五金成本核算标准模板
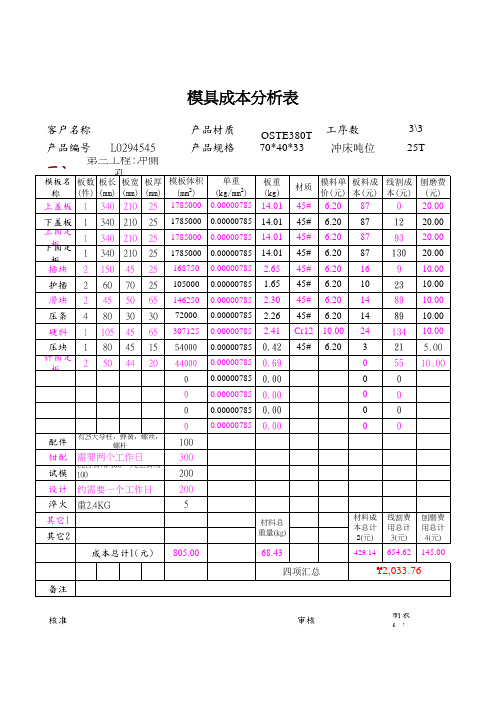
五金模具成本分析表
89 10.00
硬料 1 105 45 65 307125 0.00000785 2.41 Cr12 10.00 24 134 10.00
压块 1 80 45 15 54000 0.00000785 0.42 45# 6.20 3
针固定 板
2
50
44
20
44000 0.00000785 0.69
0
0 0.00000785 0.00
0
21 5.00 55 10.00 0
0 0.00000785 0.00
0
0
0 0.00000785 0.00
0
0
0 0.00000785 0.00
配件
有25大导柱,弹簧,螺丝, 螺杆
100
钳配 需要两个工作日
300
机台费用 100,人工费用
试模 100
200
0
0
设计 约需要一个工作日
200
淬火 重2.4KG 其它1 其它2
1785000 0.00000785 14.01 1785000 0.00000785 14.01
45# 45#
6.20 6.20
87 87
插块 2 150 45 25 168750 0.00000785 2.65 45# 6.20 16
12 20.00 93 20.00 130 20.00 9 10.00
冲侧孔材质模料单板料成线割成价元本元本元单重板数板长板宽板厚模板体积22件mmmmmmmmkgmm上盖板1340210251785000000000785140114011401140126516523022624104206900000000000045454545454545454562062062062062062062062062087878787161014142430000001293130923898913421550000下盖板1340340340150604580105805021021021045705030454544252525252565306515201785000178500017850001687501050001462507200030712554000440000000000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785000000785上固定板1下固定板1插块护插滑块压条硬料压块222411cr121000针固定板2配件钳配试模设计淬火其它1其它2有25大导柱弹簧螺丝螺杆1003002005材?总重?kg材料成本线割费用总计总计2元3元42914需要两个工作日约需要一个工作日重24kg机台费用100人工费用100200成本总计1元805006843四项汇总65462203376备注核准审核制表人
五金产品报价核算表-模具

五金产品报价核算表-模具一、产品描述:产品名称:五金产品产品类型:模具产品规格:(请详细描述产品的尺寸、材质、工艺要求等)二、核算成本:1.材料成本:(1)主材料成本:根据产品的尺寸、材质和工艺要求,计算所需的主材料的成本。
(2)辅材料成本:根据产品的工艺要求,计算所需的辅材料的成本。
2.加工成本:(1)人工成本:根据产品的复杂程度和加工工艺,计算所需的人工成本。
(2)设备成本:根据产品的加工方式和设备的消耗程度,计算所需的设备成本。
(3)能源成本:根据产品加工时所需的能源量,计算所需的能源成本。
3.设计成本:(1)设计人工成本:根据产品的复杂程度和设计人员的工作量,计算所需的设计人工成本。
(2)设计软件费用:根据所使用的设计软件的授权费用,计算所需的设计软件费用。
4.管理成本:(1)管理人工成本:计算所需的管理人工成本。
(2)办公费用:计算所需的办公费用,包括租金、水电等费用。
5.风险成本:考虑产品开发和生产过程中的各种风险,计算所需的风险成本。
6.损耗成本:考虑到产品开发和生产过程中的损耗情况,计算所需的损耗成本。
7.利润:根据市场竞争、产品质量等因素,确定合理的利润率,并计算所需的利润。
三、报价计算:根据上述成本核算,按照以下公式计算报价:报价=材料成本+加工成本+设计成本+管理成本+风险成本+损耗成本+利润四、优化措施:为了降低成本、提高效益,可以考虑以下优化措施:1.优化设计:通过优化产品设计和工艺流程,减少材料和加工成本。
2.提高设备利用率:合理安排生产计划,提高设备利用率,降低设备成本。
3.精细管理:加强生产管理,减少损耗,降低管理成本。
4.风险控制:加强风险管理,防范潜在风险,降低风险成本。
五、报价总结:在核算成本的基础上,结合市场需求和竞争环境,制定合理的报价,以保证产品的质量和竞争力。
以上是五金产品报价核算表中的模具部分,包括产品描述、核算成本、报价计算、优化措施和报价总结等内容。
【Excel表格模板】五金厂成本分析计算
对攻 丝收 费标 准按 丝锥 直径 *0.2 收费 (以 铸铁 为标 准, 钢件 另 *1.2 )
在批 量加 工时 以标 准基 价
*0.20.8收 取 (根 据批 量大 小与 加工 难易 程 度)
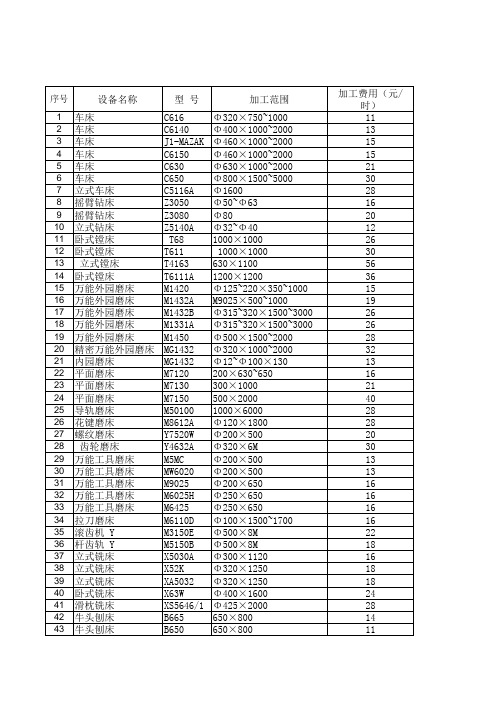
M8612A Φ120×1800
27 螺纹磨床
Y7520W Φ200×500
28 齿轮磨床
Y4632A Φ320×6M
29 万能工具磨床
M5MC
Φ200×500
30 万能工具磨床
MW6020 Φ200×500
31 万能工具磨床
M9025 Φ200×650
32 万能工具磨床
M6025H Φ250×650
2MM 的直 径小 于
40M M宽 度小 于
25M M的 每个
5 元, 需要 上中 心 架, 或长 度大 于1.7 米的 3铣 床加 工类
一般 键槽 加工 (长 宽比 小于
10 的) 按键 槽宽 度
*0.5 收取 (最 低5 元) 。长 宽比 超过 10的 按长 宽比* 基价
15 万能外园磨床
M1420 Φ125~220×350~1000
16 万能外园磨床
M1432A M9025×500~1000
17 万能外园磨床
M1432B Φ315~320×1500~3000
18 万能外园磨床
M1331A Φ315~320×1500~3000
19 万能外园磨床
M1450 Φ500×1500~2000
40 卧式铣床
X63W
Φ400×1600
41 滑枕铣床
XS5646/1 Φ425×2000
小五金部件成本计算

计算公式
单价
A.材料单价: 1006低碳钢:5HKD/KG; 1018低碳钢:5.5HKD/KG SUS302:23HKD/KG; SUS303:31HKD/KG; F12L14快削钢: 7HKD/KG; B3604快削黄铜:16.9HKD/KG B.电镀单价: 镀镍:3HKD/KG; 镀蓝锌、白锌、五彩锌: 2.5HKD/KG; 镀黑锌: 3.7HKD/KG; 滚镀铬: 29HKD/KG; 除氢: 1.5HKD/KG; 三价铬: 45.28HKD/KG; 五价铬:14.15HKD/KG. C.热处理单价: 2HKD/KG; D.普通螺丝模具折旧费: 针模: 10HKD/1000Kpcs=0.00001HKD/pcs; 主模: 300HKD/3000Kpcs=0.0001HKD/pcs; 牙板: 800HKD/8000Kpcs=0.0001HKD/PCS; Total: 0.00021HKD/pcs E.车面:0.05HKD/PCS(华虹) A.材料单价: 1006低碳钢:5HKD/KG; 1018低碳钢:5.5HKD/KG SUS302:23HKD/KG; SUS303:31HKD/KG; F12L14快削钢: 7HKD/KG; B3604快削黄铜:16.9HKD/KG B.电镀单价: 镀镍:3HKD/KG; 镀蓝锌、白锌、五彩锌: 2.5HKD/KG; 镀黑锌: 3.7HKD/KG; 滚镀铬: 29HKD/KG; 除氢: 1.5HKD/KG; 三价铬: 45.28HKD/KG; 五价铬:14.15HKD/KG. C.热处理单价: 2HKD/KG; D.台阶及其它特殊螺丝模具折旧费: 针模: 40HKD/30Kpcs=0.00133HKD/pcs; 牙板: 800HKD/600Kpcs=0.00133HKD/PCS; 一冲: 100HKD/500Kpcs=0.0002HKD/pcs; 刀车: 25HKD/60Kpcs=0.0004167HKD/pcs; 成型模: 800HKD/400Kpcs=0.002HKD/pcs. Total: 0.005276HKD/pcs
成本核算方法参考表

成本核算方法参考表一、包装类:(包含纸箱、标贴、说明书及胶袋)其标准公式为:材料单价/平方米X 用料面积= 包装产品单价;1、纸箱:是由面纸、坑纸、里纸粘合成纸板,再通过啤机成型出来的;A、纸箱:(长+ 宽+ 5 )X (宽+ 高+ 3 )X 2 /10000X 材料单价/平方米B、内盒(对扣)单价=(宽X 1.7~1.75+高+2)X [(长+宽)X2+2]/10000 X材料单价/平方米C、内盒(直扣)单价=[(宽+2)X 2+高)]X [(长+宽)X2+2]/10000 X材料单价/平方米2、胶袋:是由PE或其它材料薄膜通过封口机封口切割而成;其原始公式为:长X 宽X厚度X材料密度X 材料单价+加工费;3、标贴及说明书都可按其标准公式计算,只是每种材料的单价不一样。
二、五金塑料类:1、机加工类:在灯饰行业中最常用的材料为铁、铝、铜、不锈钢、锌合金及铝合金,因其物理特性不一样而造成其加工及表面处理也不一样,最终导致其成本的核算方法不一样,但成本的构成却是一样的:公式:产品单价=材料成本+ 加工费+表面处理费+工厂管理费、损耗及利润A、铁板及铝板的加工方法:冲压、车削、旋压、拉伸、翻沙、浇铸、压铸;表面处理方式为喷粉、喷漆、喷油、电镀、电泳及氧化;B、冲压、旋压、拉伸一般选用冲床、旋压机及液压机等,其做出的产品一般含有以下几个工序:裁板、落料、成型、整型及机加工详细公式:单价=落料材料费X 材料单价(元/KG)—废料回收费用+机加费用+表在处理费注: a 落料材料费为所实际所投入的材料费用;用公式表示为:(板材价格—落料后所剩废料费用)/ 板材实际落料个数d 废料回收费用为不能再利用的边角料所卖出所得的实际费用c 机加费用为产品通过冲压、旋压、冲孔、整形等工序完成后所产生的费用;e 铝旋压罩圆片的参考公式:落料直径=(上底+下底+斜长)X 2/3C、车削件:是将铝、铜或铁棒通过车床、铣床等设备车削出来的。
五金件成本核算

钣金件成本构成一般分为下面几个部分组成:1、材料费2、标准件费用3、工序加工费4、包装费5、运输费6、管理费用7、利润详见《成本核算格式》表。
一、材料费材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价二、标准件费用指图纸要求的标准件费用。
三、工序加工费指加工成产品所需要的每道工序所需的加工费用。
各工序构成详见《成本核算格式》和《各工序成本构成表》。
现列举主要工序成本构成进行说明1、CNC落料其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时人工成本:每台CNC需要3个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每小时成本=1800*3/22/8=31元/小时辅料成本:指设备工作所需的润滑剂、挥发液等辅助生产物料,每台设备每月大概需要1000元,按每月22天,每天8小时计,每小时成本=1000/22/8=5.68元/小时2、折弯其成本构成=设备折旧摊销+人工成本+辅助材料设备折旧摊销:设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。
例如:50万的设备,每分钟设备折旧=50*10000/5/12/22/8/60=0.79元/分钟折一道弯一般花10秒到100秒不等,故折弯每刀设备折旧=0.13-1.3元/刀。
人工成本:每台设备需要1个技术员操作,每个技术员月平均工资=1800元,每月上班22天,每天8小时,即每分钟成本=1800/22/8/60=0.17元/分钟,每分钟平均可以折1-2个弯,故:每道弯的人工成本=0.08-0.17元/刀辅料成本:折弯机每台每月所用的辅料成本为600元,按每月22天,每天8小时计,每小时成本=600/22/8/60=0.06元/刀3、表面处理外发的按采购价格(如:电镀、氧化)喷涂费用构成:喷涂费=粉末材料费+人工费+辅料费+设备折旧粉末材料费:计算方法一般按平方米计算,每公斤粉末价格在25-60元不等(主要与客户要求有关),每公斤粉末一般可以喷4-5个平方。
(定价策略)五金件及纸箱的价格计算方法

普通箱cm:(长+宽+5)x(宽+高+3)x2x单价x1.55÷10000 五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm 1.2mm0.5mm<T≤1.5mm 1.5mmT>1.5mm 2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
五金件成本核算

材料名称
密度 g/cm3(t/m3)
铁
钢
铝
紫铜
铅黄铜
猛铜
⑷ 常用材料价格:
材料名称
含税( 17 %)价格(元 /Kg )
单光铁
¥
不锈钢
¥ 18
铝
¥ 20
紫铜
¥ 76
铅黄铜
¥ 51
猛铜
¥ 85
⑸ 废料回收价格:
材料名称
价格(元 /Kg )
废铁
¥
不锈钢
¥
紫铜
¥
铅黄铜
¥
二、冲制费 :
一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:
辅料费:主要指前处理液、固化炉所用的燃料费用,每月为
5 万元,每月按 22 天,每天 8 小时,每小时喷 30 平方米。
辅料费 =元/ 平方 设备折旧:喷涂线投资 100 万,按 5 年折旧,每年 12 月,每月 22 天,每天 8 小时,每小时喷 30 平方米。
设备折旧费用 =100*10000/5/12/22/8/30= 元/ 平方 总的喷涂费用 =22-32 元 / 平方米 若要局部保护喷涂,费用会更高。
四、包装费
按产品不同,包装要求不同,价格不一样,一般在
20-30 元 / 立方米
五、运输管理费
运输费用摊算到产品里。
六、管理费用
管理费用有两部分:厂租水电和财务费用
厂租水电:
每月的厂租水电费用 15 万,每月产值按 400 万算,厂租水电应占产值的比例为 =15/400=%
财务费用:
由于应收应付周期不匹配(我们现金买材料,客户月结
钣金件成本构成一般分为下面几个部分组成:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
五金成本核算标准
单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)]
一。
材料费的计算:
总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:
①圆柱形:nr八2*密度*10八-6
②冲压片板材:长*宽*厚*密度*10八-6
⑵冲压件留边料尺寸:
冲压件厚度(T)单边留料
T40.5mm1.2mm
0.5mmvT41.5mm1.5mm
T>1.5mm2.0mm
⑶常见材料密度:
材料名称密度g/cm3(t/m3)
铁7.8
钢7.85
铝2.7
紫铜8.9
铅黄铜8.5
猛铜8.5
⑷常见材料价格:
材料名称含税(17%)价格(元/Kg)
单光铁¥6.2
不锈钢¥18
铝¥20
紫铜¥76
铅黄铜¥51
猛铜¥85
⑸废料回收价格:
材料名称价格(元/Kg)
废铁¥2.2
不锈钢¥14.6
紫铜¥44.0
铅黄铜¥33.0
二、冲制费:
一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,
现将不同吨位啤机冲制一次的价格列如下:
冲床吨位(T)冲制费(元/次)
16T¥0.006
25T¥0.008
35T¥0.010
45T¥0.012
60T¥0.015
80T¥0.020
110T¥0.025
160T¥0.030
200T¥0.050
2001(双轴)¥0.060
2501(双轴)¥0.090
连续模,以上的吨位的冲制费要少,例如2501(双轴)-¥0,050三、机加工费:
加工机床种类每小时收费(RMB)
传统机床(车,铣,平面磨,内外园磨等)¥30
快走丝线切割¥40
CNC加工¥60
慢走丝线切割(日立)¥100
长1米,宽0.9米(90公分),厚度0.05米(5公分)
解:
先计算体积:
V=0.9x1x0.05
=0.045(立方米)
再计算重量
因为钢的密度一般就用铁的密度进行计算(误差能够忽略不讦)而铁的比重是7.8吨/立方米(7.8克/立方厘米)
因此钢板的重量是
0.045x7.8
=0.351(吨)
=351(千克)
因此,90公分宽,5公分厚,1米长的钢板大约重量是351公斤
钢板重量计算公式:
钢管重量(公斤)=0.00617、直径、直径、长度
方钢重量(公斤)=0.00785x边宽x边宽x长度
六角钢重量(公斤)=0.0068x对边宽x对边宽x长度
八角钢重量(公斤)=0.0065x对边宽x对边宽x长度
螺纹钢重量(公斤)=0.00617x计算直径、计算直径、长度
角钢重量(公斤)=0.00785x(边宽+边宽-边厚)x边厚x长度扁钢重量(公斤)=0.00785x厚度x边宽x长度
钢管重量(公斤)=0.02466x壁厚x(外径-壁厚)x长度
钢板重量(公斤)=7.85x厚度、面积
园紫铜棒重量(公斤)=0.00698、直径、直径、长度
园黄铜棒重量(公斤)=0.00668、直径、直径、长度
园铝棒重量(公斤)=0.0022、直径、直径、长度
方紫铜棒重量(公斤)=0.0089x边宽x边宽x长度
方黄铜棒重量(公斤)=0.0085x边宽x边宽x长度
方铝棒重量(公斤)=0.0028x边宽1x边宽x长度
六角紫铜棒重量(公斤)=0.0077x对边宽x对边宽x长度
六角黄铜棒重量(公斤)=0.00736x边宽x对边宽x长度
六角铝棒重量(公斤)=0.00242x对边宽x对边宽x长度
紫铜板重量(公斤)=0.0089x厚x宽x长度
黄铜板重量(公斤)=0.0085x厚x宽x长度
铝板重量(公斤)=0.00171x厚x宽x长度
园紫铜管重量(公斤)=0.028x壁厚x(外径-壁厚)x长度
园黄铜管重量(公斤)=0.0267x壁厚x(外径-壁厚)x长度园铝管重量(公斤)=0.00879x壁厚x(外径-壁厚)x长度
注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米园钢重量(公斤)=0.00617、直径、直径、长度。