【工厂应用表格】产品首件检验记录
首件检验记录表
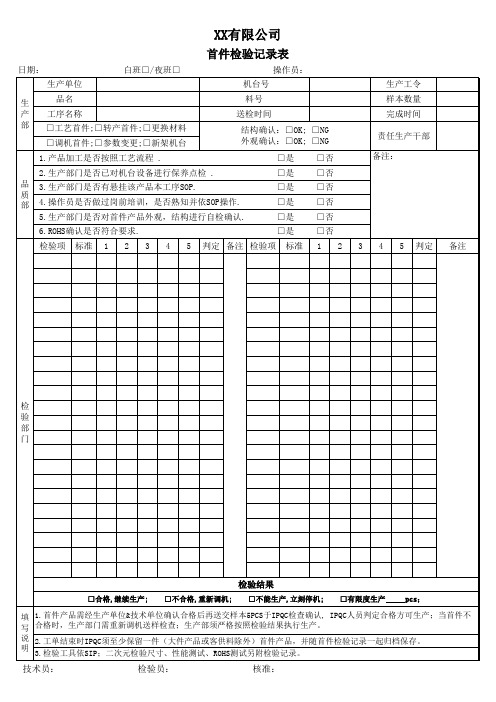
检验结果
□不合格,重新调机; □不能生产,立刻停机;
□有限度生产
pcs;
填 1.首件产品需经生产单位&技术单位确认合格后再送交样本5PCS于IPQC检查确认, IPQC人员判定合格方可生产;当首件不 写 合格时,生产部门需重新调机送样检查;生产部须严格按照检验结果执行生产。 说 2.工单结束时IPQC须至少保留一件(大件产品或客供料除外)首件产品,并随首件检验记录一起归档保存。 明 3.检验工具依SIP;二次元检验尺寸、性能测试、ROHS测试另附检验记录。
技术员:
检验员:
核准:
5.生产部门是否对首件产品外观,结构进行自检确认.
□是 □是 □是 □是
□否 □否 □否 □否
6.ROHS确认是否符合要求.
□是 □否
检验项 标准 1 2 3 4 5 判定 备注 检验项 标准 1 2
生产工令 样本数量 完成时间 责任生产干部 备注:
3 4 5 判定
备注
检 验 部 门
□合格,继续生产;
XX有限公司
首件检验记录表
日期:
白班□/夜班□
操作员:
生产单位
机台号
生
品名
产 工序名称
部 □工艺首件;□转产首件;□更换材料
□调机首件;□参数变更;□新架机台
料号 送检时间
结构确认:□OK; □NG 外观确认:□OK; □NG
1.产品加工是否按照工艺流程 .
□是 □否
2.生产部门是否已对机台设备进行保养点检 . 品 3.生产部门是否有悬挂该产品本工序SOP. 质 部 4.操作员是否做过岗前培训,是否熟知并依SOP操作.
首件检验记录表格模板(模版)

备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:???????????????????????????????????????????????????????????????签名:
首件检验记录表
检验日期: 年 月 日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检 □批量生产之前 □修模首件 □转产首件 □生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
目视
外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格???(开始量产);
首件检验记录表

□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《品质异常报告处理单》
备注:检验时发现有一件不合格项则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:
签名:
审核:品管员:
首件检验记录表
检验日期:年月日具体时间:工序名称:
批次号
产品编号
产品名称
部件名称
检验依据
□样品图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□上班第一个配件
□批量生产之前
□调机换模之后
□更换操作员之后
□停产达24小时之后
□调漆换色完成后
检查目
检查标准
检查方式
检查结果描述
判定
外观
尺寸
缝制质量
颜色
首件检验记录表
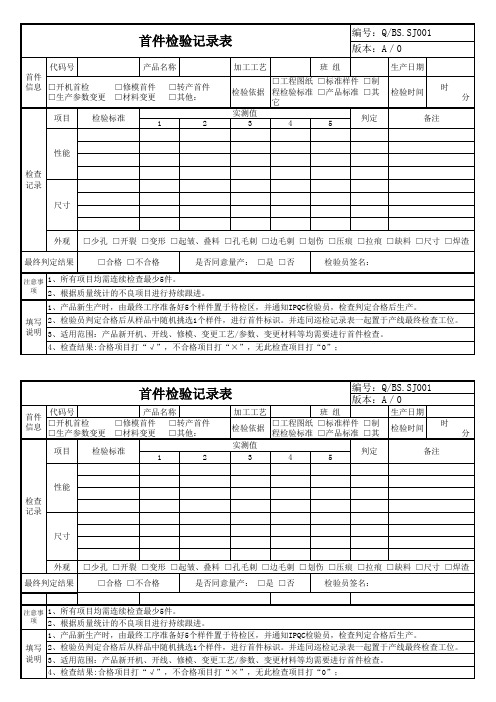
代码号 产品名称 首件 □修模首件 □转产首件 信息 □开机首检 □生产参数变更 □材料变更 □其他: 项目 检验标准 1 2 加工工艺 班 组
编号:Q/BS.SJ001 版本:A/0
生产日期 检验时间 备注 时 分 □工பைடு நூலகம்图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 判定 3 4 5
性能 检查 记录 尺寸
外观 最终判定结果
注意事 项
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
注意事 项
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。 填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;
编号:Q/BS.SJ001 版本:A/0
班 组 □工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 实测值 判定 3 4 5 生产日期 检验时间 备注 时 分
性能 检查 记录 尺寸
外观 最终判定结果
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
首件检查记录表

4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
填 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 写 说 明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
首 表
版本
规格/颜色
实测值
1
2
3
4
班组 5
生产日期 检验时间
时 分
判定
备注
尺寸
检 外观 查 记 录
功能
可靠性
客诉跟进
最
终 判
结果
定
□合格 □不合格
检验员: 生产确认:
是否同意量产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查最少5PCS。
注 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落/滚筒,拉力/吊重等) 意 事 项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
首件产品检验记录(线束)
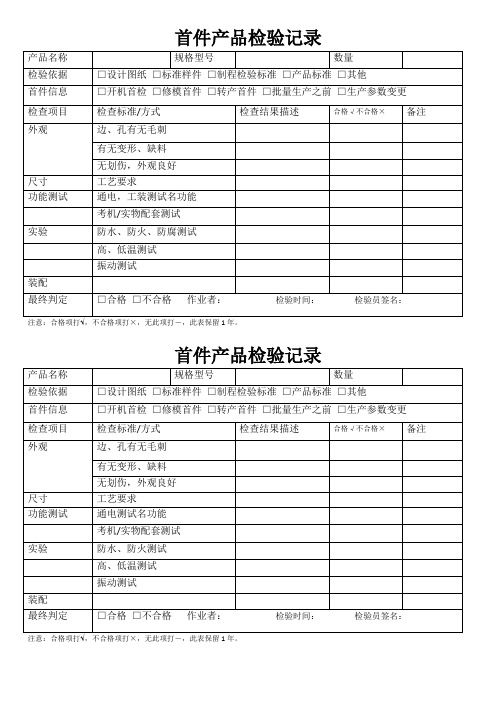
检查标准/方式
检查结果描述
合格√不合格×
备注
外观
边、孔有无毛刺
有无变形、缺料
无划伤,外观良好
尺寸
工艺要求
功能测试
通电测试名功能
考机/实物配套测试
实验
防水、防火测试
高、低温测试
振动测试
装配
最终判定
□合格□不合格作业者:检验时间:检验员签名:
注意:合格项打√,不合格项打×,无此项打-,此表保留1年。
首件产品检验记录
产品名称
规格型号
数量
检验依据
□设计图纸 □标准样件 □制程检验标准 □产品标准 □其他
首件信息
□开机首检□修模首件□转产首件□批量生产之前 □生产参数变更
检查项目
检查标准/方式
检查结果描述
合格√不合格×
备注
外观
边、孔有无毛刺
有无变形、缺料
无划伤,外观良好
尺寸
工艺要求
功能测试
通电,工装测试名功能
考机/实物配套测试实验防水源自防火、防腐测试高、低温测试
振动测试
装配
最终判定
□合格□不合格作业者:检验时间:检验员签名:
注意:合格项打√,不合格项打×,无此项打-,此表保留1年。
首件产品检验记录
产品名称
规格型号
数量
检验依据
□设计图纸 □标准样件 □制程检验标准 □产品标准 □其他
首件信息
□开机首检□修模首件□转产首件□批量生产之前 □生产参数变更
首件检验记录表模版
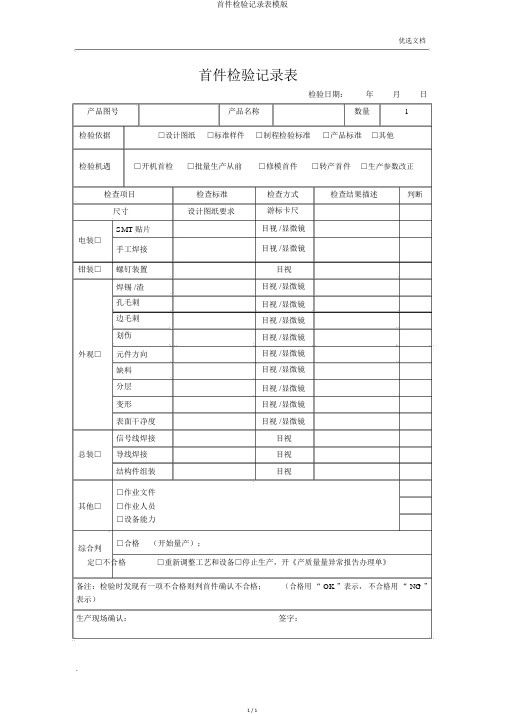
首件检验记录表模版
1 / 1 优选文档
首件检验记录表
检验日期:年月日产品图号产品名称数量 1
检验依据□设计图纸□标准样件检验机遇□开机首检□批量生产从前
检查项目检查标准
尺寸设计图纸要求
SMT 贴片
电装□
手工焊接
钳装□螺钉装置
焊锡 /渣
孔毛刺
边毛刺
划伤
外观□元件方向
缺料
分层
变形
表面干净度
信号线焊接
总装□导线焊接
结构件组装
□作业文件
其他□□作业人员
□设备能力□制程检验标准□产品标准□其他
□修模首件□转产首件□生产参数改正
检查方式检查结果描述判断游标卡尺
目视 /显微镜
目视 /显微镜
目视
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视
目视
目视
综合判
□合格(开始量产);
定□不合格□重新调整工艺和设备□停止生产,开《产质量量异常报告办理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“ OK ”表示,不合格用“ NG ”表示)
生产现场确认:签字:
.。
产品首件检验记录
产品首件检验记录日期:YYYY年MM月DD日产品名称:XXX产品型号:XXX首件编号:XXX生产批次:XXX一、产品信息1.产品外观检查-外包装:XXX-产品外观:XXX-印刷标识:XXX-尺寸规格:XXX2.产品功能性检查-功能一:XXX是否正常工作-功能二:XXX是否正常工作-功能三:XXX是否正常工作二、检验方法1.外观检查-按照产品外观标准进行检查,包括颜色、形状、印刷标识等方面。
2.功能性检查-根据产品的设计要求和规格,通过相应的测试设备进行检验,确保产品的各项功能符合要求。
三、检验结果1.外观检查产品外观在颜色、形状、印刷标识等方面均符合产品外观标准要求。
2.功能性检查-功能一:经过测试,功能一正常工作,符合设计要求。
-功能二:经过测试,功能二正常工作,符合设计要求。
-功能三:经过测试,功能三正常工作,符合设计要求。
四、检验结论经过首件检验,本产品外观和功能均符合设计要求和产品标准。
首件合格,可以进行正常生产。
五、检验人员检验员:XXX审核人:XXX六、备注1.首件检验是对新产品的第一次大规模生产,检验合格后方可进行后续生产。
首件检验的合格标准为产品外观和功能均符合设计要求和产品标准。
2.检验过程中需注意操作规范,确保检验结果的准确性和可靠性。
3.如发现不合格项,应对产品进行调整或修复,并重新进行首件检验,直至符合标准要求为止。
以上是产品首件检验记录,详细记录了产品的外观检查和功能性检查结果,以及检验结论和相关人员信息。
首件检验是确保产品质量的重要环节,通过严格的检验程序和标准,确保产品的外观和功能符合要求。