓胀的电池进行失效原因分 析,首先用美国安捷伦气 - 质联用仪 GC-MS 测试鼓胀电池的 气体成分。
另取浮充鼓胀的电池充分放电到 3.0 V,在手套箱内将其 解剖,取其正负极片和隔膜,分别进行形貌等测试。
为考察浮充过程中电池正负极是否产生晶体结构上的缺 陷,将解剖后所得正负极分别进行 X 射线衍射光谱(XRD)测 试。
片,配以新鲜隔膜,以锂作为对电极,补充电解液,分别制作半
电池,用电化学工作站进行交流阻抗测试。
由图 3 中电化学交流阻抗频谱(EIS)数据可知:发生鼓胀 的电池,负极的 SEI 膜阻抗和充电转移阻抗均远远大于正极, 据此判断在负极上发生的反应较多,沉积物多,从而导致阻抗
500
450
Cathode
Anode
在手套箱内,将解剖所得正负极片配以新鲜隔膜和电解 液,以锂作为对电极,分别制作正极和负极半电池,用电化学 工作站进行交流阻抗测试。
2 结果与讨论
浮充后的电池发生不同程度的鼓胀,且导致电池的残余 容量和恢复容量降低。为此,对鼓胀后的电池进行如下分析测 试。
2.1 鼓胀气体成分的测试
图 1 为用 GC-MS 对两只鼓胀电池的气体成分进行测试 的结果,虽然电池鼓胀程度不同,但是从测试结果看其产气成
Abstract: The swelling lithium ion batteries in float-charged test were studied by analyzing the state of each component in battery. The experimental results suggest that the solvents reduction and the SEI reforming and repairing reaction may be caused by the float-charging process. The reaction products deposited on the anode surface and penetrated into the micro pores of separator on anode side. And it is easy to cause a short circuit of cathode and anode, which will lead to the release of CO2 by the dissolution of SEI and oxidation of solvents. According to this, if the separator changed to one with lower Gurley value, the swelling rate of battery would be greatly reduced. Key words: lithium ion battery; float-charge; swelling
400
350
300
250
200
150
100
正极成分未发现异常,但是负极上检出了钴,说明在浮充 过程中正极发生了钴溶出,溶出的钴离子(Co3+/Co4+)溶解到电 解液中,并在负极上发生还原沉积。钴的溶出与电池内部的环
50 0 0
图3
400
800
1 200 1 600
Z /−