【精品完整版】焦炉煤气合成甲醇工艺设计年产10万吨
最新年产10万吨煤合成甲醇工厂设计
年产10万吨煤合成甲醇工厂设计1 概述甲醇是重要的有机化工原料之一,是碳一化学的母体,广泛应用于生产塑料、纤维、橡胶、染料、香料、医药和农药等方面,也是一种重要的有机溶剂,由甲醇延伸的化工产品达数百种,在发达国家其产量仅次于乙烯、丙烯和苯,居第四位。
另外,甲醇是一种易挥发的无色透明液体,它与现实中使用的液体燃料具有极为相似的燃烧性能,它既具有燃烧性能好、辛烷值高、抗爆性能好等特点,又具有生产原料非常广泛的优势。
因此,早在20 世纪70 年代初,欧美的一些发达国家就将甲醇列为替代燃料,并开始了不同方式的研究开发与推广应用工作。
我国在这方面的起步工作也较早,20 世纪70 年代初期就有少数大专院校、科研单位和个别汽车制造企业开始了甲醇燃料的开发与应用工作,并取得了一定的进展。
综上所述,根据目前我国资源结构及能源供应的现状,大力发展煤炭洁净技术,对于调整和改善我国的能源结构,促进经济发展会起到更加积极的作用。
2 甲醇合成技术的发展1923 年德国首次用CO+H2 合成气在锌铬催化剂、高温高压下实现了甲醇合成工业化之后,甲醇生产便迅速发展,甲醇合成的方法也不断出现新的成就,最初采用的锌铬催化剂,甲醇合成反应温度在360~400 ℃,反应压力为20~30 MPa。
后来由于脱硫技术的发展及铜系催化剂研究与应用的成功,在较低的反应温度(240~300 ℃),较低的压力(5 MPa)下,即可获得较高的甲醇产率。
相对于锌铬系催化剂,铜系催化剂不仅活性好,而且选择性高,减少了副反应,不仅改善了甲醇质量,降低了原料气消耗,而且因反应压力低,工艺设备的制造比高压法更容易,投资少,能耗约降低了1/4,单位产品的成本较低,低压甲醇合成具有显著的优越性。
目前,国内外新上的单醇系统全采用低压工艺。
甲醇生产的另一个重要发展动向就是装置的大型化。
20 世纪90 年代以来,国外新建甲醇装置生产能力一般在50~80 万t/a,进入21 世纪后进一步提升至100 万t/a 以上,沙特国际石化公司(Sipchem)和伊朗国家石化公司(NPC)2004 年投产的甲醇装置均为100 万t/a。
年产10万吨甲醇工艺设计
甲醇是一种重要的有机化工品,广泛应用于合成有机化合物、涂料、塑料等工业领域。
甲醇工艺设计的关键目标是实现高产量、高质量的甲醇生产,同时考虑能源消耗、环境污染和安全性等方面的要求。
本文将对一种年产10万吨甲醇工艺设计进行详细介绍,包括原料选择、反应过程、设备选型、能源消耗和环境污染控制等方面。
1.原料选择甲醇的主要原料为天然气或煤炭。
在本工艺设计中,我们选择优质天然气作为甲醇的主要原料。
天然气中的甲烷通过蒸汽重整反应生成合成气,包括一氧化碳和氢气。
该合成气经过净化处理后,进入甲醇合成反应器进行反应。
2.反应过程甲醇的合成反应是一种催化反应,主要基于甲醇合成催化剂的作用。
在本工艺设计中,我们选择了高效的铜锌氧化物催化剂,能够在相对低的温度和压力下实现高效率的甲醇合成。
反应过程主要包括气相反应和液相吸收两个步骤。
气相反应器中,一氧化碳和二氧化碳与氢气发生反应生成甲醇。
反应后的气体进入液相吸收器,通过溶剂的吸收和分离,将甲醇从废气中回收。
3.设备选型甲醇生产设备主要包括气体净化、蒸汽重整、合成反应、分离和脱水等装置。
对于年产10万吨甲醇的工艺设计,我们选用了适宜的设备类型和规格,确保设备能够满足预期产量和质量要求。
例如,气体净化装置采用活性炭吸附和分子筛吸附的组合方式,提高气体净化效果。
合成反应器采用多床催化剂装置,提高反应效率和催化剂的使用寿命。
分离装置采用精馏和吸附等工艺,实现甲醇的回收。
4.能源消耗甲醇生产需要消耗大量的能源,包括天然气和蒸汽等。
为了降低能源消耗和提高能源利用效率,我们在工艺设计中采取了多项措施。
例如,在蒸汽重整过程中,我们采用余热回收技术,将废弃热量回收利用。
在合成反应过程中,我们优化反应条件和催化剂的使用方式,降低能源消耗。
此外,我们还考虑了电力和水的节约措施,提高整体能源利用效率。
5.环境污染控制甲醇生产过程中会产生废气、废水和废渣等污染物。
为了控制环境污染,我们在工艺设计中采取了多项措施。
十万吨焦炉煤气制甲醇的操作规程
10万吨甲醇操作法全套第一篇合成岗位操作规程第一章工艺原理一、合成工艺原理甲醇合成是在5.0MPa压力下,在催化剂的作用下,气体中的一氧化碳、二氧化碳与氢反应生成甲醇,基本反应式为:CO+2H2=CH3OH+QCO2+3H2=CH3OH+H2O+Q在甲醇合成过程中,尚有如下副反应:2CO+4H2=(CH3)2O+H2O2CO+4H2=C2H5OH+H2O4CO+8H2=C4H9OH+3H2O此外,还有甲酸甲酯,乙酸甲酯及其它高级醇、高级烷烃类生成。
以铜为主体的铜基催化剂,对于甲醇合成具有极高的选择性,而且在不太高的压力及温度下,要求合成气的净化要彻底,否则其活性将很快丧失,它的耐热性也较差,要求维持催化剂在最佳的稳定的温度下操作。
铜基催化剂一般可在210-280℃下操作,视催化剂的型号及反应器型式不同,其最佳操作温度范围与略有不同。
管壳式反应器的最佳操作温度在230-260℃之间。
在铜基催化剂上合成甲醇,合适的操作压力是5.0~10.0MPa,对于合成气中二氧化碳较高的情况,压力的提高对提高反应速度有比较明显的效果。
合成气的成份对甲醇合成反应的影响较大,由前述反应式可见,要降低能耗,应采用适量的二氧化碳浓度的合成气,若合成气中二氧化碳含量过高,会加重精馏工序的负担并增加了能耗,但二氧化碳含量太低,会导致催化剂活性和转化率过低。
理论的合成新鲜气成份,应满足以下比值:氢碳比f=(H2-CO2)/(CO+CO2)=2.05实际操作中氢碳比应适当增大,大约在2.05~2.15之间。
空速一般控制在8000~10000h-1左右。
甲醇合成是强烈的放热反应,必须在反应过程中不断的将热量移走,反应才能正常进行,管壳式反应器利用管子与壳体间副产中压蒸汽来移走热量,这样,合成反应适宜的温度条件维持就几乎全依赖于副产品中压蒸汽压力操作的正常与稳定。
第二章工艺流程简述由压缩工序来的循环气经入塔气预热器(C0401)预热至225℃,由顶部进入管壳式等温甲醇合成塔(D0401),在铜基触媒的作用下,CO、CO2与H2反应生成甲醇和水,同时还有少量的其它有机杂质生成。
焦炉煤气制甲醇工艺方案

焦炉煤气制甲醇工艺方案1.原料准备:焦炉煤气和一定比例的水蒸气是制备甲醇的原料。
焦炉煤气中含有一氧化碳、二氧化碳、氢气、氮气和少量烃类。
首先,对原料焦炉煤气进行预处理,除去其中的硫化物和一些杂质。
2.原料净化:焦炉煤气经过预处理后,进一步进行净化工艺。
通过冷却、除尘和脱硫等工序,去除颗粒物、酸性气体等污染物,以保证后续反应的顺利进行。
3.变换反应:焦炉煤气中的一氧化碳和二氧化碳需要经过变换反应,将其转化为甲醇。
该反应采用催化剂进行催化。
一氧化碳与水蒸气在一定温度和压力下通过催化剂反应生成甲醇。
在反应器内,采用适当的催化剂、反应温度和压力条件,可以提高甲醇的产率和选择性。
4.分离纯化:经过变换反应后,产生的反应混合物中含有甲醇、水、未反应的一氧化碳和二氧化碳等。
需要进行分离纯化工艺,将甲醇从混合物中提取出来。
常用的分离纯化方法包括蒸馏、吸附、结晶等。
5.回收利用:在分离纯化过程中,除了得到纯度较高的甲醇产品外,还会产生一些副产物和废弃物。
这些副产物和废弃物可以通过进一步处理和回收利用,以实现资源的综合利用和环境保护。
总的来说,焦炉煤气制甲醇工艺方案是将焦炉煤气中的一氧化碳和氢气转化为甲醇的过程。
通过预处理、净化、变换反应、分离纯化和废弃物处理等工序,实现了焦炉煤气的高效利用和甲醇产品的生产。
然而,在实际生产中,还需要根据具体情况进行工艺参数的调整和优化,以提高产量和甲醇的品质。
此外,还需要关注工艺过程中的能耗和环境污染问题,不断改进工艺方案,提高产能和资源利用效率,推动绿色发展。
年产10万吨煤合成甲醇工厂设计要点

年产10万吨煤合成甲醇工厂设计要点煤合成甲醇工厂设计要点煤合成甲醇工厂是利用煤作为原料制备甲醇的生产设备。
煤作为一种丰富的化石燃料,具有储量大、价格低廉以及可再生的特点,因此利用煤来生产甲醇具有较大的经济和环境优势。
下面我们将介绍设计一个年产10万吨煤合成甲醇工厂的要点。
1. 工艺选择煤合成甲醇工厂的工艺选择对于整个工厂的设计有至关重要的影响。
目前常见的工艺路线有间接法、直接法和半直接法等。
在选择工艺路线时需要考虑甲醇产率、甲醇纯度、能耗和设备投资等因素,综合比较各种工艺路线的优势和劣势,选择适合的工艺路线。
2. 原料处理煤是煤合成甲醇工厂的主要原料,但煤中含有许多杂质,如灰分、硫分、氮分等,需要进行原料处理。
原料处理的主要目的是去除杂质,提高煤的纯度,减少后续工艺过程中的能耗和设备磨损。
原料处理的主要工艺包括煤炭碎煤、煤炭洗选、煤泥脱水等。
3. 反应和分离煤合成甲醇的反应过程是核心环节,主要包括原料气化、合成气净化、合成气变换和甲醇合成等。
在反应过程中,需要注意反应温度、反应压力、反应速率等参数的控制,以保证反应的高效进行。
在分离过程中,主要包括甲醇的分离和副产物的回收利用。
4. 能源利用煤合成甲醇工厂需要大量的能源供应,包括煤炭燃烧产生的热能、原料气化产生的合成气以及电力等。
在能源利用上需要考虑能源的高效利用和节能减排。
通过合理设计能源系统,进行余热回收、废气处理和烟气排放控制等措施,以减少能源消耗和环境污染。
5. 设备选型煤合成甲醇工厂设备的选型对于工艺的高效运行和产品质量的保证至关重要。
设备选型需要考虑设备的质量、性能、可靠性和维修保养等方面。
此外,还需要考虑设备的运行安全和环境保护要求,选择符合国家标准和行业规范的设备。
6. 自动化控制煤合成甲醇工厂的生产过程复杂,需要进行自动化控制来实现对生产过程的监控和调控。
自动化控制系统可以实现对设备运行状态、工艺参数和产品质量等方面的实时监测和调节,提高生产效率和产品质量。
推荐-焦化厂焦炉煤气综合利用年产10万吨甲醇生产线改造项目环境影响报告书 精品
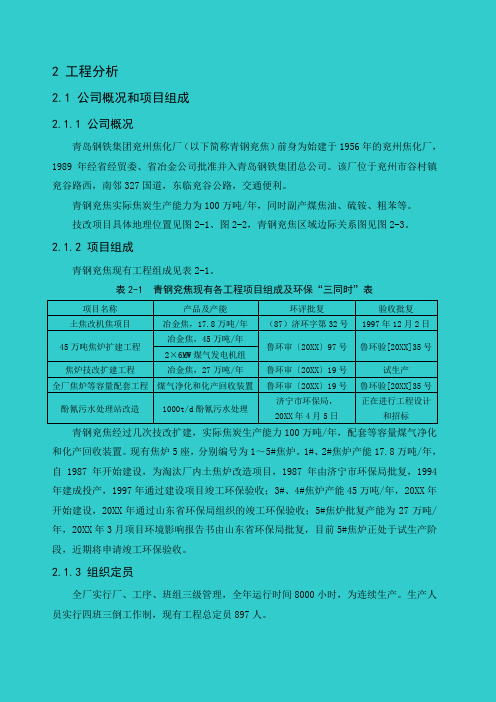
2 工程分析2.1 公司概况和项目组成2.1.1 公司概况青岛钢铁集团兖州焦化厂(以下简称青钢兖焦)前身为始建于1956年的兖州焦化厂,1989年经省经贸委、省冶金公司批准并入青岛钢铁集团总公司。
该厂位于兖州市谷村镇兖谷路西,南邻327国道,东临兖谷公路,交通便利。
青钢兖焦实际焦炭生产能力为100万吨/年,同时副产煤焦油、硫铵、粗苯等。
技改项目具体地理位置见图2-1、图2-2,青钢兖焦区域边际关系图见图2-3。
2.1.2 项目组成青钢兖焦现有工程组成见表2-1。
表2-1 青钢兖焦现有各工程项目组成及环保“三同时”表项目名称产品及产能环评批复验收批复土焦改机焦项目冶金焦,17.8万吨/年(87)济环字第32号1997年12月2日45万吨焦炉扩建工程冶金焦,45万吨/年鲁环审〔20XX〕97号鲁环验[20XX]35号2×6MW煤气发电机组焦炉技改扩建工程冶金焦,27万吨/年鲁环审〔20XX〕19号试生产全厂焦炉等容量配套工程煤气净化和化产回收装置鲁环审〔20XX〕19号鲁环验[20XX]35号酚氰污水处理站改造1000t/d酚氰污水处理济宁市环保局,20XX年4月5日正在进行工程设计和招标青钢兖焦经过几次技改扩建,实际焦炭生产能力100万吨/年,配套等容量煤气净化和化产回收装置。
现有焦炉5座,分别编号为1~5#焦炉。
1#、2#焦炉产能17.8万吨/年,自1987年开始建设,为淘汰厂内土焦炉改造项目,1987年由济宁市环保局批复,1994年建成投产,1997年通过建设项目竣工环保验收;3#、4#焦炉产能45万吨/年,20XX年开始建设,20XX年通过山东省环保局组织的竣工环保验收;5#焦炉批复产能为27万吨/年,20XX年3月项目环境影响报告书由山东省环保局批复,目前5#焦炉正处于试生产阶段,近期将申请竣工环保验收。
2.1.3 组织定员全厂实行厂、工序、班组三级管理,全年运行时间8000小时,为连续生产。
焦化厂焦炉煤气综合利用年产10万吨甲醇生产线改造项目环境影响报告书 精品
2 工程分析2.1 公司概况和项目组成2.1.1 公司概况青岛钢铁集团兖州焦化厂(以下简称青钢兖焦)前身为始建于1956年的兖州焦化厂,1989年经省经贸委、省冶金公司批准并入青岛钢铁集团总公司。
该厂位于兖州市谷村镇兖谷路西,南邻327国道,东临兖谷公路,交通便利。
青钢兖焦实际焦炭生产能力为100万吨/年,同时副产煤焦油、硫铵、粗苯等。
技改项目具体地理位置见图2-1、图2-2,青钢兖焦区域边际关系图见图2-3。
2.1.2 项目组成青钢兖焦现有工程组成见表2-1。
表2-1 青钢兖焦现有各工程项目组成及环保“三同时”表项目名称产品及产能环评批复验收批复土焦改机焦项目冶金焦,17.8万吨/年(87)济环字第32号1997年12月2日45万吨焦炉扩建工程冶金焦,45万吨/年鲁环审〔2003〕97号鲁环验[2006]35号2×6MW煤气发电机组焦炉技改扩建工程冶金焦,27万吨/年鲁环审〔2003〕19号试生产全厂焦炉等容量配套工程煤气净化和化产回收装置鲁环审〔2003〕19号鲁环验[2006]35号酚氰污水处理站改造1000t/d酚氰污水处理济宁市环保局,2007年4月5日正在进行工程设计和招标青钢兖焦经过几次技改扩建,实际焦炭生产能力100万吨/年,配套等容量煤气净化和化产回收装置。
现有焦炉5座,分别编号为1~5#焦炉。
1#、2#焦炉产能17.8万吨/年,自1987年开始建设,为淘汰厂内土焦炉改造项目,1987年由济宁市环保局批复,1994年建成投产,1997年通过建设项目竣工环保验收;3#、4#焦炉产能45万吨/年,2003年开始建设,2006年通过山东省环保局组织的竣工环保验收;5#焦炉批复产能为27万吨/年,2003年3月项目环境影响报告书由山东省环保局批复,目前5#焦炉正处于试生产阶段,近期将申请竣工环保验收。
2.1.3 组织定员全厂实行厂、工序、班组三级管理,全年运行时间8000小时,为连续生产。
年产10万吨甲醇工厂模拟设计
目录1甲醇生产的主要原料及生产工艺 (1)1.1甲醇生产主要原料及合成方法 (1)1.2甲醇合成工艺流程简介 (2)2生产工艺物料衡算 (3)2.1设计条件及参数 (4)2.2生产工艺物料衡算 (5)3生产工艺热量衡算 (6)3.1合成塔的热量计算 (7)3.2入塔气换热器的热量计算 (8)3.3水冷器热量的计算 (9)4生产工艺的流程设计计算及设备选型 (9)4.1甲醇合成塔的设计选型 (9)4.1.1传热面积计算 (10)4.1.2催化剂用量计算 (11)4.1.3传热管数计算 (11)4.1.4合成塔计算 (11)4.1.5折流板计算 (12)4.1.6管板计算 (12)4.1.7支座计算 (12)4.1.8合成塔设计汇总表 (13)4.2甲醇合成工段设备一览表 (13)5参考文献 (13)甲醇生产的主要原料及生产工艺1.1甲醇生产主要原料及合成方法我国甲醇生产制造原料气的原料有气体、液体和固体原料。
气体原料有天然气、焦炉气、乙炔尾气、炼厂气、高炉气等。
液体原料有石脑油、重油、渣油等。
固体原理有焦炭、无烟煤、褐煤等[1]。
目前甲醇生产技术主要采用低压法和中压法两种工艺,并且以低压法为主,这两种方法生产的甲醇约占世界甲醇产量的80%以上。
高压法:(19.6-29.4Mpa)是最初生产甲醇的方法,采用锌铬催化剂,反应温度360-400℃,压力19.6-29.4Mpa。
高压法由于原料和动力消耗大,反应温度高,生成粗甲醇中有机杂质含量高,而且投资大,其发展长期以来处于停顿状态。
低压法:(5.0-8.0 Mpa)是20世纪60年代后期发展起来的甲醇合成技术,低压法基于高活性的铜基催化剂,其活性明显高于锌铬催化剂,反应温度低(240-270℃)。
在较低压力下可获得较高的甲醇收率,且选择性好,减少了副反应,改善了甲醇质量,降低了原料消耗。
此外,由于压力低,动力消耗降低很多,工艺设备制造容易。
中压法:(9.8-12.0 Mpa)随着甲醇工业的大型化,如采用低压法势必导致工艺管道和设备较大,因此在低压法的基础上适当提高合成压力,即发展成为中压法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
目录 (1)
1 绪论 (2)
1.1甲醇的国内外发展 (3)
1.2甲醇的合成方法 (4)
1.3合成路线 (4)
1.4设计目的和意义 (8)
2 精甲醇生产工艺计算 (10)
2.1甲醇生产的物料平衡计算 (10)
2.1.1合成塔物料平衡计算 (10)
2.1.2 粗甲醇精馏的物料平衡计算 (18)
2.2甲醇生产的能量平衡计算 (20)
2.2.1 合成塔能量计算 (20)
2.2.2 常压精馏塔能量衡算 (22)
3 主要设备计算及选型 (26)
3.1合成系统的设备选型 (26)
3.1.1 甲醇合成反应器 (26)
3.1.2 出塔气冷凝器 (26)
3.1.3 甲醇分离器 (26)
3.1.4 粗甲醇贮槽 (26)
3.1.5 压缩机 (27)
3.2精馏系统设备选型及计算 (27)
3.2.1 常压塔冷凝器 (27)
3.2.2 常压精馏塔计算 (27)
3.2.3 初估塔径 (29)
3.2.4 理论板数的计算 (31)
3.2.5 塔内件设计 ......................................................................................... - 33 -
3.2.6 塔板流体力学验算 ............................................................................. - 36 -
3.2.7 塔板负荷性能 (39)
3.2.8 常压塔主要尺寸确定 (40)
4参考文献 (41)
5毕业设计心得体会 (44)
6致谢 (45)
1 .绪论
1.1 甲醇的国内外发展
甲醇作为及其重要的有机化工原料,是碳一化学工业的基础产品,在国民经济中占有重要地位。
长期以来,甲醇都是被作为农药,医药,染料等行业的工业原料,但随着科技的进步与发展,甲醇将被应用于越来越多的领域。
1. 生产的发展
1)世界甲醇工业的发展
总体上说,世界甲醇工业从90年代开始经历了1991-1998的供需平衡,1998-1999的供大于求,从2000年初至今的供求基本平衡三个基本阶段。
[1]据Nexant Chen Systems公司的最新统计,全球2004年甲醇生产能力为4226.5万t/a[2]以下是最近几年的甲醇需求统计。
全球主要地区甲醇消费构成。