裁床拉布登记表
裁切、印、绣花、缝纫、装订首件记录表-
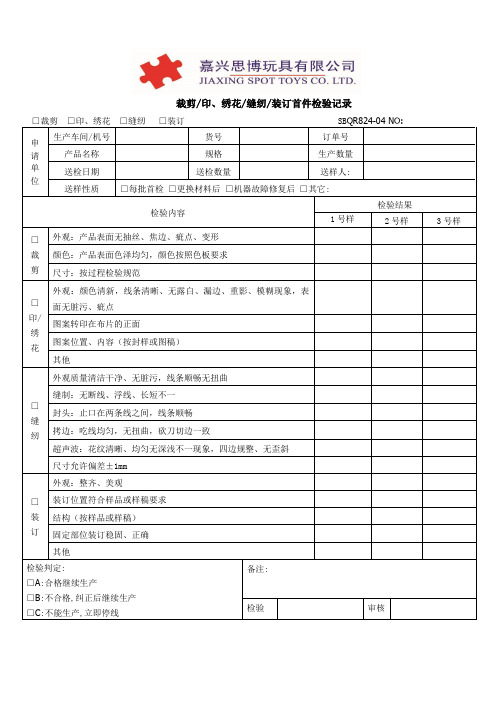
裁剪/印、绣花/缝纫/装订首件检验记录
□裁剪 □印、绣花 □缝纫 □装订 SB QR824-04 NO: 申 请 单 位
生产车间/机号 货号 订单号 产品名称 规格 生产数量 送检日期
送检数量
送样人:
送样性质
□每批首检 □更换材料后 □机器故障修复后 □其它:
检验内容
检验结果
1号样 2号样
3号样 □ 裁剪
外观:产品表面无抽丝、焦边、疵点、变形 颜色:产品表面色泽均匀,颜色按照色板要求 尺寸:按过程检验规范
□ 印/绣花
外观:颜色清新,线条清晰、无露白、漏边、重影、模糊现象,表
面无脏污、疵点
图案转印在布片的正面
图案位置、内容(按封样或图稿) 其他
□ 缝纫
外观质量清洁干净、无脏污,线条顺畅无扭曲 缝制:无断线、浮线、长短不一
封头:止口在两条线之间,线条顺畅 拷边:吃线均匀,无扭曲,砍刀切边一致
超声波:花纹清晰、均匀无深浅不一现象,四边规整、无歪斜 尺寸允许偏差±1mm □ 装订
外观:整齐、美观
装订位置符合样品或样稿要求 结构(按样品或样稿) 固定部位装订稳固、正确 其他
检验判定: □A :合格继续生产
□B :不合格,纠正后继续生产 □C :不能生产,立即停线
备注: 检验
审核。
(整理)裁床女装库存布料登记表
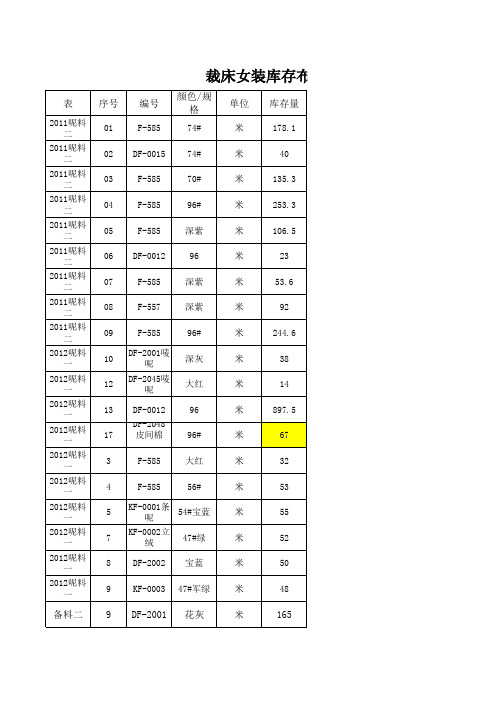
序号 01
编号 F-585
颜色/规 格
74#
02 DF-0015 74#
03
F-585
70#
04
F-585
96#
05
F-585
深紫
06 DF-0012
96
07
F-585
深紫
08
F-557
深紫
09
F-585
96#
10
DF-2001唛 呢
深灰
12
DF-2045唛 呢
大红
13 DF-0012
KG
旧布三 (女装)
01
KH-0027
黑色
米
旧布三 (女装)
02
DP-2050
96#
米
旧布三 (女装)
03
KH-0015
黑色
米
旧布三 (女装)
06 DH-2229-1
75
米
旧布三 (女装)
07 DH-2013-3
96
米
108 89 29
851.1
65 101 28 25 67
45
21 74.3 7.4 68 116.2 20 109.3
米
表三
106 F-585
96#
米
表一
5 DA-2030
金
米
表一
7 DD-0024 96#
米
表一
13 H-1115
粉
米
表一
15
L-834
白
米
表一
16
K-15
白
米
表一
17 DH-2249
粉
米
表一
裁床程序记录表
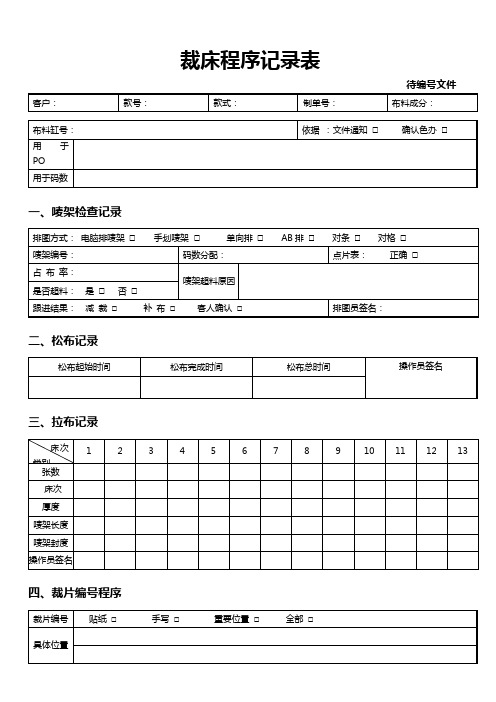
待编号文件
客户:
款号:
款式:
制单号:
布料成分:
布料缸号:
依据:文件通知□确认色办□
用于PO
用于码数
一、唛架检查记录
排图方式:电脑排唛架□手划唛架□单向排□AB排□对条□对格□
唛架编号:
码数分配:
点片表:正确□
占布率:
唛架超料原因
是否超料:是□否□
跟进结果:减裁□补布□客人确认□
排图员签名:
二、松布记录
松布起始时间
松布完成时间
松布总时间
操作员签名
三、拉布记录
床次类别
1
2
3
4
5
6
7
89Biblioteka 101112
13
张数
床次
厚度
唛架长度
唛架封度
操作员签名
四、裁片编号程序
裁片编号
贴纸□手写□重要位置□全部□
具体位置
编号员:
主管签名:日期:
裁 床 汇 总 表

裁床日产量汇总表
裁剪日期
款号
订单数量
颜色
数量
累计
数量
加工单位
月
日
XS
S
M
L
XL
XXL
合计
此表格由裁床主管填写每天上报给厂长审批后报财务部
裁床日产量汇总表
裁剪日期
款号
订单数量
颜色
数量
累计
数量
加工单位
月
日
XS
S
M
L
XL
XXL
合计
此表格由裁床主管填写每天上报给厂长审批后报财务部
订单数量
颜色
数量
累计
数量
加工单位
月
日
XS
S
M
L
XL
XXL
合计
此表格由裁床主管填写每天上报给厂长审批后报财务部
裁床日产量汇总表
裁剪日期
款号
订单数量
颜色
数量
累计
数量
加工单位
月
日
XS
S
M
L
XL
XXL
合计
此表格由裁床主管填写每天上报给厂长审批后报财务部
裁床日产量汇总表
裁剪日期
款号
订单数量
颜色
数量
累计
数量
加工单位
月
日
XS
S
M
L
XL
XXL
合计
此表格由裁床主管填写每天上报给厂长审批后报财务部
裁床日产量汇总表
裁剪日期
ቤተ መጻሕፍቲ ባይዱ款号
订单数量
颜色
数量
累计
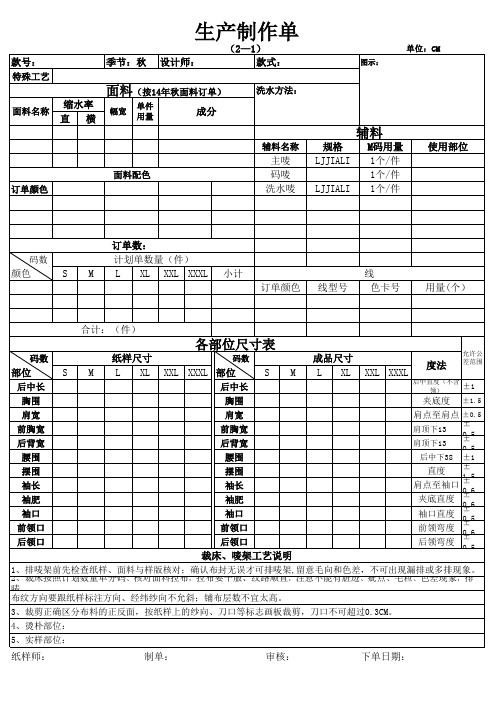
服装生产制作单
Байду номын сангаас
XXL XXXL
度法
后中直度(不含 领)
允许公 差范围
±1
±1.5
夹底度
肩顶下13 肩顶下13 后中下38
肩点至肩点 ±0.5
±0.5 ±0.5 ±1 ±1.5
直度
肩点至袖口 ±0.6 夹底直度 ±0.6 袖口直度 ±0.5 前领弯度 ±0.6 后领弯度 ±0.5
裁床、唛架工艺说明
1、排唛架前先检查纸样、面料与样版核对;确认布封无误才可排唛架,留意毛向和色差,不可出现漏排或多排现象。 2、裁床按照计划数量单分码、核对面料拉布,拉布要平服、纹路顺直,注意不能有脏迹、疵点、毛粒、色差现象,排 唛 布纹方向要跟纸样标注方向、经纬纱向不允斜;铺布层数不宜太高。 3、裁剪正确区分布料的正反面,按纸样上的纱向、刀口等标志画板裁剪,刀口不可超过0.3CM。 4、烫朴部位: 5、实样部位:
纸样师:
制单:
审核:
下单日期:
制作单(2—2)
款号: 前幅图样分解说明 款式: 后幅图样分解说明
重点工艺要求及注意事项
1、针距:平车针距1"=10针、钑骨车针距1〃=12针;平车、钑骨 车用9#圆咀针。 2、 3、 4、 5、 6、 7、 8、 9、
主唛、小侧唛、洗水唛位置:
尾部工艺要求
1、专机: 钉扣: 2、查货要求:外观平服、整洁,无线头、无污渍、无烫光、无抽纱、无漏错工序、辅料等疵点。 3、整烫要求: 蒸气平烫,整烫时尽量反面烫,不可强行归/拉、需保证板型尺寸要准确。不可有烫黄、发硬、变色、 极光、折痕、水渍。 4、包装方法:冷却后包装,吊牌挂于码唛上、吊牌顺序:主吊牌/合格证/士啤袋(含本色线*5米,如果有钉扣加备用扣 *1),条形码贴于主吊牌正面,合格证正面朝下,吊牌成份要与洗水唛一致顺序不可挂错。用叠装包装法、放入适合尺 寸胶袋,前幅为正面,包装好后成品要折叠整齐、正确、干净。1件入1胶袋、不可错码,放入胶袋后条形码正面朝上 放(便于扫描)。
裁床守则
裁床守则1.拉布时,尽量放松布拉,不可拉得太紧(特别MODAL、罗纹布、密巾布、特种布),因为回缩率太大。
2.拉布,平纹布,密巾,疏巾不可超过200张。
特种布,MODAL布,罗纹布不可超过150张。
每超一张罚10元。
3.裁剪。
裁剪时:一定要是主管批准的电剪手方可裁剪,其他人一律不可裁剪。
违者罚50元。
主管见到不阻止,一样受罚。
(吴泽任,吴长威,刘庆基,吴长羽)4.执货时,一定要分清楚码数方可执,不能大细码混淆。
执错码.每扎罚20元。
5.余布。
剩余布贴回布飞,放回原胶袋。
另外在胶袋上写上po。
6.每扎货数量不可超过46件。
每超一单罚50元。
7.准时上、下班。
8.请假时,一定要主管批准放可请假,否则,作旷工处理,旷工三天作自动离厂。
9.主管需要加班时,一定要加班,否则按比例扣除20%加班补助。
10.裁床员工不可擅自在仓库拿布(包括存布)拿布时要通知主管或者仓管,否则罚款处理。
擅自拿布一疋罚20元。
11.拿布多少疋,用布多少疋,都要记录清楚。
记漏一疋罚10元。
12.每天早上8:30~9:00分唛架,拿到唛架后,要派人去拿布,9:00二组拿布。
10:00三组拿布。
每星期轮流拿(次星期:9点三组拿布,10点二组拿布)没有按时间拿布的,次日再按规定时间拿。
13.开单疋数与布仓疋数不相符时,由仓管负责拿布到裁床。
自己不找清楚的,自己再拿一次!14.屡次犯错,开除出厂。
签名___2012-7-23。
裁床产品质量检验记录表
款式:
问题 裁 片 色 差 日期/款式
占返工总数量的百分 比
部门:
表格号:QC-003
裁 片 大 小
裁 片 走 裁片 裁片 位 跳纱 对格
裁 剪 刀 口
裁 剪 拉布 弯 绑 菲 编号 良品 检查 不合 格 率 数量 格数 数 (RFT)
占返工总数量的百分 比
占返工总数量的百分 比
占返工总数量的百分 比
占返工总数量的百分 比
占返工总数量的百分 比
占返工总数量的百分 比
占返工总数量的百分 比
占返工总数量的百分 比
占返工总数量的百分 比
备注:
主管确认 检查员:
QC:
注:打" √ "表示已返好工,检验员已100%检查
服装裁床工作制度流程
服装裁床工作制度流程一、目的和适用范围本流程旨在规范服装裁床各项工作,确保生产过程顺畅,提高生产效率,保证产品质量。
本流程适用于我公司服装裁床部门的所有员工。
二、工作准备1. 领料:根据生产通知单和工艺单的要求,到仓库领取所需的材料。
领料时需核对材料种类、数量、颜色等信息,确保无误。
领料后与仓库管理员进行签字确认。
2. 松布:对于弹力布等需要预缩的材料,提前24小时进行松布处理。
松布时,将不同缩率的布分开,放置在铁架上,并注明制单号和缩率。
记录填写在裁床拉布登记表上。
3. 拉布:根据裁床拉布登记表上的信息,按照唛架编号正确地分配布料。
使用底纸固定好拉布长度,确保拉布时长度不超过唛架长度的1/2英寸,宽度与唛架相吻合,高度不超过5英寸,薄料张数不超过200张。
拉布过程中,将布匹的颜色、布号、长度、拉布张数、余布等信息清晰记录在拉布登记表上。
如发现短码或布质量问题,应立即上报给裁剪组长。
4. 复核:拉完每床布后,再次复核颜色和张数,确保100%准确。
然后将布料交给裁剪员,同时在制表人处签名确认。
5. 开裁床表、打菲票:根据拉布登记表上的数据,从下往上的顺序填写裁床表。
每款第一床要按制单要求抽取头缸、TOP办与头机,并在菲票上盖章区分。
按制定好的绑菲工序打相应的菲票数量,打完每床菲票后进行签字确认。
6. 设备准备:确保裁床、唛架、菲票打印机等设备正常运行,备用设备随时待命。
三、工作过程1. 裁剪:根据裁床表和菲票的要求,进行布料的裁剪。
注意裁剪尺寸和裁剪线条的准确性,避免裁剪错误。
2. 验片:对裁剪后的片进行验收,确保尺寸、形状、线条等符合工艺要求。
如发现问题,及时反馈给裁剪员进行整改。
3. 打包:将验收合格的片进行打包,注明款式、颜色、尺码等信息。
4. 标识:在打包好的布片上贴上相应的标识,方便后续生产环节的识别。
5. 交付:将打包好的布片交付给下一道工序,确保生产进度。
四、工作结束1. 清理工作现场,确保工作环境的整洁。