国内外气保焊丝对照表
焊丝对照表
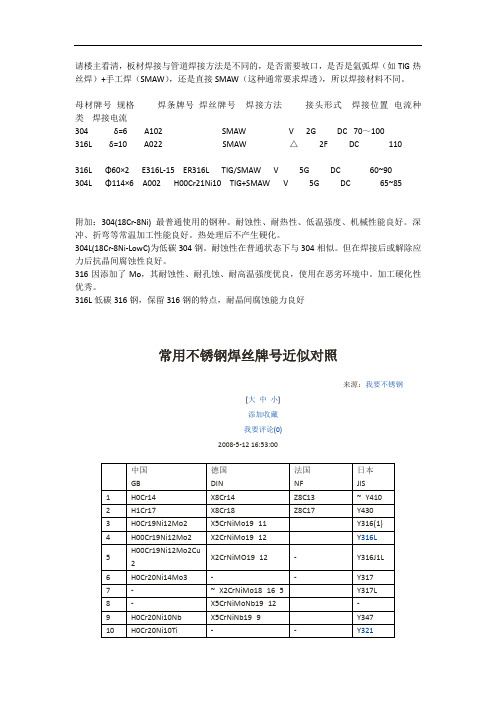
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
常见焊条焊丝型号牌号对照一览表

0.50
0.025
0.025
Ni0.45/0.80
390
490
22
-40℃
47
用于船舶、桥梁、高 压管道、压力容器、 锅炉、海上平台以及 其它重要结构的焊接
THJ507CuP
E5015-G
0.12
0.80/1.30
0.50
0.035
0.06/
0.12
Cu0.20/0.50
390
490
22
-30℃
THJ506-1
E5016-1
0.12
1.60
0.75
0.030
0.030
—
400
490
20
-46℃
27
适用于低温高韧性材料的全位置焊接
THJ506Fe-1
E5018-1
0.10
1.60
0.65
0.030
0.030
—
420
500/
640
22
-50℃
47
用途同THJ506-1,药皮中含有铁粉,可提高焊条熔敷 效率,工艺性能好
27(例 值)
-40℃
35(例值)
耐候钢专用焊条,用 于铁路耐候车辆的焊 接
THJ502NiCu
E5003-G
(TB)
0.12
0.30/0.90
0.40
0.030
0.030
Cu0.20/0.50
Ni0.20/0.50
420(例值)
535(例值)
2焊条,用 于铁路耐候车辆的焊 接
特点与用途
C
Mn
Si
S
P
其余
Rel/RP0.2
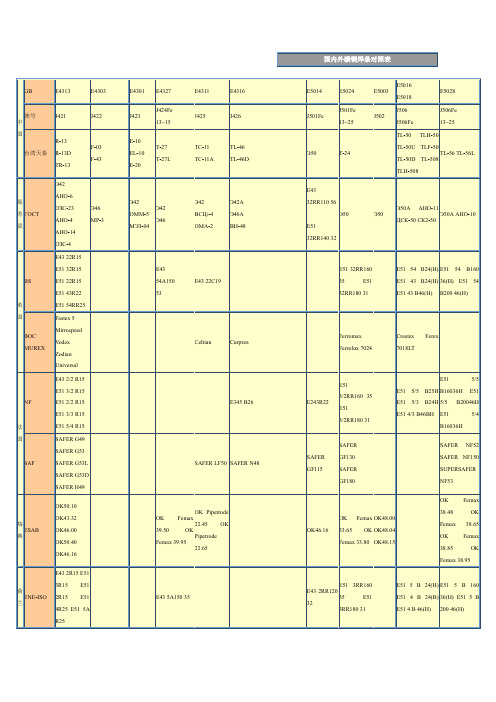
国内外焊条对照
OK Pipetrode 22.45 OK Pipetrode 22.65
OK46.16
OK Femax 33.65 OK Femax 33.80
OK48.00 OK48.04 OK48.15
OK Femax 38.48 OK Femax 38.65 OK Femax 38.85 OK Femax 38.95
LSG-50 LS-50H
美国
AWS
E6013
E6027
E6011
E6016
E7014
E7024
E7016 E7018
E7028
LINCOLN
Fleetweld 37 Fleetweld 57 Star Star J Star line Exovite
Jetweld 2
Fleetweld 35 Fleetweld 35LS Fleetweld 180
E9018-G
E10016-D2
E10018-G
E11015-G
E11018-G
LINCOLN
Jet-LH8018-C1
Jet-LH8018-C3
国际标准化组织
ISO
E51 5B 120 26H
E51 5B 120 50H
Jetweld LH-110M
英国
BS
E5154B120 90(H)
BOC MUREX
АНО-14
ОЗС-4
Э46
МР-3
Э42
ОММ-5
МЭЗ-04
Э42
Э46
Э42
ВСЦ2-4
ОМА-2
Э42А
Э46А
ВН-48
焊丝牌号对照一览表(可编辑修改版).

中国 GB H08Mn2SiA H08Mn2Si H11Mn2SiA TH500-NQ-Ⅲ TH550-NQ-Ⅲ TH600-NQ-Ⅲ H13CrMoA
美国 AWS --
牌号 THT49-1
中国 GB ER49-1
THT-10MnSi ER50-G THT50-6
ER50-6 (TIG-J50) THT55-B2 ER55-B2
E62C-D2
--
THY-R407
THY-J70MX
E69C-K3
--
THY-R402
THY-J552Ni-1 E551T1-Ni1C E551T1-Ni1C THY-R407G
THY-J552Ni-2 E551T1-Ni2C E551T1-Ni2C THY-R502
THY-J607Ni E550T5-K1C --
H12Cr26Ni21Si
ER310
THT-312 THS-312
H15Cr30Ni9
ER312
THT-316 THS-316
H08Cr19Ni12Mo2Si ER316
H08Cr19Ni10Ti ER321
H12Cr13
ER410
H31Cr13
ER420
H10Cr17
ER430
H03Cr22Ni8Mo3N
THS-309Mo
ER309Mo
THT-309L H03Cr24Ni13Si
THS-309L
ER309L
THT-309LSi H03Cr24Ni13Si1
THS-309LSi
ER309LSi
THT-309LMo H03Cr24Ni13Mo2
THS-309LMo
ER309LMo
气保焊丝标准
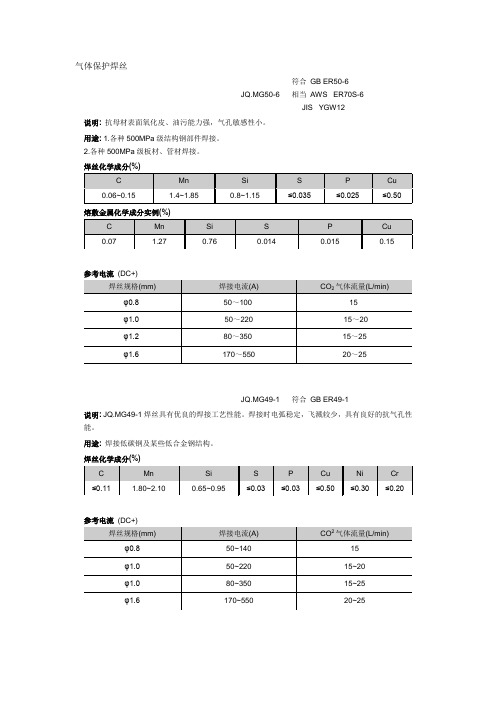
气体保护焊丝JQ.MG50-6 符合GB ER50-6相当AWS ER70S-6 JIS YGW12说明:抗母材表面氧化皮、油污能力强,气孔敏感性小。
用途: 1.各种500MPa级结构钢部件焊接。
2.各种500MPa级板材、管材焊接。
焊丝化学成分(%)C Mn Si S P Cu0.06~0.15 1.4~1.85 0.8~1.15 ≤0.035≤0.025≤0.50熔敷金属化学成分实例(%)C Mn Si S P Cu0.07 1.27 0.76 0.014 0.015 0.15参考电流(DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~100 15φ1.050~220 15~20φ1.280~350 15~25φ1.6170~550 20~25JQ.MG49-1 符合GB ER49-1说明: JQ.MG49-1焊丝具有优良的焊接工艺性能。
焊接时电弧稳定,飞溅较少,具有良好的抗气孔性能。
用途:焊接低碳钢及某些低合金钢结构。
焊丝化学成分(%)C Mn Si S P Cu Ni Cr≤0.11 1.80~2.10 0.65~0.95 ≤0.03≤0.03≤0.50≤0.30≤0.20参考电流(DC+)焊丝规格(mm) 焊接电流(A) CO2气体流量(L/min) φ0.850~140 15φ1.050~220 15~20φ1.080~350 15~25φ1.6170~550 20~25埋弧焊丝JQ.H08A 符合GB H08A 相当AWS EL8 JIS W11船级社认可:该产品获得了美国船级社(ABS)、法国船级社(BV)、中国船级社(CCS)、中国船级社(CCS)、挪威船级社(DNV)、德国劳氏船级社(GL)、英国劳氏船级社(LR)、日本船级社(NK) 等船级社认可。
说明:低锰低硅型焊丝,与高锰、硅的焊剂相匹配,对母材上的锈迹不敏感,焊道成型及脱渣性能优良,是目前国内用量最大的埋弧焊丝。
焊丝牌号对照一览表
--
THY-J552Ni-2
E551T1-Ni2C
E551T1-Ni2C
THY-R502
协议标准
--
THY-J607Ni
E550T5-K1C
--
THY-QD127
EDPMn3-16
--
THY-J602Ni
E601T1-K2C
E91T1-K2
THY-QD172
EDPCrMo-A4-03
H12Cr24Ni13Mo2
ER309Mo
THT-309L
THS-309L
H03Cr24Ni13Si
ER309L
THT-309LSi
309LSi
H03Cr24Ni13Si1
ER309LSi
THT-309LMo
THS-309LMo
H03Cr24Ni13Mo2
ER309LMo
THT-310
THS-310
TH550-NQ-Ⅲ
THM-60G
--
--
THM600-NQ-Ⅲ
TH600-NQ-Ⅲ
THM-13CMA
H13CrMoA
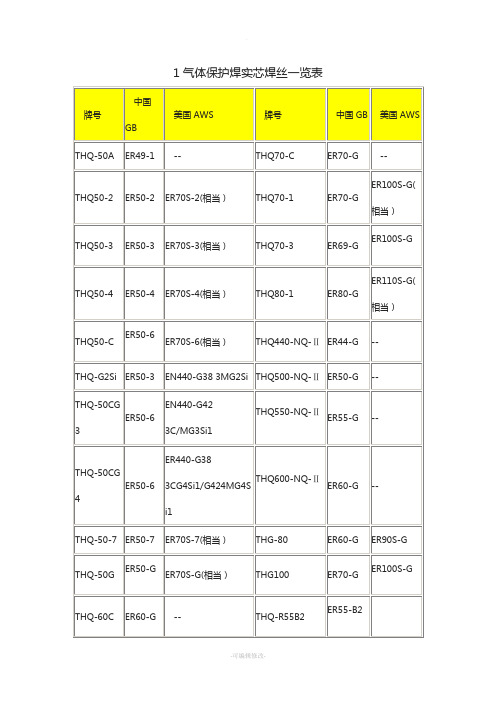
3氩弧焊焊丝一览表
牌号
中国GB
美国AWS
牌号
中国GB
美国AWS
THT49-1
ER49-1
--
THT-316L
THS-316L
H03Cr19Ni12Mo2Si
ER316L
THT-10MnSi
ER100S-G
THQ50-4
ER50-4
ER70S-4(相当)
THQ80-1
ER80-G
ER110S-G(相当)
THQ50-C
ER50-6
中外焊接材料国家标准对照表
JISZ3325—1999低温钢MAG焊接用实芯焊丝
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T17854—1999等效采用JISZ3324—1988
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
中外焊接材料国家标准对照表
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
GB/T5293—1999等效采用—1989
GB/T12470—2003埋弧焊用低合金钢焊丝和焊剂
—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
全国锅炉压力容器标准化技术委员会正组织编制
部分焊条焊丝型号对照表

CHE707Ni
J707Ni
E7515-G
E10015-G
D7016
EY624BXXH5
CHE757
J757
E7517-G
E11015-G
D7016
EY6924BXXH15
CHE758
E7518-G
E11018-G
CHE80C
E8015-G
E12015-G
CHE857
J857
E8515-G
DE-ME
DF-ME
CHR307
D307
EDD-D-15
CHR322
D322
EDRCrMoWV-A1-03
CHR326Ni
CHR327
D327
EDRCrMoWV-A1-15
CHR337
D337
EDRCrW-15
CHR397
D397
EDRCrMnMo-15
CHR502
D502
EDCr-A1-03
DF-4A
CHCu307
T307
ECuNi-B
ECuNi
气体保护焊、埋弧焊、气焊焊丝
牌号
焊接形式
GB(中国)
AWS(美国)
DIN(德国)
JIS(日本)
CHW-40CNH
气体保护焊
TB/T H08MnSiCuCrNiⅡ
E51431310
CHE50
J507
E5015
E7015
CHE507
J507
E5015
E7015
E51551310
CHE507T
J507X
E5015
E7015
E51551310