模具明细表A
模具厂质量记录一览表

编号
质量记录一览表
名称
保存期限 序号
《生产模具加工工艺计划表M组工作日报表》 《EDW组工作日报表》 《CNC组工作日报表》
《CNC施工图》 《临时生产计划》 《工件施工简图》 《个人工作报表》 《外发加工申请单》 《设备登记清单》 《设备档案记录》 《机械设备保养表》 《设备定期检修报告单》 《设备维修报告单》 《___月设备维修费用明细表》
序号 负责部门 1 生产计划部 2 生产计划部 3 生产计划部 4 生产计划部 5 生产计划部 6 生产计划部 7 生产计划部 8 生产计划部 9 生产计划部 10 生产计划部 11 生产计划部 12 生产计划部 13 生产计划部 14 生产计划部 15 生产计划部 16 生产计划部 17 生产计划部 18 生产计划部 19 生产计划部 20 生产计划部 21 生产计划部 22 生产计划部 23 生产计划部 24 生产计划部 25 生产计划部 TN-QR-E-003
《试模通知单》 《注塑试模日报》 《试模前检测报告》 《试模跟踪报告》 《工件烧焊申请单》
《模具改良表》 《重要工件加工工艺流程表》
《工伤事故处理书》
半年 半年 半年 半年 一年 半年 临时 半年 半年 长期 长期 半年 一年 长期 一年 半年 一年 临时 一年 一年 一年 一年 一年
名称
保存期限
长安骏艺塑胶模具制品厂
TN-QR-E-003
长安骏艺塑胶模具制品厂
模具报价明细表

零
形 式
油压 □
数 齿条 □
出
胶
具
方
2次顶出□ 后模回退
式□
方 潜水 □ 式 隧道入水□
结 构
件 配 置
量 电动 □
顶方 □
焦形入水□
外形尺寸
壁厚
POM □
塑 PA
□
胶 材
PC
□
料 ABS □
序号
穴数
材料费-B
模
胚模
仁其他配
件
油缸 电极数
量 形式
咀 数
热 全热流道
流 半热流道 道 针阀式Βιβλιοθήκη 非针阀式A 工时费用
B 材料费
C
管理 工程+试模
实
计
模胚尺寸
备注
牌子 价钱
模具报价明细表
公司名称
产品型号
产品名称
登记序号 报价编号
产品编号
对照编 号
设计
拆 公
小时*
模具制造工时/费用-A
编程 CNC 车床 铣床
磨床 测量
火花 机
线切 割
省模 精雕 Fit模 后处理 其他 总工时 小计
单价/H
均价
实计
滑 滑块 □
顶针 □
大水口 □
块 斜顶 □
顶 推板 □ 进 小水口 □ 模
模具寿命管理明细表【精编】

刀具涂层有哪些内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而制备的。
涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了基体的磨损。
涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性,切削时可比未涂层刀具寿命提高3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。
现状涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。
切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。
类别涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。
但以前两种涂层刀具使用最多。
在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。
新型涂层技术Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。
它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
涂层方法生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。
模具工装明细表
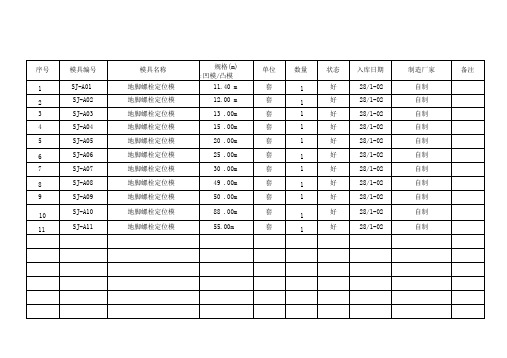
编号:SJ-6.3-10 部门:生技部NO
以上为精心整理的精品资料,可供您在工作中参考使用,以便于节省您的工作时间。
以上资料仅供个人使用,不得用于商用。
以上为
精心整理的精品资料,可供您在工作中参考使用,以便于节省您的工作时间。
以上资料仅供个人使用,不得用于商用。
以上为精心整理的精品资料,可供您在工作中参考使用,以便于节省您的工作时间。
以上资料仅供个人使用,不得用于商用。
以上为精心整理的精品资料,可供您在工作中参考使用,以便于节省您的工作时间。
以上资料仅供个人使用,不得用于商用。
模具技术要求明细表
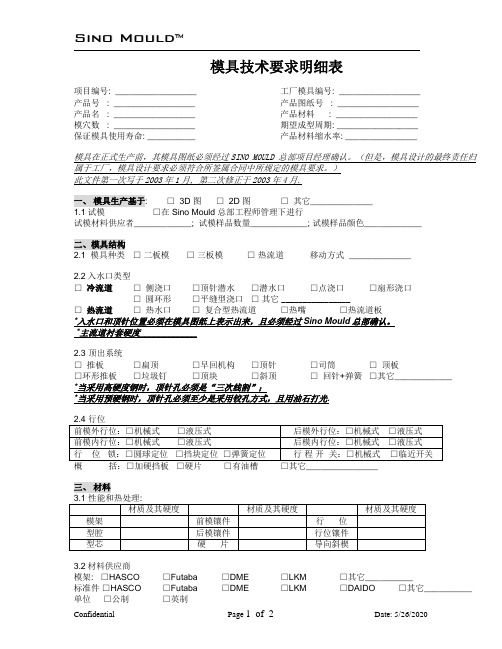
模具技术要求明细表项目编号: _________________ 工厂模具编号: _________________产品号 : _________________ 产品图纸号 : _________________产品名 : _________________ 产品材料 : _________________模穴数 : _________________ 期望成型周期: _________________保证模具使用寿命: __________ 产品材料缩水率: _______________模具在正式生产前,其模具图纸必须经过SINO MOULD 总部项目经理确认。
(但是,模具设计的最终责任归属于工厂,模具设计要求必须符合所签属合同中所规定的模具要求。
)此文件第一次写于2003年1月, 第二次修正于2003年4月.一、模具生产基于: □3D 图□2D 图□其它_____________1.1试模□在Sino Mould 总部工程师管理下进行试模材料供应者____________; 试模样品数量____________; 试模样品颜色____________二、模具结构2.1 模具种类□二板模□三板模□热流道移动方式 _____________2.2入水口类型□冷流道□侧浇口□顶针潜水□潜水口□点浇口□扇形浇口□圆环形□平缝型浇口□其它________________□热流道□热水口□复合型热流道□热嘴□热流道板*入水口和顶针位置必须在模具图纸上表示出来,且必须经过Sino Mould总部确认。
*主流道衬套硬度____________2.3 顶出系统□推板□扁顶□早回机构□顶针□司筒□顶板□环形推板□垃圾钉□顶块□斜顶□回针+弹簧□其它____________*当采用高硬度钢时,顶针孔必须是“三次线割”;*当采用预硬钢时,顶针孔必须至少是采用铰孔方式,且用油石打光.三、材料3.2材料供应商模架: □HASCO □Futaba □DME □LKM □其它__________标准件□HASCO □Futaba □DME □LKM □DAIDO □其它__________单位□公制□英制3.3 表面处理前模后模前模后模高抛光: ________ □□蚀纹: __________ □□火花纹: ________ □□根据图纸:_______ □□四、冷却/加热/排气4.1 冷却/加热/结构□模架□模仁/模芯板□模仁/模芯行位□行位□小型模芯采用加热芯□加热管□其它_____________________________隔热板位于:□模芯□模腔4.2运水连接位置前模后模前模后模模具顶部(如可能避免)□□操作面(如可能避免)□□模具底部□□非操作面□□运水镙纹规格: □ 1/4 NPT □3/8 NPT □其它______________* 接水管接头低于模具表面, 如有可能,请参考DME 镙纹安装标准,采用DME 快速接头.4.3 标识□水(如水入,水出)□空气(如空气入,空气出)□油(如油入,油出)4.4排气:模具一定要加疏气,而且气体一定要排出模外,与大气相连。
注塑成型工艺标准记录表模板
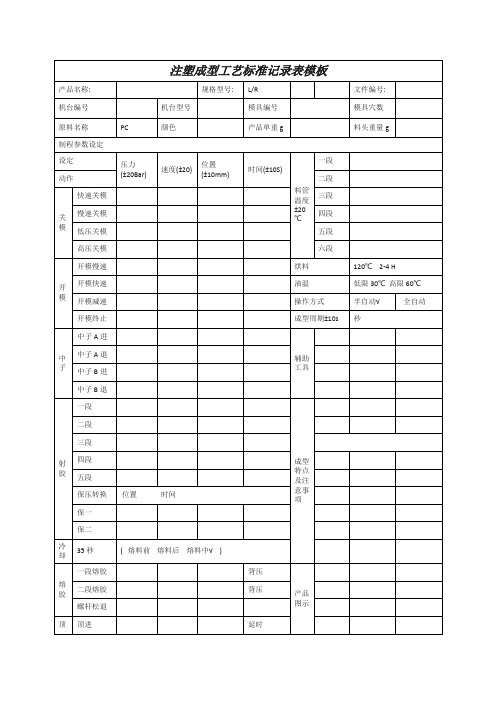
产品名称:
规格型号:
L/R
文件编号:
机台编号
机台型号
模具编号
模具穴数
原料名称
PC
颜色
产品单重g
料头重量g
制程参数设定
设定
压力(±20Bar)
速度(±20)
位置(±10mm)
时间(±10S)
料管温度±20℃
一段
动作
二段
关模
快速关模
三段
慢速关模
四段
低压关模
五段
高压关模
六段
开模
开模慢速
背压
螺杆松退
顶针
顶进
延时
顶退
延时
顶出方式
停留√ 定次 不顶出
震动
顶 次
编制
审核
批准
日期
日期
日期
烘料
120℃ 2-4 H
开模快速
油温
低限30℃ 高限60℃
开模减速
操作方式
半自动√
全自动
开模终止
成型周期±10s
秒
中子
中子A进
辅助工具
中子A退
中子B进
中子B退
射胶
一段
成型特点及注意事项
ቤተ መጻሕፍቲ ባይዱ二段
三段
四段
五段
保压转换
位置 时间
保一
保二
冷却
35 秒
( 熔料前 熔料后 熔料中√ )
熔胶
一段熔胶
背压
产品图示
二段熔胶
五金模具报价明细表--
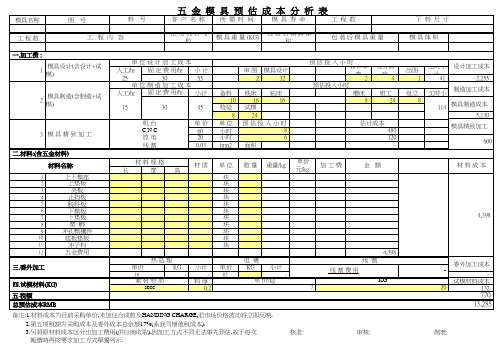
单价 60 20 0.03
审 图 模具设计
2
32
备料 10
检验 8
单位 小时 小时 mm2
铣床 钻床
16
16
试模
24
预估投入小时
8
6
面积
预 估 投 入 小 时设计审
查2 预估投入小时
磨床 8
设计修 改4
钳工 24
估计成本 480 120 -
材料规格
长
宽
高
材质
单位
块 块 块 块 块 块 块 块 块 块 块
核准:
审核:
出图 1
组立 8
工时小 设计加工成本
计41
2,255
工时小 制造加工成本
114 模具制造成本 5,130
模具精致加工
600
材料成本
4,398
委外加工成本
-
-
试模材料成本
20
132
770
13,285
制表:
模具名称
图号
料号
五金模具预估成本分析表
客户名称 所需时间
模具寿命
工程数
下料尺寸
工程数
工 程内 容
使用机台吨 数
模 具 重 量 (KG)
包装后模具体 积
包装后模具重量模具体积一.加工费 Nhomakorabea:1
模具设计(含设计+试 模)
2
模具制造(含制造+试 模)
3 模具精致加工
二.材料:(含五金材料)
材料名称
1
上下模座
热处理
单价
KG
16
-
素材材质
secc
小计
-
料厚 0.2
详细模具报价单
设计/编程/项目费用:
科目
加工单价
模具设计
60(元/H)
项目跟进
报价图
加工工时(小时) 业务跟进 模具BOM采购 分模
总装配
年月日
备 注 含税单价 总费用(元)
小计1 合计工时 费用(元)
出图
加工编程
60(元/H)
模胚
前模
后模
行位/斜顶 镶件 电极拆分 电极编程
特殊设计/编程
80(元/H)
加 工 费:
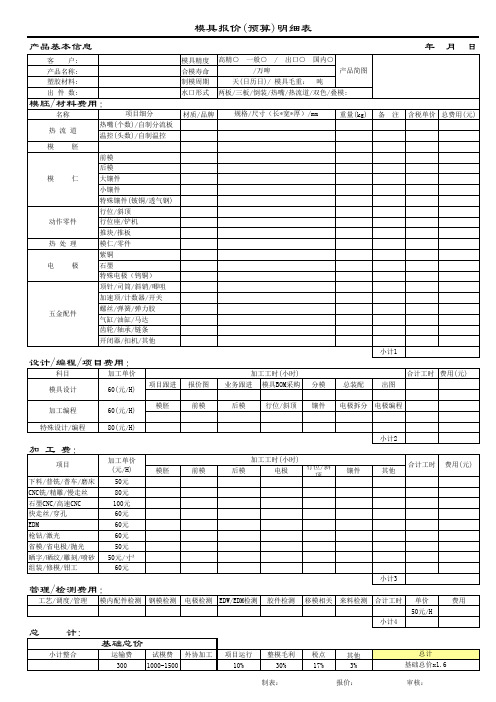
模具报价(预算)明细表
产品基本信息
客 户:
产品名称:
塑胶材料:
出 件 数:
模胚/材料费用:
名称
项目细分
热流道
热嘴(个数)/自制分流板 温控(头数)/自制温控
模胚
前模
后模
模仁
大镶件
小镶件
特殊镶件(铍铜/透气钢)
行位/斜顶
动作零件
行位座/铲机
推块/推板
热处理
模仁/零件
紫铜
电极
石墨
特殊电极(钨铜)
顶针/司筒/斜销/唧咀
加速顶/计数器/开关
五金配件
螺丝/弹簧/弹力胶 气缸/油缸/马达
齿轮/轴承/链条
开闭器/扣机/其他
模具精度 合模寿命 制模周期 水口形式
高精○ 一般○ / 出口○ 国内○
/万啤
产品简图
天(日历日)/ 模具毛重: 吨
两板/三板/倒装/热嘴/热流道/双色/叠模:
材质/品牌
规格/尺寸(长*宽*厚)/mm
重量(kg)
总
计:
小计整合
基础总价
运输费
试模费
300
1000-1500
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
150T
350*02
1
RS-011/SMR12-1/202
9
钢球架
SMR12-1/203
1
热塑模
RS-011/SMR12-1/203
150T
220*220*280
瀚盛
10
防撞垫
SMR12-1/301
1
热塑模
RS-011/SMR12-1/301
110T
180*180*220
瀚盛
一出八
11
手柄坯件
SMR12-1/101
1
压铸模
JZ-012/ SMR12-1/101
150T
360*400*360
颖承
外协厂做
12
扭杆坯件
SMR12-1/112
1
压铸模
JZ-011/ SMR12-1/112
颖承
外协厂做
13
压铸前盖坯件
SMR12-1/127
1
压铸模
SMR23-1/301
1
落料模
LN-011/SMR23-1/301
五金车间模具部
19
底座板
SMR12-1/124
1
落料模
LN-011/SMR12-1/124
80T
420*300*110
龙鹏
编制:审核:批准:日期:共3页第2页
一出四
7
按钮压板
SMR12-1/120
1
RS-011/SMR12-1/120
150T
370*320*300
瀚盛
一出二
按钮锁
SMR12-1/121
1
RS-011/SMR12-1/121
一出二
加速掣钮坯件
SMR12-1/130
1
RS-011/SMR12-1/130
一出二
8
盘盖
SMR12-1/201
1
热塑模
广东德豪润达电气股份有限公司
模具明细表
工艺文件类(A版)
DR/1 MJB 212216(立式混合器)
编制:日期:
审核:日期:
批准:日期:
212216立式混合器模具明细表
A版DR/1 MJB 212216
序号
零件名称
零件代号
工序号
模具名称
模具编号
机台吨位
外形尺寸
制造商
备注
1
摆动杆
SMR12-1/104
WQ-021/SMR12-1/701
16
碗底
SMR12-1/901
1
落料模
LN-011/SMR12-1/901
外协厂做
2
拉伸模
YX-021/SMR12-1/901
3
拉伸模
YX-031/SMR12-1/901
4
切边模
QB-041/SMR12-1/901
5
整型模
ZX-051/SMR12-1/901
18
绝缘片
RS-011/SMR12-1/116
150T
250*250*350
瀚盛
一出二
5
底座坯件
SMR12-1/117
1
热塑模
RS-012/SMR12-1/117
450T
670*450*500
瀚盛
一出一
6
按钮坯件
SMR12-1/119
1
热塑模
RS-011/SMR12-1/119
120T
310*200*230
瀚盛
2
拉伸模
YX-022/SMR12-1/123
3
冲孔模
CK-032/SMR12-1/123
4
冲孔模
CK-042/SMR12-1/123
5
切边模
QB-042/SMR12-1/123
6
切边模
QB-042/SMR12-1/123
15
散热片
SMR12-1/701
1
落料模
LN-011/SMR12-1/701
2
弯曲模
1
热塑模
RS-011/SMR12-1/104
110T
220*220*300
瀚盛
一出四
2
下盖
SMR12-1/113
1
热塑模
RS-012/SMR12-1/113
250T
400*450*500
瀚盛
一出一
上盖坯件
SMR12-1/114
1
RS-012/SMR12-1/114
4
旋钮
SMR12-1/116
1
热塑模
JZ-012/ SMR12-1/127
颖承
外协厂做
编制:审核:批准:日期:共3页第1页
212216立式混合器模具明细表
A版DR/1 MJB 21216
序号
零件名称
零件代号
工序号
模具名称
模具编号
机台吨位
外形尺寸
制造商
备注
14
旋钮壳
SMR12-1/123
1
落料模
LN-012/SMR12-1/123
外协厂做