爆炸焊接的应用和发展
金属复合材料爆炸焊接综合技术发展新趋势
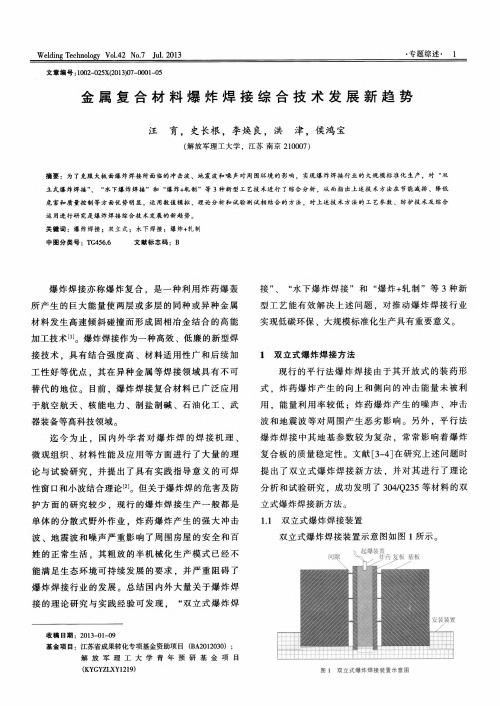
W el di ng T echn0109Y V01.42N o.7Jul.2013专题综述1文章编号:1002—025X(2013)07-0001-05金属复合材料爆炸焊接综合技术发展新趋势汪育,史长根,李焕良,洪津,侯鸿宝(解放军理工大学,江苏南京210007)摘要:为了克服大板面爆炸焊接所面临的冲击波、地震波和噪声对周围环境的影响,实现爆炸焊接行业的大规模标准化生产,对“双立式爆炸焊接”、“水下爆炸焊接”和“爆炸+轧制”等3种新型工艺技术进行了综合分析,从而指出上述技术方法在节能减排、降低危害和质量控制等方面优势明显.运用数值模拟、理论分析和试验测试相结合的方法,对上述技术方法的工艺参数、防护技术及综合运用进行研究是爆炸焊接综合技术发展的新趋势。
关键词:爆炸焊接;双立武;水下焊接;爆炸+轧制中图分类号:TG456.6文献标志码:B爆炸焊接亦称爆炸复合.是一种利用炸药爆轰所产生的巨大能量使两层或多层的同种或异种金属材料发生高速倾斜碰撞而形成固相冶金结合的高能加工技术[¨。
爆炸焊接作为一种高效、低廉的新型焊接技术,具有结合强度高、材料适用性广和后续加工性好等优点。
其在异种金属等焊接领域具有不可替代的地位。
目前,爆炸焊接复合材料已广泛应用于航空航天、核能电力、制盐制碱、石油化工、武器装备等高科技领域。
迄今为止.国内外学者对爆炸焊的焊接机理、微观组织、材料性能及应用等方面进行了大量的理论与试验研究,并提出了具有实践指导意义的可焊性窗口和小波结合理论[引。
但关于爆炸焊的危害及防护方面的研究较少,现行的爆炸焊接生产一般都是单体的分散式野外作业,炸药爆炸产生的强大冲击波、地震波和噪声严重影响了周围房屋的安全和百姓的正常生活。
其粗放的半机械化生产模式已经不能满足生态环境可持续发展的要求,并严重阻碍了爆炸焊接行业的发展。
总结国内外大量关于爆炸焊接的理论研究与实践经验可发现,“双立式爆炸焊收稿日期:2013-01—09基金项目:江苏省成果转化专项基金资助项目(B A2012030);解放军理工大学青年预研基金项目(K Y G Y Z LX Y l219)接”、“水下爆炸焊接”和“爆炸+轧制”等3种新型工艺能有效解决上述问题,对推动爆炸焊接行业实现低碳环保、大规模标准化生产具有重要意义。
十、爆炸焊接

7870
6000
200
85
90
连接极限值
120
低碳钢+不锈钢
125
覆板厚≥25mm
165
覆板厚10mm
130
覆板厚10mm
钛115+钛115
4500
6100
250
182
220
钼+钼
10200
6400
400
123
Al+Ti
2700
4500
6400
6100
35
250
236
Al+钢
2700
7870
6400
夹角安装时,通常采用高引爆速度炸药,一般预置角α取5~10°,引爆速度高时取上限。
表10.2平行安装间距的选取原则
覆板密度(g/cm3)
安装间距
<5
1/3~2/3t
5~10
1/2~1t
>10
2/3~2t
二、工艺参数
影响碰撞区最终状态及爆炸焊接过程能量耗散条件的可控参数主要有冲击速度Vp、碰撞点移动速度Vc、动态碰撞角βd。
试验证明,当碰撞速度Vp高于某一个临界值,连接界面上出现许多微小波浪形旋涡状锁合面时爆炸焊结合最为牢固。这时界面上无均匀连续熔化层,熔化的界面结合物仅保留在微小的旋区。如果所连接两种金属配比能形成固溶体,旋涡区具有良好延性,即使两种金属配比会出现脆性金属间化合物或出现缺陷,因旋涡非常微小,也危害不大。碰撞速度太低,旋涡区不存在,界面上很少或不发生熔化,形成平坦结合面,容易因碰撞条件微小变化而出现未结合缺陷。碰撞速度过大,旋涡增大,甚至形成连续的熔化界面,容易形成缩孔等缺陷,使焊缝致密性、强度和延性也降低。
爆炸焊接和金属复合材料
爆炸焊接和金属复合材料爆炸焊接是用炸药作能源进行金属间焊接的一门新兴的边缘学科和很有实用价值的高新技术。
它的最大特点是在一瞬间能够将相同的、特别是不同的和任意的金属组合简单、迅速和强固地焊接在一起。
它的最大用途是制造大面积的各种组合、各种形状、各种尺寸和各种用途的双金属及多金属复合材料。
本文综述爆炸焊接的过程和本质、特点和应用,以及发展前景。
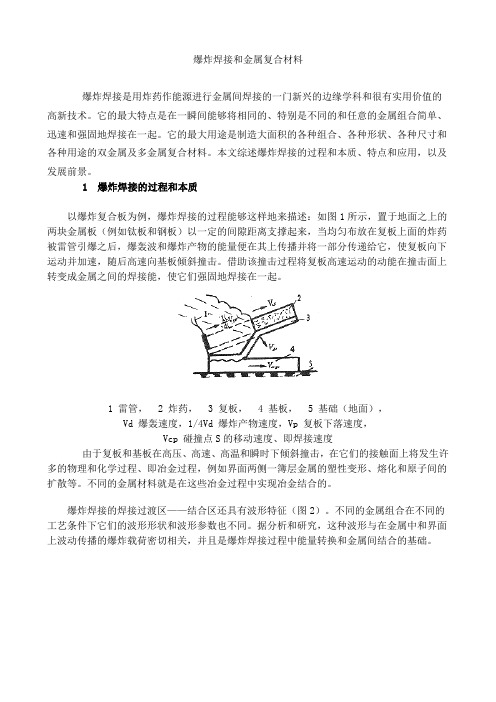
1 爆炸焊接的过程和本质以爆炸复合板为例,爆炸焊接的过程能够这样地来描述:如图1所示,置于地面之上的两块金属板(例如钛板和钢板)以一定的间隙距离支撑起来,当均匀布放在复板上面的炸药被雷管引爆之后,爆轰波和爆炸产物的能量便在其上传播并将一部分传递给它,使复板向下运动并加速,随后高速向基板倾斜撞击。
借助该撞击过程将复板高速运动的动能在撞击面上转变成金属之间的焊接能,使它们强固地焊接在一起。
1 雷管,2 炸药,3 复板,4 基板,5 基础(地面),Vd 爆轰速度,1/4Vd 爆炸产物速度,Vp 复板下落速度,Vcp 碰撞点S的移动速度、即焊接速度由于复板和基板在高压、高速、高温和瞬时下倾斜撞击,在它们的接触面上将发生许多的物理和化学过程、即冶金过程,例如界面两侧一簿层金属的塑性变形、熔化和原子间的扩散等。
不同的金属材料就是在这些冶金过程中实现冶金结合的。
爆炸焊接的焊接过渡区——结合区还具有波形特征(图2)。
不同的金属组合在不同的工艺条件下它们的波形形状和波形参数也不同。
据分析和研究,这种波形与在金属中和界面上波动传播的爆炸载荷密切相关,并且是爆炸焊接过程中能量转换和金属间结合的基础。
图2 一些爆炸焊接双金属结合区的波形形貌(均缩小1倍)如上所述,爆炸焊接结合区具有金属的塑性变形、熔化和扩散的特征。
在常规的焊接工艺中,这些特征分别为单一的压力焊、单一的熔化焊和单一的扩散焊所特有。
这就是说,爆炸焊的机理“综合”或称“融合”了压力焊、熔化焊和扩散焊三种机理。
由此能够推论爆炸焊是压力焊、熔化焊和扩散焊的“三位一体”的一种焊接新技术。
爆炸焊接工艺介绍

2. 双金属管
3. 热交换器的管与管板连接
4. 各种过渡接头
5. 大直径管线
注意事项
1. 材料需有足够的塑性和韧性
2. 低熔点金属不宜用爆炸焊
常见的金属组合
不锈钢/钢,钛/钢,铜及其合金/钢,镍及其合金/钢,铝及其合金钢,铝/铜,锆/钢,银/钢,银/铜等
4. 焊接面积可变,范围大
5. 焊接后材料强度、硬度提高,韧性有所下降
优点
1. 设备简单,生产费用低
2. 适用于大型和难以焊接的金属组合件
3. 结合强度高,界面电阻小
4. 适合工业化生产Fra bibliotek缺点1. 涉及危险物质,操作需谨慎
2. 声响和震动可能不受欢迎
3. 受气候和天气影响
4. 难以实现自动化和机械化
应用
爆炸焊接工艺介绍
类别
详情
定义
利用炸药爆炸产生的冲击力造成工件迅速碰撞而实现焊接的方法
原理
炸药爆炸时产生冲击波,使金属受到高速撞击,在短暂冶金过程中相结合
能源
炸药(通常为铵盐类或铵油类的低速混合炸药)
特点
1. 极短时间内完成,金属整体不承受高温
2. 固态连接,不加填充金属
3. 对材料有广泛适应性,适用于异种金属组合件
爆炸焊
⑤为了将边部缺陷引出复合板之外,幵保证边部质量, 常使复板的长、宽尺寸比基板大20~50mm。管与管板 爆炸焊时,管材也应有类似的额外伸出量。
20
⑥为了防止烧伤、压痕、起皮、撕裂等缺陷,常用橡 皮、软塑料、有机玻璃、油毡等作炸药与基板之间的 缓冲层。
下面是典型构件爆炸焊的安装示意图
21
22
23
7、爆炸焊的应用及缺陷检验
(2)爆炸焊的产品结构
①复合平板
②圆柱(锥)体的内或外包覆
对于圆棒或实心圆锥体可以进行外包覆,对圆管
或筒体之类产品可以根据需要进行内或外包覆,以获
得具有特殊性能(如耐蚀、耐高温、耐磨等的包覆表面。 这种爆炸焊工艺可以生产双金属构件,也可用作修复 易损构件。
26
③生产过渡接头
接,于是提出了利用爆炸和超声波技术把各种金属焊接 在一起的设想。 随后美国的Philipchuk V第1次把爆炸焊接技术引入 到实际工业中,成功地实现了铝与钢之间的爆炸焊接。
到20世纪60年代刜期,英国、前苏联、联邦德国、
捷克、日本等国也相继开展了对爆炸焊接技术和理论的
研究,使该项技术日趋成熟。
2
爆炸焊的収展
32
⑦其它应用
铝+钢
铜+钢
33
(3)爆炸焊的常见缺陷及防止措施
① 结合不良
指爆炸焊后,复板与基板之间全部或大部分没有 结合,或者即使结合强度甚低。要克服这种缺陷首先 应选用低爆速炸药,其次是使用足够的炸药量和适当 的间隙距离,另外选择好起爆位置,使之能缩短间隙 排气路程,创造有利于排气的条件。 ②鼓包 在复合板上局部位置有凸起,其间充满气体,敲 击时収出“梆梆”声。要消除鼓包除了选择合适炸药 量和间距外,主要注意要造成良好的排气条件。
爆炸焊接原理

爆炸焊接原理爆炸焊接是一种利用爆炸冲击波来实现两个金属部件焊接的方法,也称为冲击焊。
这种焊接方法常被使用在焊接高硬度、难溶、难接合的金属材料。
爆炸焊接的原理是,利用特定爆炸能量将两个金属部件快速压在一起,使它们直接接触并产生高温和高压。
这样一来,金属元素之间就可以发生冶金反应,从而使两个金属部件产生牢固的焊接连接。
爆炸焊接时,通常使用炸药等高能物质作为爆发源。
炸药在气体、固体和液体三种状态下都能够产生爆炸波,但是,由于液态炸药在爆炸时能够产生较高的压力和低的瞬时温度,因此常被用作爆炸焊接的爆发源。
爆炸焊接常常需要在密闭的室内进行,以便控制爆炸波的方向、速度和能量等。
爆炸焊接的设备通常由爆炸源、压力容器和工件夹具等部分组成。
工件夹具是用来固定焊件的,以防止发生偏移或撕裂等情况。
爆炸焊接具有许多优点。
首先,它可以在焊点附近产生高温和高压,提高焊接的牢固性,因此对焊接部件的质量要求较低。
其次,它可以焊接高硬度材料、难溶和难接合材料,解决了传统焊接方法难以解决的问题。
此外,爆炸焊接速度很快,焊接表面受到的热影响较小,从而减少了变形等问题。
但是,爆炸焊接也存在一些限制。
首先,爆炸焊接的设备价格较高,维护和保养也较为困难。
其次,爆炸焊接的应用领域有限,只适用于焊接特定的材料和结构。
同时,由于焊接时会产生较大的噪音和危险的爆炸波,因此必须采取安全措施。
总体来说,爆炸焊接是一种高效、可用于特定领域、对焊接质量要求较低的焊接方法,但需要细致的安全措施以确保人员和设备的安全性。
2024年金属爆炸焊接市场发展现状

金属爆炸焊接市场发展现状概述金属爆炸焊接作为一种高效、可靠的焊接方法,广泛应用于各个领域。
本文将对金属爆炸焊接市场的发展现状进行分析,包括相关技术的应用范围、市场规模、竞争格局等方面的内容。
技术应用范围金属爆炸焊接技术主要应用于以下领域:1.能源行业:在核电站、石油化工等行业中,金属爆炸焊接可以应对高温、高压的工作环境,确保设备的安全可靠性。
2.航空航天领域:金属爆炸焊接在航空发动机、航天器构件等的制造中起到重要作用,提升了零部件的连接强度和寿命。
3.汽车制造业:金属爆炸焊接可以用于汽车发动机的缸盖和缸体连接,提高了汽车发动机的性能和可靠性。
4.建筑工程:在大型钢结构的连接中,金属爆炸焊接可以提供更牢固的连接方式,增加结构的稳定性。
市场规模金属爆炸焊接市场规模持续增长,主要得益于以下几个因素:1.技术优势:金属爆炸焊接以其独特的优势,如瞬时高温、高压和高应变率等,使得焊接接头具有较高的连接强度和良好的界面性能。
2.应用需求:随着工业化进程的推进,对高性能、高可靠性焊接接头的需求不断增长,金属爆炸焊接技术得到了广泛应用。
3.市场竞争:市场上存在多家专业的金属爆炸焊接设备和服务提供商,加强了市场竞争,推动了技术的进一步发展和市场规模的扩大。
根据市场研究机构的数据显示,金属爆炸焊接市场在过去几年中以每年约10%的增长率增长,预计未来几年内将继续保持良好的发展态势。
竞争格局金属爆炸焊接市场存在多家主要厂商竞争,其中一些公司在技术研发和市场拓展方面处于领先地位。
竞争格局主要表现为以下几个方面:1.公司规模:大型跨国公司在金属爆炸焊接市场中具有较大优势,拥有雄厚的技术实力和全球市场拓展能力。
2.技术创新:竞争激烈的市场使得各家企业不断进行技术创新,开发出更加高效和可靠的金属爆炸焊接设备和工艺。
3.服务支持:公司的售后服务支持能力也是竞争的关键因素之一,服务质量和及时响应能力将影响客户的满意度和忠诚度。
由于金属爆炸焊接市场的前景广阔,各家企业纷纷加大对研发和市场拓展的投入,以争夺更多市场份额。
爆炸焊接和爆炸复合材料

爆炸焊接和爆炸复合材料金属爆炸焊接是介于金属物理学、爆炸物理学和焊接工艺学之间的一门边缘学科,爆炸焊接又是用炸药作能源进行金属间焊接和生产金属复合材料的一种很有实用价值的高新技术。
它的最大特点是在一瞬间能将相同的、特别是不同的和任意的金属组合,简单、迅速和强固地焊接在一起。
它的最大用途是制造大面积的各种组合、各种形状、各种尺寸和各种用途的双金属及多金属复合材料。
1 爆炸焊接的过程将炸药、雷管、覆板和基板在基础(地面)上安装起来。
当置于覆板之上的炸药被雷管引爆后,炸药的爆炸化学反应经过一段时间的加速便以爆轰速度在覆板上传播。
随着爆轰波的高速推进和爆炸产物的急骤膨胀,炸药化学能的大部分便转换成高速运动的爆轰波和爆炸产物的动能。
随后该动能的一部分传递给覆板,从而推动覆板向基板高速运动。
在两板之间的空气迅速和全部排出的同时,覆板和基板随即在接触点上依次发生撞击。
在这个过程中,在两板间的接触面上,借助波的形成,一薄层金属由于倾斜撞击和切向应力的作用而发生强烈的塑性变形。
在此过程中又借助于金属塑性变形的热效应将覆板高速运动的动能的90%~95%转换成热能。
如此大量的热能在近似绝热的情况下促使塑性变形后的金属的温度升高。
当此温度达到其熔点以后,就会使紧靠界面的一薄层塑性变形的金属发生熔化。
剩余的热能还会使部分塑性变形的金属发生回复和再结晶,并使双金属整体的温度升高。
由金属物理学的原理可知,在爆炸焊接过程中,由于不同金属间的高的浓度梯度,界面上的高压、高温和高温下金属的塑性变形及熔化等条件的存在及其综合作用,必然导致基体金属原子间的相互扩散。
这样,当界面上那一薄层塑性变形的和熔化了的金属迅速冷凝后,便在界面上形成了包括金属塑性变形特征、熔化特征和原子间相互扩散特征的结合区。
此结合区就是2种金属之间的焊接过渡区,亦称焊接接头。
众所周知,爆炸焊接双金属的结合区在一般和正常的情况下还具有波形特征(图2)。
此波形的形成与爆炸载荷在金属中和界面上的波动传播有关,并且不同强度和特性的金属材料,在不同强度和特性的爆炸载荷作用下,发生不同强度和特性的相互作用──冲击碰撞,便在结合界面上形成不同形状和参数(波长、波辐和频率)的波形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系,对这一现象许多学者提出了不同的机理和模型。Abrah锄一
son等提出了覆板流侵彻机理,但这种理论不能解释旋涡区的 形成以及波形参数与旋涡区之间的关系。Hunt J N提出了赫尔 姆霍尔茨不稳定机理,认为波的形成是由于流体中的赫尔姆霍
尔茨不稳定性,后来,Robinson J L又通过计算证明了赫尔姆霍
者今后的努力方向。
㈣
“’
2.2爆炸焊接的试验及应用研究
爆炸焊接的试验及应用研究是爆炸焊接研究内容的一个重 要组成部分,对于完善和丰富爆炸焊接理论及获得性能优良的 复合材料具有重要意义。
社×誊
万方数据
㈤
长期以来,对爆炸焊接机理的研究一直是建立在试验分析 基础之上的。近年来,许多学者提出了很多有价值的研究成果, 例如许多学者通过对界面过渡层的研究,认为爆炸焊接的界面 结合综合了压力焊、熔化焊和扩散焊的特点[2’1 6|。刘玉存等通 过金相显微镜、电镜扫描、电镜透射等检测手段研究了A3钢与 黄铜的爆炸焊接机理,认为金属在受到高速碰撞发生塑性变形
Abstmct
Basic theory and characteristics of explosive welding
to
are
described based
on
the review of prevenient
as
research in the fiel d.A brief review is given
由此可见,爆炸焊接是一个非常复杂的过程,它综合了熔化 焊、压力焊与扩散焊的特点,与其他连接方法相比具有显著的优
点‘1~…。
王建民:男,1979年生,博士研究生,主要从事爆炸焊接理论与技术的研究
万方数据
爆炸焊接的应用与发展/王建民等
・43・
的考虑,因此在公式的使用上有一定的盲目性。为了能够定量 描述覆板的运动过程和运动姿态,许多学者用二维的简化公式 描述覆板的运动规律。二维公式不仅给出了覆板偏转角和飞行 速度的关系,而且也给出了爆速、炸药密度和多方指数对覆板运 动的影响。显然,二维公式较Gruney的半经验公式和一维平板 运动公式更能揭示覆板的运动规律。 ‘爆炸焊接中的另一理论问题是界面波的形成机理。一般认 为爆炸焊接中界面的周期性波动与金属板的复合质量有直接关
尔茨失稳性[9]。这种理论要求界面上要存在射流,然而它不能 解释对称碰撞时出现的界面波。Cmwn
G
R等提出了卡门涡脱
落机理,认为液流在越过撞击点流动时,撞击接触点就像一个固 态障碍物一样,因此在撞击后出现了涡街口…。但该理论不能解 释在既无焊接又无射流时波的形成,也没指出障碍物是什么和 怎样形成的,没说明液流的来源及为什么流动。GDdunov s K 等则提出了应力波机理,这种机理完全不同于以上3种机理,认 为波的形成不一定要产生射流,而把波的形成归因于应力波的 作用。印度学者Patwarthan W D提出了波形形成的另一种模
炸焊接技术也用在了非晶态合金的研制中[34’3
虽然爆炸焊接的应用研究发展迅速,但在某些方面却仍存 在不足,特别是对爆炸焊接产品及其后序加工工艺的研究明显 不足,例如爆炸焊接复合板的残余应力、残余变形即爆炸硬化以 及爆炸复合板的热处理工艺等。此外,爆炸焊接的机械化、自动 化也是一项值得研究的课题。爆炸焊接体力劳动强度大,产生的 粉尘、噪音等污染也严重威胁着技术人员的身体健康;同时,人们 对炸药往往存在一定的恐惧感。因此实现爆炸焊接生产过程的 机械化和自动化尤为重要,但目前这方面的研究却明显不足。
Application and DeVelopment of ExplosiVe
Welding
WANG Jianmin,ZHU
Xi,LIU Runquan
430033)
(Dept.of Naval Architecture&Ocean Eng.,Naval Univ.of Enginee“ng,Wuhan
2爆炸焊接的研究现状
2.1
型,认为在碰撞区内由于高温高压会产生一个塑性流体性质的 层,在组合金属系统内,碰撞也会产生强烈的横向振动,该振动 “以波的形式存在于塑性流体区域内。此外,我国学者郑哲敏教 授认为爆炸焊接波状界面的形成机理应该属于流体弹塑性模型 中的稳定性问题,提出热塑失稳与波状界面失稳并存的观点。 当碰撞压力小时,爆炸焊接形成的是平直界面;随着覆板流速度 和碰撞角的增大,界面上将会出现2种失稳形态,形成波状结合 界面[1“。值得一提的是,郑远谋认为波形成的流体力学理论不 能成立,爆炸焊接结合区波形成的机理只能从金属物理学的观 点出发去探讨。他认为波的形成是由于爆炸反应是以波的形式 进行的,爆炸载荷是以波的形式向前传播并作用在覆板上,从而 使覆板产生波状塑性变形[2’12 ̄1…。需要强调的是用流体力学理 论只能解释界面波的形成机理,不能解释为表面波的产生。 爆炸焊接过程是一个十分复杂的过程,尽管人们建立各种
・44・
材料导报
2006年1月第20卷第1期
5。。
和扩散中会发生熔解和化合,金属的爆炸焊接综合了熔化焊、压 力焊、扩散焊以及射流的特点[1“。赵浩峰等认为爆炸复合界面 存在熔化区,并且熔化区的形成是由于碰撞时被截断的射流构 成的[1 8|。郑远谋认为金属的爆炸焊接是焊接方法的一种,也是 一种冶金过程,这个过程也就存在扩散[2]。文献[19]报道在铝一
1匡雪。 7荔==i飘
睦玺爹s
5 5
,,,,』;;;;;:::i::;:::;:;:;:习,,,,,:
(b)Parallel
set—up
Z77力,77Z耳77:巧r777:7了7Zr,刀777=
(a)Inclined
set—up
.1一Detomtor,2~EXplosive,3一Fly plate,4一Parent plate,5一Base
1爆炸焊接的基本理论及特点
爆炸焊接是利用炸药爆炸瞬间产生的巨大能量作为能源使 金属产生塑性变形、熔化,并达到原子间结合的一种崭新焊接技 术。它是一门介于爆炸物理学、金属物理学、焊接学之间的边缘
F唔1
Sch蝴tic ill璐trati帅of the唧蛔ive welding∞t-叩
图1爆炸焊接装置示意图
爆炸焊接的理论研究
》一掣
Ⅵ(1+襄R)1/z+1
模型试图描述爆炸焊接中波的形成机理,但这些机理只能解释 某些界面波的形成机理,都存在自身无法解释的现象。至今有 关爆炸焊接界面波的形成机理还不清楚,仍是一项值得研究的 课题。此外,虽然人们对爆炸焊接的界面波形成机理、覆板飞行 速度等进行了大量的研究,但迄今为止,尚未有人从材料热力学 和动力学上对爆炸焊接进行深入的理论研究,这也应当是研究
学科,其基本原理是依靠爆炸产生的冲击和摩擦作用把待焊金属 表面的氧化膜破碎并清除,使新鲜的金属表面裸露,利用爆炸产 生的高压脉冲载荷推动2种或多种金属高速撞击而焊接在一起。 在工程应用中,常采用平行法与角度法2种方式进行爆炸 焊接(见图1)。当炸药一端被引爆后,爆炸产物形成高压脉冲 载荷,直接作用在覆板上,覆板在几微秒内被加速到几百米每 秒。它从起始端开始依次与基板碰撞,当两金属板以一定角度 相撞时会产生很大的碰撞压力,这种压力大大超过金属的动态 屈服极限,因而碰撞区产生高速度的塑性变形,同时伴随着热效 应。此时碰撞面的性质类似于流体,这样在两金属板的内表面 将形成两股运动方向相反的金属射流,一股是碰撞点前的自由 射流向未结合的空间高速喷出,冲刷金属表面的表面膜,使金属 露出新鲜的清洁表面,为2种金属的结合提供了条件;另一股是 在碰撞点后的凸角射流,它被凝固在两金属板之间形成两金属 的冶金结合。
the present situation jn the researches of explosive welding such
theo—
retical analysis,numerical simulation,practical application.Developrnent prospect and future’s research directions of explosive welding Key words
・42・
材料导报
2006年1月第20卷第1期
爆炸焊接的应用与发展
王建民,朱锡,刘润泉
(海军工程大学船舶与海洋工程系,武汉430033)
摘要 在对爆炸焊接领域已有成果研究和总结的基础上,论述了爆炸焊接的基本理论和特点,阐述了近年来国 内外爆炸焊接在理论分析、数值模拟和实践应用等方面的研究现状,最后指出了爆炸焊接技术在未来的应用前景和发 展方向。 关键词 爆炸焊接复合板研究现状应用与发展 中图分类号:TG456.6
铜的爆炸复合材料中铝向铜或铜向铝的扩散距离均为100m。
而胡兰青等则认为界面合金元素成分分布的变化不是由扩散形 成,而是由基、覆板成分在其表面形成的混合射流所致[2…。有
的观点认为爆炸焊接过程中不存在熔化或扩散,如Dorr锄通
过研究Cu-cu的爆炸复合认为爆炸复合界面不存在熔化区[21|。 史长根等在分析了1Crl8Ni9Ti_A3界面的显微特点后也认为爆 炸焊接是一种特殊的压力焊,界面之间元素的扩散是由于高压 产生的结果,界面熔化产生的缝隙和空洞物削弱了界面的结合 强度,因此,在爆炸焊接过程中应尽量消除熔化的影响[2 2I。但 这种观点忽略了熔化区的形成也会促进原子间的相互扩散从而 有利于金属间结合的一面。
综合上述试验研究可看出形成过渡层主要有以下原因:(1)
2.3爆炸焊接的数值模拟研究
随着计算机在爆炸焊接研究领域中的应用,其作用也日益 突出。用计算机模拟爆炸焊接过程可以有效地降低试验次数, 节省人力、物力、财力。此外,爆炸焊接参数复杂,影响因素众 多,用计算机辅助确定爆炸焊接参数可大大降低其复杂程度。 Akihisa等用二维有限微分方法模拟了爆炸焊接过程中波状界 面的产生机理,并对波状界面的涡流参数值进行了定量分析,认 为剪力流和周期性波动是产生波状界面的重要因素,得出波状 界面的波高和波长比与涡流状区域中心的纵间距和横间距比分 别接近于常数o.3和o.22的结论[36.37]。文献[38,39]利用威廉 斯堡状态方程与AUToDYN软件结合模拟了爆炸焊接的全过 程,分析了爆炸焊接过程中的压力分布、速度分布、剪切应力分 布和塑性应变分布,并模拟了爆炸焊接射流的形成。这种方法 克服了以往只能模拟高爆速炸药的限制。有文献采用间隙元法 对圆管爆炸焊接中的粘、塑性接触问题进行了处理,并对爆炸焊 接全过程进行了详细的分析[4…。陈健美等在机械振动理论的 基础上建立了钢坯爆炸焊接的解析计算模型,通过此模型获得 了爆炸加工的动态响应特性[4“。高勇军等利用计算机辅助设 计对爆炸焊接的参数进行了计算,通过计算绘制了不锈钢与普 通钢的爆炸焊接的可焊性窗口[4引。王宇新等根据列契特公式 应用计算机编程,给出了覆板在炸药滑移爆轰波作用下的飞行 姿态仿真曲线,并利用该程序辅助选取了较为合适的爆炸焊接 参数[4…。文献[44]用热传导理论给出了双金属结合区附近的 温度场解析,并利用解析结果确定了双金属的爆炸焊接上限。 Grignon等用二维有限元法模拟了不同焊接参数下6061铝合 金的爆炸复合过程,通过试验模拟获得了直接结合界面的爆炸