常用钻头、铰刀转速参数
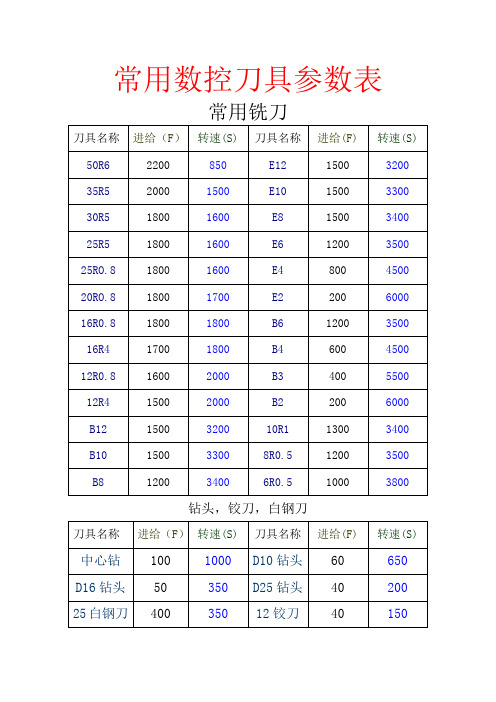
常用数控刀具参数表
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
3400
B10
1500
3300
8R0.5
0.3(粗)0.2(精)
E2
0.06(粗)0.05(精)
20R0.8
0.25(粗)0.18(精)
B12
0.12(粗)0.15(精)
16R0.8
0.22(粗)0.18(精)
B10
0.12(粗)0.15(精)
16R4
0.2(粗)0.15(精)
B8
0.12(粗)0.15(精)
12R4
0.2(粗)0.15(精)
B6
0.1(粗)0.15(精)
12R0.8
0.2(粗)0.15(精)
B4
0.15(粗)0.15(精)
E12
0.15(粗)0.15(精)
B2
0.06(粗)0.06(精)
1200
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
常用切削参数表

超过机床最大转速。)(安全距离3mm。)
常用切削参数表
切削刀具/切削类型 粗铣 盘铣刀 精铣 立铣刀 铰刀 粗镗刀(2刃) 粗镗刀(2刃) 精镗刀(1刃) 麻花钻 合金钻头 可转位钻头 扩孔钻 普通丝锥 合金丝锥 螺纹铣刀 粗镗刀 麻花钻 铣 铰 粗镗 半精镗 精镗 切削速度(m/min) 100-120 150-180 80—100 3—8 100-120 120-140 160-180 30 80 80 30 20 4 70-90 160 30 每齿进给(mm/齿) 0.2 0.1 0.2 0.1 0.2 0.15 0.1 0.15 0.15 0.2 0.15 螺距P(mm/r) 螺距P(mm/r) 0.15 0.15 0.15
钻
扩 攻丝 铣螺纹 倒角
切削条件:无内冷,一般材料(如钢、铸离3mm。)
削参数表
备注 总加工长度=加工长度+1个刀具直径+20mm 齿数按实际刀具 注意:退刀时间(齿数按实际刀具) 2齿 2齿 1齿 2齿(注意:加工长度计算考虑刀尖3mm、出孔口3mm) 2齿 1齿 2齿 注意:退刀时间(1齿) 注意:退刀时间(1齿) 齿数按实际刀具 1齿 直径比螺纹孔大6-8mm左右(2齿)
铰刀的切削参数参考
铰刀的切削参数参考
一、切削参数的确定
1、切削材料:
铰刀切削材料有金属材料、陶瓷材料、强化玻璃等,具体材料应根据
工件材料和加工尺寸的要求来确定;
2、切削精度:
铰刀切削精度一般可达到±0.1mm的精度,或较高精度的要求;
3、切削速度:
铰刀切削的速度应根据材料的性能和强度确定,一般金属材料切削时
速度为20-30m/min,陶瓷材料切削时速度可以达到100m/min及以上;
4、切削深度:
切削深度应按照工件的厚度来确定,单次切削深度一般为0.2-0.3mm,连续切削深度一般为0.35-0.5mm;
5、切削补偿:
补偿量应根据材料的强度、切削深度等参数来确定,一般金属材料切
削时补偿量为0-0.1mm,陶瓷材料切削时补偿量可以控制在0.05mm以内。
二、切削铰刀的确定
1、切削铰刀的弹性参数:
切削铰刀的弹性参数应根据工件材料的特性来确定,一般来说,金属
材料的弹性参数要比陶瓷材料的弹性参数大一些;
2、切削铰刀的形状:
切削铰刀的形状一般可分为圆弧、直角、圆角等,应根据工件的尺寸、加工要求来确定;
3、切削铰刀的材质:
切削铰刀的材质一般有碳素钢、高速钢等,应根据工件材料和加工尺
寸及要求来确定;
4、切削铰刀的规格:。
合金铰刀铰孔转速参数

合金铰刀铰孔转速参数
合金铰刀铰孔转速参数的选择需要考虑多个因素,如合金铰刀的材质、直径、孔径大小、刀具类型以及进给量等。
一般来说,高速钢合金铰刀的转速适合在1500-3000转/分钟之间,而硬质合金铰刀的转速适合在500-1000转/分钟之间。
随着合金铰刀直径的增加,其所能承受的转速范围会有所变化。
例如,直径小于3mm的合金铰刀适合转速在5000-8000转/分钟之间,直径在
3mm-6mm之间的合金铰刀适合转速在3000-6000转/分钟之间,直径在6mm以上的合金铰刀适合转速在1500-3000转/分钟之间。
此外,孔径大小、刀具类型和进给量等因素也会对转速的选择产生影响。
因此,在实际操作中,需要根据具体情况进行综合考虑,以选择合适的转速参数。
常用刀具的切削参数

常用刀具的切削参数1.钻头:钻头是一种旋转式刀具,通常用于在硬材料上钻孔。
切削速度是指钻头每分钟旋转圈数,一般以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型和钻头直径的影响。
对于大型孔径和脆性材料,较低的切削速度可能更合适。
进给量是指每转刀具在轴向(沿钻孔方向)上移动的距离。
进给量的选择将受到钻头直径和材料类型的影响。
较大直径的钻头可能需要较大的进给量。
切削深度是指钻头在一次进给中的轴向深度。
如果切削深度太大,可能会导致钻头断裂或切削不洁净。
切削深度的选择还将受到材料类型和钻头直径的影响。
2.铣刀:铣刀是一种回转和前进运动刀具,常用于平面加工、开槽和切割。
切削速度是指铣刀每分钟旋转圈数,同样以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、铣刀材料和刀具直径的影响。
进给量是指铣刀在工件表面上移动的距离。
较大的进给量将导致更高的切削速度,但也可能影响切削表面的质量。
切削深度是指铣刀在一次运动中与工件表面的最大距离。
切削深度的选择将受到材料类型和铣刀直径的影响。
3.车刀:车刀是一种在工件上进行旋转切削的刀具,常用于车削和车削加工。
切削速度是指车刀每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、车刀材料和刀具直径的影响。
进给量是指车刀在工件上移动的距离。
较大的进给量可以提高生产效率,但也可能影响切削表面的质量。
切削深度是指车刀与工件表面的最大距离。
切削深度的选择将受到材料类型和车刀直径的影响。
4.锯片:锯片是一种用于切割材料的刀具,常用于金属、木材和塑料加工。
切削速度是指锯片每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、锯片材料和刀具直径的影响。
进给量是指锯片在工件上移动的距离。
较大的进给量可以提高切割速度,但也可能导致切割表面质量的下降。
切削深度是指锯片与工件表面的最大距离。
切削深度的选择通常由锯片的直径和材料类型确定。
切削参数表(钻头)
切削参数表(钻头)
1. 钻头介绍
- 钻头是一种常用于金属、木材和其他材料加工的工具。
它由切削边缘、切削刃和刃脊组成。
- 钻头的不同类型和尺寸适用于不同的工作环境和材料。
2. 切削参数
- 切削速度:钻头在工作时每分钟旋转的次数,通常以转/分表示。
- 进给速度:钻头进入工件的速度,通常以毫米/转表示。
- 切削液:在切削过程中使用的润滑液,可以提高切削效率和延长工具寿命。
- 冷却液:在切削过程中用于降低工件和工具的温度以避免过热。
3. 切削参数表
| 钻头类型 | 切削速度 (转/分) | 进给速度 (毫米/转) | 切削液 | 冷却液 |
注:以上参数仅供参考,具体切削参数应根据具体材料和工作
环境进行调整。
4. 注意事项
- 在使用钻头进行切削操作前,请戴上防护眼镜和手套。
- 在切削过程中,请确保工件和钻头固定牢靠,避免产生振动
或松动。
- 调整切削参数时,应首先进行试验和调整,确保安全和效率。
以上是切削参数表(钻头)的简要介绍和相关信息。
切削参数的
正确设置对于高效和安全的切削操作至关重要。
数控编程刀具转速表

数控编程刀具转速表
序号刀具类型直径(mm)外径(mm)材质最大转速(rpm)
2铣刀2040碳钢8000
3铣刀3060不锈钢6000
4铣刀4080铜合金5000
8铰刀1020不锈钢9000
9铰刀2040碳纤维7000
10铰刀3060石墨5000
说明:
-刀具类型为常用的铣刀、钻头以及铰刀;
-直径指刀具的切削刃直接接触工件的长度;
-外径指刀具可加工的最大外形尺寸;
-材质列出了常见的材质种类,刀具的最大转速根据材质的硬度和切削性能进行设定;
- 最大转速单位为rpm,可根据设备和工件要求进行调整。
上述表格中列举了常用的铣刀、钻头和铰刀的相关信息,包括直径和外径等尺寸参数,以及材质和最大转速。
在选择刀具时,要根据具体工件材质、形状和加工要求,结合数控机床的特点和切削性能,合理选择合适的刀具类型和刀具转速。
铣刀适用于面铣、槽铣、侧铣、形铣等工艺,不同材质的铣刀的最大转速有所不同。
钻头主要用于钻孔加工,直径小的钻头转速较高,钻孔质量更好。
铰刀适用于开立具有螺纹的孔径,转速一般比铣刀低,但可能会因铣削材料的不同而有所变化。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。