SMT不良率降低分析
SMT不良分析及改善措施
SMT不良分析及改善措施SMT(表面贴装技术)是电子制造过程中常用的一种表面组装技术,可以将小型电子组件安装在印刷电路板(PCB)上。
然而,在SMT过程中可能会出现一些不良现象,例如焊点不良、元器件偏位、组件缺失等。
这些不良现象会直接影响产品的质量和性能,因此需要进行不良分析并采取相应的改善措施。
首先,针对焊点不良问题,可能出现的原因包括焊接温度不稳定、焊锡量不足、焊接时间过短等。
在进行不良分析时,可以通过观察焊点的形态和外观来判断问题的具体原因。
针对这些问题,可以采取以下改善措施:1.调整焊接温度和时间:通过增加焊接温度、延长焊接时间等方式,确保焊接质量的稳定性和一致性。
2.控制焊锡量:确认焊锡量是否足够,可以使用自动供锡机或者人工供锡的方式进行补充,确保焊点的充盈度和质量。
3.检测焊点质量:使用焊点质量检测设备,例如X射线检测设备或者直观检查仪器,检测焊点的质量和形态,及时发现问题并采取相应的纠正措施。
其次,针对元器件偏位的问题,可能的原因包括元器件粘贴不准确、贴附剂粘度过大或过小等。
针对这些问题,可以采取以下改善措施:1.进行粘贴机的校准:调整粘贴机的定位精度,确保元器件的粘贴位置准确。
2.选择适合的贴附剂:根据元器件类型和尺寸,选择适合的贴附剂,并调整贴附剂的粘度,确保元器件的粘贴质量。
3.进行视觉系统的检测:使用视觉系统检测元器件的粘贴质量,如果发现问题,及时进行修正。
最后,针对组件缺失的问题,主要原因可能是元器件的供应链问题,例如供应商发货错误或者内部库存管理不善。
针对这些问题,可以采取以下改善措施:1.加强供应商管理:与供应商建立良好的合作关系,加强供应链的沟通和管理,确保元器件的质量和数量。
2.设立内部库存管理系统:建立完善的库存管理系统,确保元器件的采购、入库、出库等流程的可控性和准确性。
3.进行组件跟踪和检测:使用条码或者RFID等技术,对每个组件进行跟踪和检测,确保组件的精确性和完整性。
SMT不良产生原因及对策

SMT不良产生原因及对策SMT(Super Multi-vision Test)不良产生原因及对策是电子制造行业中一个重要的话题。
在电子制造过程中,SMT是一种常用的组装技术,它涉及到大量的元件的高速表面安装。
然而,在实践中,SMT不良很常见,它可能会导致产品质量下降、生产效率降低以及成本增加。
因此,了解不良产生的原因,并采取相应的对策,对于提高SMT生产的质量和效率至关重要。
1.材料问题:SMT使用的元件和焊料可能存在质量问题。
元件可能存在焊盘偏移、引脚损坏、尺寸不一致等问题。
焊料可能存在含波点、气孔等质量问题。
2.设备问题:SMT设备的故障或不当使用也可能引起不良。
设备的加热、输送、贴装等环节可能存在问题,导致元件无法准确地安装在PCB上。
3.操作问题:操作人员操作不当、技术不到位也是不良产生的原因之一、操作人员可能存在操作失误、程序设置错误、参数调整不当等问题。
为了解决SMT不良的问题,可以采取以下对策:1.强化质量管理:确保元件和焊料的质量。
从可靠的供应商购买元件和焊料,并对其进行严格的质量检查。
对于质量问题严重的供应商,需要采取相应的措施,如更换供应商。
2.维护和保养设备:定期对SMT设备进行维护和保养,以确保其正常运行。
培训操作人员,让他们掌握设备的正确使用方法,并确保操作人员具备相关的技术能力。
3.检查和修正操作问题:建立操作规程,并进行培训,确保操作人员按照规程操作。
同时,建立检查机制,及时发现和纠正操作问题。
定期举行会议,分享操作问题和经验,以便全员学习和提高。
4.强化数据分析和改进活动:建立良好的数据收集和分析体系,及时发现生产过程中的问题,并采取改进措施。
定期评估数据,评估改进措施的效果,及时调整和完善。
5.推行持续改进:将持续改进的理念贯穿于整个SMT生产过程中。
不断寻找不良产生的原因,通过改进工艺流程、优化设备和培训操作人员等方式,降低不良的发生率。
总结起来,SMT不良产生的原因有材料问题、设备问题和操作问题等。
SMT异常分析和改善报告

2006.05.10
Great Company Great People
Background Output
D
M
A
I
C
通过4月份工程不良数据分析发现作业不良占比率高,特选定作业不良为活动主题.
4月不良细部分析( PPM )
作业不良改善
TDR改善中
生产规模的迅速扩大,品质控制的
力度相对不足.
1236
修定 叠板 未检SET堆机现象严重
采用JIG放板
未检SET固定车放置 邀请生技,PM进行维修
PCB作业 不良
元件脱落
过桥掉机
修理叠板现象严重
修理不良追加JIG放置 作业者教育数量减少
投入位叠板
线路断
切板JIG不良 作业者修坏
设备重新更换改善 作业者教育数量减少
XS7 XS8
Two-proportions P-Value = 0.038 <0.05
改善前
1,236 1,246 1,123
改善后
作业不良率 改善目标
1,400 1,200 1,000 800 600 400 200 0
1,146
1,023
986 798
1,240
320
4月实绩 5月1日 5月2日 5月3日 5月4日 5月5日 5月6日 5月7日 5月8日
246
5月9日
235
155
13270 1930 2271 4月实际 部品
2435
1498
作业不良给品质,市场不良埋下了
很大的隐患.急需改善.
作业
MD
拆装
其他
不良细部分析( PPM )
Pareto Chart of 作业不良 _1
SMT不良分析
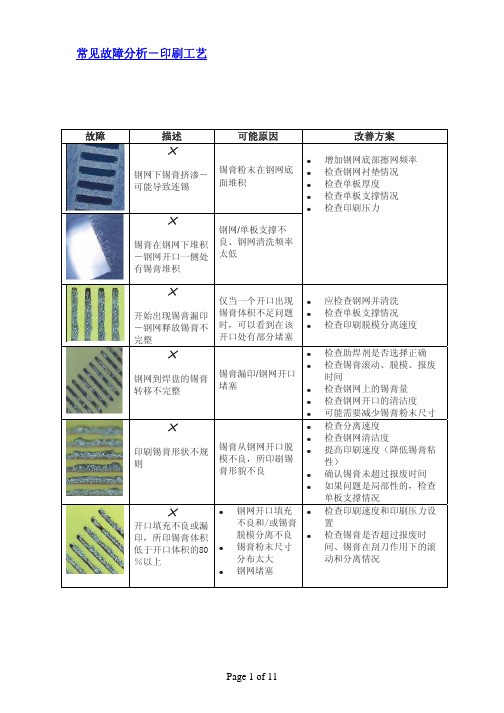
常见故障分析-印刷工艺故障描述可能原因改善方案×钢网下锡膏挤渗-可能导致连锡锡膏粉末在钢网底面堆积×锡膏在钢网下堆积-钢网开口一侧处有锡膏堆积钢网/单板支撑不良、钢网清洗频率太低z 增加钢网底部擦网频率 z 检查钢网衬垫情况 z 检查单板厚度 z检查单板支撑情况 z检查印刷压力×开始出现锡膏漏印-钢网释放锡膏不完整仅当一个开口出现锡膏体积不足问题时,可以看到在该开口处有部分堵塞z 应检查钢网并清洗 z 检查单板支撑情况z检查印刷脱模分离速度×钢网到焊盘的锡膏转移不完整锡膏漏印/钢网开口堵塞z 检查助焊剂是否选择正确 z检查锡膏滚动、脱模、报废时间z 检查钢网上的锡膏量 z 检查钢网开口的清洁度 z可能需要减少锡膏粉末尺寸×印刷锡膏形状不规则锡膏从钢网开口脱模不良,所印刷锡膏形貌不良z 检查分离速度 z 检查钢网清洁度z提高印刷速度(降低锡膏粘性)z 确认锡膏未超过报废时间 z如果问题是局部性的,检查单板支撑情况×开口填充不良或漏印,所印锡膏体积低于开口体积的80%以上z钢网开口填充不良和/或锡膏脱模分离不良 z锡膏粉末尺寸分布太大 z钢网堵塞z检查印刷速度和印刷压力设置z检查锡膏是否超过报废时间、锡膏在刮刀作用下的滚动和分离情况常见故障分析-印刷工艺(续)故障描述可能原因改善方案×印刷锡膏过多-可能导致连锡印刷刮网不干净,或印刷压力太低z 加大印刷压力 z 调整分离速度z检查钢网和焊盘平整度,钢网开口锥度不良,重新认证钢网供应商 z降低钢网厚度×/√印刷外形不良“狗耳朵”,锡膏量合适,但形貌不良-可能导致回流后连锡分离速度需要调整或钢网开口外形不良,后者影响更大,钢网开口壁面积应该不大于焊盘表面积z 检查分离速度 z 检查锡膏胶粘性 z 检查钢网厚度z提高印刷速度并检查单板支撑情况×锡膏铲坑-印刷锡膏不足,呈凹型,四周锡膏量多z刮刀类型不合适z 印刷压力过大 z刮刀刀刃损伤z 确认印刷压力是否过大 z确认使用金属刮刀而非软橡胶刮刀z 检查刮刀刀刃是否有缺口 z检查钢网与PCB 接触情况 ×过印刷-所印锡膏外形超出焊盘z可能需要减少钢网开口尺寸 z可能存在钢网下锡膏挤渗z 检查焊盘/开口设计z降低印刷压力或提高印刷速度z检查钢网衬垫情况×印刷脱模后有锡膏残留在钢网开口中,单板上锡膏外形不一致z锡膏流变性变质z 需要清洗钢网 z 需要调整脱模 z锡膏粉末尺寸分布太大z钢网设计不良z检查锡膏在刮刀作用下的滚动和分离情况、锡膏是否超过报废时间z提高印刷速度(降低锡膏粘性)z 检查钢网开口的清洁度 z 检查脱模分离速度z 可能需要减少锡膏粉末尺寸 z检查开口焊盘比×锡膏桥接/外形拖尾。
是否正在为SMT良率苦恼?看看原因与措施!

是否正在为SMT良率苦恼?看看原因与措施!本⽂⽬标:明确SMT⼯程不良产⽣的相关原因,提⾼分析速度与效率,针对不良及时加以处理与改善,并加以预防,保证⽣产产品品质。
<⼀> 锡膏印刷不良判定与相关原因分析:锡膏印刷不均匀,锡膏量⼀多⼀少,会引起曼哈顿(⽴碑)现象。
锡膏印刷太少或贴⽚偏位,易导致虚焊不良。
锡膏量过多,使锡膏形状崩塌,超出焊盘的锡膏在融化的过程中形成锡珠,易造成短路现象。
元件表⾯或焊盘表⾯氧化,降低了可焊性,使得焊锡和元件及焊盘浸润不良⽽形成虚焊,应避免使⽤元件表⾯或线路板焊盘氧化的部品,以保持良好的可焊性。
锡膏印刷应均匀,锡膏应与焊盘尺⼨、形状相等,并与焊盘对齐,锡膏的最少⽤量应覆盖住焊盘的75%以上的⾯积,过量的锡膏最⼤覆盖区域须⼩于1.2倍的焊盘⾯积,禁⽌与相邻焊盘接触。
以下为印刷的相关不良判定标准与影响印刷不良的相关因素分析:1. 锡膏印刷不良的问题现象:1.2. 影响锡膏印刷不良的原因分析印刷锡膏在整个⽣产中引起的质量问题占的⽐重较⼤,印刷质量与模板的状况、锡膏设备的刮⼑、操作与清洗有很⼤关系,解决这类问题要注意各⽅⾯的技术要求,⼀般来说要想印出⾼质量的锡膏印刷,必须要有:1)良好适宜的锡膏。
2)良好合理的模板。
3)良好的设备与刮⼑。
4)良好的清洗⽅法与适当的清洗频次。
3. 锡膏印刷不良相关原因分析与处理⽅法:3.1、坍塌印刷后,锡膏往焊盘两边塌陷。
产⽣的原因可能是:1) 刮⼑压⼒太⼤。
2) 印刷板定位不稳定。
3) 锡膏粘度或⾦属含量过低。
防⽌或解决办法:调整刮⼑压⼒;重新固定印刷板;选择合适粘度的锡膏。
3.2、锡膏厚度超下限或偏下限产⽣的可能原因是:1) 模板厚度不符合要求(太薄)。
2) 刮⼑压⼒过⼤。
3) 锡膏流动性太差。
防⽌或解决办法:选择厚度合适的模板;选择颗粒度和粘度合适的锡膏;调整刮⼑压⼒。
3.3、厚度不⼀致印刷后,焊盘上锡膏厚度不⼀致,产⽣的原因可能是:1) 模板与印刷板不平⾏。
最新smt制程不良原因及改善措施分析ppt课件
汇报人: 日期:
目录
• SMT制程概述 • SMT制程不良原因分析 • SMT制程改善措施分析 • 案例分析与实施效果评估
01
SMT制程概述
SMT制程简介
表面组装技术
SMT是表面组装技术(Surface Mounted Technology)的缩写,是一种将电 子元件直接安装在印刷电路板(PCB)表面的技术。
降低成本
SMT技术提高了生产效率 ,降低了生产成本,使得 电子产品更加普及和个性 化。
SMT制程常见问题
锡膏印刷问题:锡膏印刷是SMT制程中的关键步 骤之一,常见问题包括锡膏量不足、偏移、桥接 等,影响焊接质量。
焊接问题:焊接过程中可能出现虚焊、冷焊、焊 接不良等问题,主要原因包括温度设置不当、焊 接时间不足、PCB污染等。
元件贴装问题:元件贴装过程中可能出现元件偏 移、翻转、损坏等问题,主要原因包括设备参数 设置不当、元件供料器故障等。
针对以上问题,我们将详细介绍不良原因分析及 改善措施,以提高SMT制程的良率和生产效率。
01
SMT制程不良原因分析
设备故障导致的不良
设备老化
长时间运行的设备可能出 现磨损和老化,导致定位 不准、传输错误等不良现 象。
维护不足
设备缺乏定期维护和保养 ,可能导致精度下降、故 障率增加。
操作不当
操作人员对设备不熟悉或 操作不规范,可能引发误 操作,造成产品不良。
材料问题导致的不良
原材料缺陷
原材料本身存在缺陷,如PCB 板翘曲、元器件引脚氧化等,
影响制程质量。
储存条件不当
材料储存环境湿度过高、温度过高 或过低可能导致材料性能发生变化 。
SMT制程不良原因及改善对策
SMT制程不良原因及改善对策SMT制程(Surface Mount Technology)是一种常用的电子组装技术,广泛应用于电子产品的制造过程中。
然而,由于各种原因所引起的不良现象在SMT制程中时有发生。
本文将讨论SMT制程不良原因以及改善对策。
1.焊接不良:焊接不良可以导致焊点虚焊、焊接断裂等问题。
常见的原因包括焊接温度不够、焊接时间不足、焊接设备不稳定等。
改善对策包括提高焊接设备的质量和稳定性、增加焊接温度和时间的控制精度等。
2.贴装不良:贴装不良可以导致元件偏移、元件漏贴等问题。
常见的原因包括贴装位置错误、贴装头磨损、胶垫损坏等。
改善对策包括提高贴装机的精度和稳定性、定期更换贴装头和胶垫等。
3.元件损坏:元件在SMT制程中容易受到机械损伤、电静电等因素的影响而受损。
改善对策包括提供合适的防护措施,如使用防静电设备、增加元件存储和运输的保护等。
4.焊盘不良:焊盘不良可以导致焊点接触不良、导致电路连通性问题。
常见的原因包括锡膏质量不佳、焊盘形状不准确等。
改善对策包括使用高质量的锡膏、提高焊盘生产过程的精度等。
5.引脚弯曲:引脚弯曲会导致元件无法正确插入或连接。
常见的原因包括元件存储和运输过程中引脚受到碰撞、搬运过程中的不当操作等。
改善对策包括提供合适的存储和运输保护措施、培训操作人员正确操作等。
改善SMT制程不良有很多对策,下面列举了其中一些常见的:1.提高设备的质量和稳定性:定期对设备进行维护和保养,确保其正常运行和精度稳定。
采用高质量的设备和工具,可大大降低不良率。
2.优化工艺参数:根据产品要求和设备特性,合理的调整焊接温度、焊接时间等工艺参数,以确保焊接效果和质量。
3.加强员工培训:提供必要的培训和指导,使操作人员熟悉SMT制程的原理和操作技巧,减少人为失误和操作不当导致的不良。
4.严格品质管理:建立完善的品质管理体系,包括设备校验、材料检测、过程控制等环节,确保产品质量稳定。
5.提供合适的存储和运输保护:对元件进行正确的存储和运输保护,避免机械损伤、静电损伤等因素导致的元件损坏。
SMT空焊不良分析报告
Page 11 of
報告完畢,謝謝!
Page 12 of
测试一
测试二
Page 6 of
原因分析
三.因子分析—PCB形变 91A5此笔工单导入专用载具生产, 过炉高温无形变不良, 无空焊不良风 险。如下
Page 7 of
原因分析
四.因子分析—PROFLIE 测试方法不当 91A5单板过炉生产为最大3PCS生产, 空载为1-2PCS,满载为3PCS, 以当日生产PROFLIE 参数模拟空载、满载PROFLIE测试。最高温度与回 流焊接时间均在SPEC标准范围内, 无空焊不良风险。
30
30%
heating power (满载)
90%
solding level 2 heating power if half load(空载)
70%
待板時間長, 生 delay time產就會產生冷焊
75
不良
测温点
单片测试
單片测试(等待3分鐘)
單片测试(等待5分鐘)
最高温度(℃) 220以上时间(S) 最高温度(℃) 220以上时间(S) 最高温度(℃) 220以上时间(S)
路測試FAIL ,不良率2.8%。不良位置U30/U53/U64如下图
Page 2 of
要因分析
機
人
機台內油 污污染PCB
板子吸熱設 自動焊錫 加熱功 定時間短 時間短 率低
VP2000 問題
爐子底部發 爐內溶 熱板壞掉 液量少
溶劑溫度 偏低
西門子內頂PIN 材質污染PCB
西門子置 件機
置件偏移
DEK內溫濕度超標
smt制程不良原因及改善措施
smt制程不良原因及改善措施汇报人:2023-12-19•SMT制程简介•SMT制程不良原因分析•SMT制程改善措施探讨目录•案例分析:成功改善SMT制程不良的实践经验分享•未来发展趋势预测与挑战分析•总结回顾与展望未来发展前景01SMT制程简介表面贴装技术(Surface Mount Technology,简称SMT)是一种将电子元件通过焊接或贴装的方式固定在印制电路板表面的电子制造技术。
高密度、高速度、高自动化、高质量、低成本、环保等。
SMT制程定义与特点SMT制程特点SMT制程定义20世纪60年代,SMT制程开始应用于电子制造领域。
初期阶段20世纪70年代至90年代,SMT制程逐渐普及,技术不断进步。
发展阶段21世纪初,SMT制程已经成为电子制造领域的主流技术。
成熟阶段SMT制程发展历程提高生产效率降低成本提高产品质量促进电子产业发展SMT制程重要性01020304SMT制程可以实现自动化生产,提高生产效率。
SMT制程可以减少人工操作,降低生产成本。
SMT制程可以实现高精度、高质量的焊接和贴装,提高产品质量。
SMT制程是电子制造领域的重要技术,对电子产业的发展具有推动作用。
02SMT制程不良原因分析原材料问题原材料问题是导致SMT制程不良的主要原因之一。
详细描述原材料的质量、稳定性、一致性等不符合要求,可能导致贴片机的识别问题、焊接不良等问题。
总结词设备故障是SMT制程不良的常见原因之一。
详细描述设备故障可能导致贴片机、焊接设备等不能正常运行,从而影响生产效率和产品质量。
设备故障操作失误总结词操作失误是SMT制程不良的常见原因之一。
详细描述操作失误可能包括操作流程不规范、参数设置错误等,导致生产过程中出现各种问题。
环境因素影响总结词环境因素对SMT制程不良具有一定的影响。
详细描述环境因素可能包括温度、湿度、灰尘等,这些因素可能影响设备的正常运行和产品的质量。
03SMT制程改善措施探讨提升原材料质量标准建立严格的原材料质量检验制度对所有原材料进行严格的质量检验,确保符合生产要求。
SMT炉温曲线及主要不良分析
03
SMT主要不良现象分析
焊点空洞
总结词
焊点空洞是指在焊接过程中,焊料未能完全填满焊点,导致焊点内部存在空洞 的现象。
详细描述
焊点空洞可能是由于焊接温度不足、焊接时间过短、焊料流动性差或PCB与元 器件引脚之间存在间隙等原因引起的。它可能导致焊点的机械强度和导电性能 下降,影响产品的可靠性和性能。
05
SMT炉温曲线与不良关系研究
炉温曲线对不良的影响
温度过高
可能导致元件过热损坏, 焊点熔化,产生短路或断 路等不良现象。
温度过低
可能导致焊锡未完全熔化, 形成冷焊或虚焊,影响电 气性能。
温度不均匀
可能导致元件受热不均, 产生翘曲、变形等不良现 象,影响产品可靠性。
不良对炉温曲线的反馈
实际生产中,通过对不良品的统计分 析,可以发现不良与炉温曲线的关系, 从而优化炉温曲线参数,降低不良率。
预热区的主要作用是使PCB进入稳定的加热状态,并帮助减少温度波动。预热区温度过 低可能导致元件受热不均,而温度过高则可能导致元件受损或产生热应力。因此,需要
根据具体的SMT设备和工艺要求,合理设置预热区温度。
调整温度上升速度
总结词
温度上升速度的控制对于防止元件受 损和保证产品质量具有重要意义。
详细描述
峰值温度
分析炉温曲线中的峰值温度,判断是否达到工艺 要求。
炉温曲线异常判断
温度异常
如果温度超过或低于正常范围,或者温度波动过大,则可能存在 异常。
温度梯度异常
如果温度梯度突然变化或者不均匀,则可能存在异常。
峰值温度异常
如果峰值温度未达到工艺要求,或者温度达到峰值的时间过长或过 短,则可能存在异常。
SMT炉温曲线概述
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D M A I
目标展开 3 SMT一次不良率降低 基准('09年11月) 目标('10年11月) 改善值(%) 6.98 4.84 2.14
C
组装一次不良率降低 基准('09年11月) 目标('10年11月) 改善值(%) 2.08 1.17 0.91
检查一次不良率降低 基准('09年11月) 目标('10年11月) 改善值(%) 0.83 0.57 0.26
外部顾客
使用VFD 的顾客
纳期保证 品质保证
提供质优价廉的产品 提供最优质的服务 提高顾客的满意度
6
Y and Defect Definition
Y= SMT一次不良率 定义
D M A I
C
通过改善活动,将VFD Module工程 SMT一次不良率降低
Y= SMT一次不良率
测定方法
课题时间:
4个月
FINISHED
4. Defect的定义及规格是 (Operational Definition) 2010/12模块工程SMT一次不良率高于4.84% 5. 预想的原因变数( X ) X1=SMT印刷品质 X2=Chip Mount品质 X3=Reflow品质 6. 关联的PROJECT: 7. Project完了时预想的附带效果是? SMT产量提高,资材LOSS减少
INFRA
基本 遵守(标准,Process) + 革新 Mind
3
Project Selection
综合目标 创造最大利润 开发力确保 基准('09年11月) 目标('10年11月) 改善值 目标展开 1 品质革新 基准('09年11月) 目标('10年11月) 改善值 目标展开 2 模块品质革新 基准('09年11月) 目标('10年11月) 改善值(%) 9.9 6.58 3.32
成本节俭极大化
GVE:200K$ 开发消耗品费:2753.6KRMB
□ GVE 极大化 - 模块 30K$;要素 70K$ CIG 20K$;金属 80K$ □ 开发消耗品费用(1865 →1525K¥)
Big Y
Action Program
□ 新开发机种销售扩大(366.5K$)
□ 技术力向上(模块电源技术、新IC) □ CIG量产初物(87.17→88.57%) □ 顾客满意度提高 □ 一般量产初物(93.49→94.20%)
VFD Module工程 SMT一次不良率降低
2010.03.30 xxxxx PL : xxx BB : xxx champion : xxx
SIX SIGMA PROJECT 登录书
•PROJECT CODE: •部署名称 : 开发中心 •PROJECT题目 : VFD Module工程 SMT一次不良率降低 •姓名 : xxx 工号: xxx 目标BELT:G/B
Y=SMT炉后检查一次不良数/SMT投入总数 *100%
预想原因 变数(X)
X1=SMT印刷品质 X2=Chip Mount品质 X3=Reflow品质
7
Goal Statement
D M A I
C
Entitlemபைடு நூலகம்nt
2.0% Goal 4.84%
Baseline
6.98%
8
Key Player
2
Project Selection
VISION
D M A I
C
goal
销售扩大支援 品质革新 成本节俭极大化
销售扩大支援
新机种销售额:626K$
□ 量产机种销售扩大(259.5K$)
CTQ
品质革新
模块一次不良率:6.58% 量产初物执行率向上20%
□ 模块品质革新(9.89 →6.58%)
- SMT, 组装, 检查 一次不良率下降
9
Project Plan
阶 段 Define Measure
Project 选定,
D M A I
主要业务
“Y”定义,课题范围选定
C
日程计划
2010.03.31
日程计划树立, Project 承认
现水准测定, Data分析
问题发生要因导出 改善方案导出
Champion:xxx 总经理
D M A I
C
FEA 事务局 指导BB
xxx xxx
PJT Leader: xxx
xxx
xxx
xxx
*SMT作业流程检讨,改善 *SMT工艺检讨,改善 *产品设计检讨,改善
*SMT作业流程检讨,改善 *SMT工艺检讨,改善 *改善项目实施,效果确认
*SMT设备定期保养 *SMT设备故障维修 *SMT设备改造
SMT一次 不良率
%
6.98
4.84
2.0
MEASURE ANALYZE IMPROVE CONTROL
•组员: xxx,xxx,xxx PROCESS/PRODUCT: xxx
1.顾客:内部: 品质部,营业部,购买部; 外部: 模块客户 2. Project定义 ( 现象,目的,范围 ) 现象:SMT作业后炉后检查的产品一次不良率较高,需要进行修 理,造成作业时间和资材的LOSS,对外观品质也有较大的影响。 目的:降低一次不良率,减少修理数量,从而达到降低作业时间 和资材LOSS、提高产量和外观品质的目的。 范围: 开发中心、品质部、设备技术部 3. Y 的定义及测定方法(OD:具体的,数据化,目标水准表现)是? 定义: Y= SMT一次不良率 测定方法:Y=SMT炉后检查一次不良数/SMT投入总数 *100%
RESOURCE
•CHAMPION:xxx •指导 BB: xxx •FEA: xxx •事务局:xxx
Y
OBJECT
UNIT B/L GOAL 先进
BIZ RESULT
项目 预算 成果
COMPLETION PLAN
阶段 DEFINE 预定日期 10.03.31 10.04.30 10.05.31 10.06.20 10.06.28 10.06.30 完了日期 10.03.31 10.05.10 10.06.17 10.08.03 10.08.06 10.08.06
4
Problem Statement
D M A I
C
现况
导致结果
修理时耗费人力和时间
SMT一次不良率高
造成不必要的资材浪费 修理品外观不良VOC发生 降低SMT产能
5
Customer VOC & CTQ
D M A I
C
顾 客
VOC
CTQ
减少不良发生 扩大销售 提高竞争力
内部顾客
提高产量,减少浪费 公司经营者 扩大销售 提高竞争力