刀片材质分类
刀片分类及功能

常用于制作刀片的五类材质作者:admin发布时间:2012-11-15 17:03:13点击次数:595常用于制作刀片的五类材质一、高速钢高速钢是一种加人了较多的钨、铬、钒、相等合金元素的高合金工具钢,有良好的综合性能。
其强度和韧性是现有圆刀片材料中最高的。
高速钢的制造工艺简单,容易刃磨成锋利的切削刃;锻造、热处理变形小,目前在复杂的刀片,如麻花钻、丝锥、拉刀、齿轮刀片和成形刀片制造中,仍占有主要地位。
高速钢可分为普通高速钢和高性能高速钢。
普通高速钢,如W18Cr4V广泛用于制造各种复杂刀片。
其切削速度一般不太高,切削普通钢料时为40-60m/min。
高性能高速钢,如W12Cr4V4Mo是在普通高速钢中再增加一些含碳量、含钒量及添加钴、铝等元素冶炼而成的。
它的耐用度为普通高速钢的1.5-3倍。
粉末冶金高速钢是70年代投入市场的一种高速钢,其强度与韧性分别提高30%-40%和80%-90%.耐用度可提高2-3倍。
目前我国尚处于试验研究阶段,生产和使用尚少。
二、硬质合金按GB2075—87(参照采用ISO标准)可分为P、M、K三类,P类硬质合金主要用于加工长切屑的黑色金属,用蓝色作标志;M类主要用于加工黑色金属和有色金属,用黄色作标志,又称通用硬质合金,K类主要用于加工短切屑的黑色金属、有色金属和非金属材料,用红色作标志。
P、M、K(后面的阿拉伯数字表示其性能和加工时承受载荷的情况或加工条件。
数字愈小,硬度愈高,韧性愈差。
P类相当于我国原钨钛钴类,主要成分为WC+TiC+Co,代号为YT。
K类相当于我国原钨钴类,主要成分为WC+Co,代号为YG。
M类相当于我国原钨钛钽钴类通用合金,主要成分为WC+TiC+TaC(NbC)+Co,代号为YW。
三、涂层刀片简述涂层刀片是近20年出现的一种新型刀片材料,是刀片发展中的一项重要突破,是解决刀片材料中硬度、耐磨与强度、韧性之间矛盾的一个有效措施。
涂层刀片是在一些韧性较好的硬质合金或高速钢刀片基体上,涂覆一层耐磨性高的难熔化金属化合物而获得的。
各种刀片用途及钢料

各种刀片用途及钢料刀片是一种常见的切割工具,广泛应用于不同领域,包括日常生活中的厨房刀具、手术刀、行业中的工艺刀具和工业切割工具等。
不同的刀片使用不同的钢材制成,以满足各种不同的应用需求。
以下是几种常见的刀片和它们的用途以及使用的钢料。
1.厨房刀片厨房刀片用于食物的切割和加工,一般分为切菜刀、剁刀、刨刀、水果刀等。
这些刀片通常使用不锈钢制成,因为它具有耐腐蚀性能,不会对食物产生有害物质。
常用的不锈钢材料有420不锈钢、440不锈钢等。
2.医疗手术刀片手术刀片用于医疗领域的手术操作,要求具有尖锐度和消毒性能。
医疗手术刀片一般使用高碳不锈钢材料制成,如17-4PH不锈钢或440C不锈钢。
这些钢材具有高硬度和耐腐蚀性能,适合进行手术操作。
3.工艺刀具工艺刀具广泛应用于手工艺品制作、纸艺、编织、剪纸等领域。
常见的工艺刀具包括割刀、雕刻刀、裁缝剪等。
这些刀片通常使用高碳钢或合金钢制成,提供良好的切削性能和耐磨性。
4.工业切割工具工业切割工具用于工业生产中的金属切削和加工,包括圆锯片、金属刀片、铣刀等。
这些刀片通常使用硬质合金制成,如钨钛合金、维氏硬质合金等。
这些合金钢具有高硬度和耐磨性,可以进行高速切削和长时间使用。
除了上述常见的刀片和钢材,还有一些特殊应用的刀片和钢材。
例如:5.石材切割刀片石材切割刀片用于石材的切割和加工,常见的刀片有连续刀片和分割刀片。
这些刀片通常使用硬质合金制成,以应对石材高硬度和高磨损的特点。
6.纸张切割刀片纸张切割刀片用于印刷和纸加工领域,要求刀片锋利度高且不易磨损。
这些刀片通常使用高速钢制成,因为高速钢具有高硬度和热稳定性。
总体而言,不同的刀片具有不同的用途和要求,因此需要使用不同材料制作以满足需求。
选择适当的刀片和合适的钢材对于切削质量和使用寿命都非常重要。
常用刀具材料分类特点及应用

常用刀具材料分类特点及应用刀具是人类使用最早的工具之一,几千年来刀具的材料不断进步和发展。
根据刀具材料的不同特点和用途,可以将常用刀具材料进行分类。
一、金属刀具材料1.碳钢碳钢是最早被使用的刀具材料之一,由铁和碳组成。
碳钢具有优异的切削性能和耐磨性,适用于加工低硬度的材料。
缺点是耐腐蚀性较差,容易生锈。
应用:常用于制作农具、切削工具等。
2.高速钢高速钢是以碳钢为基础,添加了大量的钼、钴、钛等元素的合金刀具材料。
高速钢具有优异的切削性能和热稳定性,能够在高温条件下保持较好的硬度和切削性能。
应用:广泛应用于金属切削、冲压、铸造等工艺中。
3.高碳高铬不锈钢高碳高铬不锈钢具有优异的耐磨性和耐腐蚀性,适用于加工较硬的材料,同时还具有不锈、耐高温等优点。
应用:常用于模具制造、医疗器械等领域。
4.硬质合金硬质合金是一种由金属碳化物、金属结合相和金属氧化物等组成的刀具材料。
硬质合金具有极高的硬度和耐磨性,能够在高速切削和重切削条件下保持较好的切削性能。
然而,硬质合金的脆性较大,容易断裂。
应用:广泛应用于模具制造、车削刀具、铣削刀具等领域。
二、非金属刀具材料1.陶瓷陶瓷刀具由氧化锆、碳化硅等陶瓷材料制成。
陶瓷刀具具有极高的硬度和耐磨性,能够在高温、高速等恶劣条件下保持较好的切削性能。
然而,陶瓷刀具的韧性较差,容易断裂。
应用:广泛应用于切割纸张、塑料、蔬菜水果等食品处理领域。
2.人造金刚石人造金刚石是由高温高压合成的人工刀具材料。
人造金刚石具有极高的硬度和耐磨性,能够在高温、高压等恶劣条件下保持较好的切削性能。
然而,人造金刚石的碳溶解性较低,容易在高温下发生碳化,使刀具表面粗糙。
应用:广泛应用于宝石加工、玻璃切割等领域。
3.陶瓷涂层陶瓷涂层是一种将陶瓷材料均匀涂覆在金属刀具表面的一种技术。
陶瓷涂层可以提高金属刀具的硬度和耐磨性,使刀具具有较好的切削性能和耐腐蚀性。
应用:广泛应用于汽车零部件加工、航空航天等领域。
以上是常用刀具材料的分类、特点及应用。
加工刀片知识点归纳总结

加工刀片知识点归纳总结一、刀片材料1.高速钢刀片:高速钢刀片是一种用途广泛的工具钢,具有良好的耐磨性和热硬性。
适用于一般的加工工艺,例如车削、铣削、切削、钻削等。
2.硬质合金刀片:硬质合金刀片由金属钨和碳化钴等合金粉末通过粉末冶金工艺制成。
硬质合金刀片具有极高的硬度和耐磨性,适用于高速切削、重切削和精密切削等高难度加工。
3.陶瓷刀片:陶瓷刀片由氧化锆、氧化铝、碳化硅等陶瓷材料制成,具有超高硬度和优异的耐磨性,适用于高速、高温、高硬度材料的切削加工。
4.金刚石刀片:金刚石刀片具有极高的硬度和热导性,适用于加工硬脆材料,如石英、玻璃、陶瓷等。
5.立铁镍基刀片:立铁镍基刀片由立铁和镍基合金制成,具有出色的耐高温性和耐腐蚀性,适用于加工高温合金、高硬度耐热合金等材料。
6.多晶金刚石刀片:多晶金刚石刀片具有高硬度、高导热性和耐磨性,适用于高速加工铝、铜、塑料等材料。
二、刀片几何形状1.刀片角度:刀片的切削角度对于切削作用影响非常大,一般包括前角、后角、刃后角、主偏角、副偏角等。
2.刀片形状:刀片的形状影响着切削表面的质量和加工效率,主要包括平面刀片、圆弧刀片、斜面刀片、倒角刀片等。
3.刀片刃形:刀片的刃形决定了切屑的形态和加工结果,一般包括主刃、侧刃、前角、后角等。
4.刀片刃尖:刀片的刃尖质量和形状对于切削作用非常重要,在切削过程中直接接触工件,直接影响加工表面的质量。
5.刀片刃长:刀片的刃长影响着切削的稳定性和切削力的分布,一般包括刃长、刃宽、刃厚等参数。
三、刀片的热处理1.淬火:通过加热至临界温度后迅速冷却,使刀片的结构发生相变并获得高硬度。
2.回火:通过加热至一定温度后冷却,调整刀片的组织结构,提高韧性和耐磨性。
3.脱碳:在高温条件下,使刀片表面碳元素被氧化剥离,降低表面硬度和增加表面韧性。
4.氮化:在刀片表面渗氮处理,提高刀片的硬度和耐磨性。
5.表面涂层:在刀片表面涂覆涂层,用于降低刀片摩擦、提高耐磨性和延长刀片使用寿命。
什么材料做刀最好
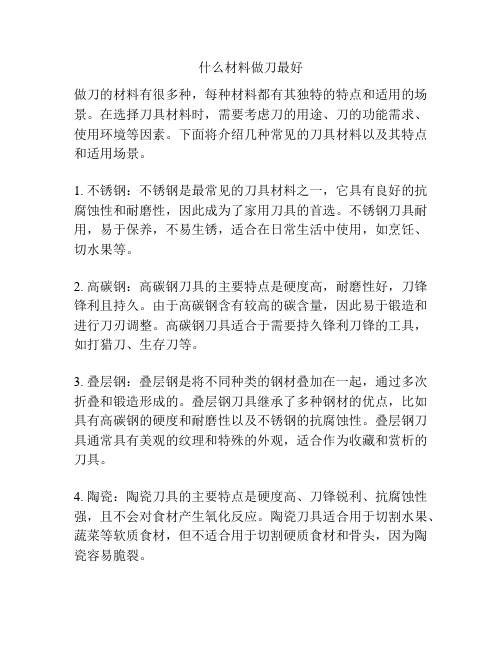
什么材料做刀最好做刀的材料有很多种,每种材料都有其独特的特点和适用的场景。
在选择刀具材料时,需要考虑刀的用途、刀的功能需求、使用环境等因素。
下面将介绍几种常见的刀具材料以及其特点和适用场景。
1. 不锈钢:不锈钢是最常见的刀具材料之一,它具有良好的抗腐蚀性和耐磨性,因此成为了家用刀具的首选。
不锈钢刀具耐用,易于保养,不易生锈,适合在日常生活中使用,如烹饪、切水果等。
2. 高碳钢:高碳钢刀具的主要特点是硬度高,耐磨性好,刀锋锋利且持久。
由于高碳钢含有较高的碳含量,因此易于锻造和进行刀刃调整。
高碳钢刀具适合于需要持久锋利刀锋的工具,如打猎刀、生存刀等。
3. 叠层钢:叠层钢是将不同种类的钢材叠加在一起,通过多次折叠和锻造形成的。
叠层钢刀具继承了多种钢材的优点,比如具有高碳钢的硬度和耐磨性以及不锈钢的抗腐蚀性。
叠层钢刀具通常具有美观的纹理和特殊的外观,适合作为收藏和赏析的刀具。
4. 陶瓷:陶瓷刀具的主要特点是硬度高、刀锋锐利、抗腐蚀性强,且不会对食材产生氧化反应。
陶瓷刀具适合用于切割水果、蔬菜等软质食材,但不适合用于切割硬质食材和骨头,因为陶瓷容易脆裂。
5. 钛合金:钛合金是一种轻质且高强度的材料,具有非常高的耐腐蚀性和耐磨性。
钛合金刀具具有良好的刀锋保持性和抗刮伤性能,适合用于户外野营、登山等活动中。
6. 金属陶瓷复合材料:金属陶瓷复合材料是将金属和陶瓷两种材料结合而成的复合材料,具有金属的韧性和陶瓷的硬度。
金属陶瓷复合材料刀具具有优异的切割性能和抗腐蚀性能,适合用于外科手术刀具和工业刀具等领域。
总而言之,没有一种材料可以适用于所有的刀具,选择合适的刀具材料要根据实际需求和使用环境来决定。
以上介绍的几种常见的刀具材料只是其中的一部分,读者可以根据自己的需求来选择适合自己的刀具材料。
刀片材质 刀片材质总结

CA5525
CA5535
CA5025
CR7015
CR7025
CR9025
PR915
PR930
PR630
PR660
CA6015 CR7015
CR9025
PR915
PR930
PR630
PR660
CA4010 CA4115 CA4120
CR7015
KA30 A65 A66N KS500 KS6000
硬质合金 CBN
总
TN30
TN30
结
TN系列
TN60
TN60
TN60
TN90
TN90
TC系列 瓷
金 超微颗粒瓷金
TC40
TC60
TN6020
TC60 TN6020
TC40
PV7020
PV7020
PV系列
PV30 PV60
PV60
PV30
PV90
PV90
CA系列
涂
பைடு நூலகம்
层
硬
质 合
CR系列
金
PR系列
陶瓷
CA5505
CA5515
KW10 KBN65B
KBN900
被加工材料
切削范围
精加工
JIS(日本工业规格)分类 N01
涂质 CA系列
层合 CR系列 硬金
PR系列
陶瓷
硬质合金
非铁材料 (铝/非铁金属)
N10
N20
KW10
CBN
金刚石
KPD001 KPD025 KPD010
KPD002
粗加工 精加工
N30
S01
难于加工材料 (钛合金/镍合金)
刀具材质分为五大类,你知道几类?
刀具材质分为五大类,你知道几类?
1、日立的安莱钢系列,安来钢各种钢材硬度相当。
但特征不同,如白纸系列适合用来制造厨具用刀、小刀、剃须刀、等产品,黄纸多被用于制造剪刀。
锯子、农具等,青纸系是含钨的高级钢材,主要应用于优质刀具,如猎熊刀、溪流刀、野外求生刀等。
安来钢的硬度在60HRC以上。
2、Molybdenum Vanadium(钼钒钢)为一般刀具常见的材质,不易生锈,钼(Mo)在化学碳化系中拥有增强钢性及增进切割能力的优点,此外搭配上拥有防损耗及耐久性特点的钒(V),是家庭用刀具最适合的材质。
拓牌海鸥系列菜刀
3、SK钢内含较多磷(P)、硫(S)等杂质的钢材淬火回火后有较高硬度和耐磨性,但热硬性低、淬透性差、易变形、塑性及强度较低。
用作需要具有较高硬度和耐磨性的各种工具。
4、武生特殊钢材-V金(以VG-10为代表),是「V金」系钢材之最优级别。
含碳量约1%, 含钼1.2%及钴1.5%, 经热处理後可达HRc60之硬度。
VG-10加工性优,韧性及耐蚀性皆强,多被应用于日制之优质刀具。
刀具钢材中具耐蚀性、锐利度、易于研磨、保养容易且不易锈蚀等全方位的高级钢材。
5、和铁早期使用软铁,以传统方式制成的金属材料。
是一种用日本传统制铁法做出来的钢铁,这种铁的特点是碳素低、较为柔软、易于锻造。
日本传统的木匠、工艺人等专职工作者皆习惯使用此种材质制成的道具。
刀片材质分类
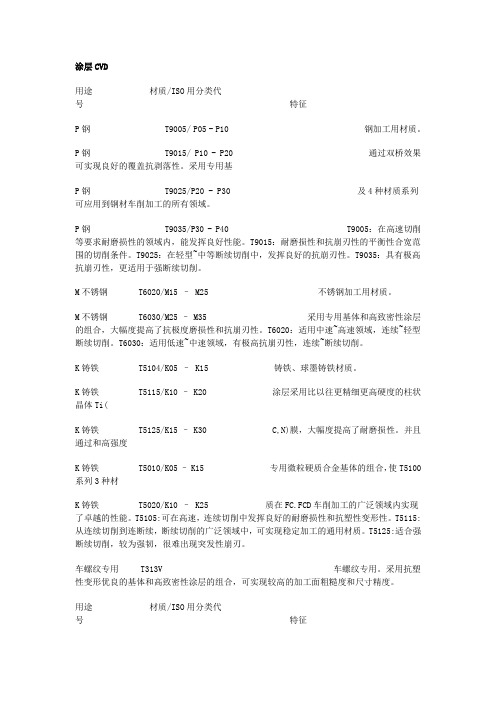
涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 –K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在FC.FCD车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀片材质分类Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998涂层CVD用途材质/ISO用分类代号特征P钢 T9005/ P05 - P10 钢加工用材质。
P钢 T9015/ P10 - P20 通过双桥效果可实现良好的覆盖抗剥落性。
采用专用基P钢 T9025/P20 - P30 及4种材质系列可应用到钢材车削加工的所有领域。
P钢 T9035/P30 - P40 T9005:在高速切削等要求耐磨损性的领域内,能发挥良好性能。
T9015:耐磨损性和抗崩刃性的平衡性合宽范围的切削条件。
T9025:在轻型~中等断续切削中,发挥良好的抗崩刃性。
T9035:具有极高抗崩刃性,更适用于强断续切削。
M不锈钢 T6020/M15 – M25 不锈钢加工用材质。
M不锈钢 T6030/M25 – M35 采用专用基体和高致密性涂层的组合,大幅度提高了抗极度磨损性和抗崩刃性。
T6020:适用中速~高速领域,连续~轻型断续切削。
T6030:适用低速~中速领域,有极高抗崩刃性,连续~断续切削。
K铸铁 T5104/K05 – K15 铸铁、球墨铸铁材质。
K铸铁 T5115/K10 – K20 涂层采用比以往更精细更高硬度的柱状晶体Ti(K铸铁 T5125/K15 – K30 C,N)膜,大幅度提高了耐磨损性。
并且通过和高强度K铸铁 T5010/K05 – K15 专用微粒硬质合金基体的组合,使T5100系列3种材K铸铁 T5020/K10 – K25 质在车削加工的广泛领域内实现了卓越的性能。
T5105:可在高速,连续切削中发挥良好的耐磨损性和抗塑性变形性。
T5115:从连续切削到连断续,断续切削的广泛领域中,可实现稳定加工的通用材质。
T5125:适合强断续切削,较为强韧,很难出现突发性崩刃。
车螺纹专用 T313V 车螺纹专用。
采用抗塑性变形优良的基体和高致密性涂层的组合,可实现较高的加工面粗糙度和尺寸精度。
用途材质/ISO用分类代号特征P钢 T3030/P20 – P40 钢,不锈钢加工用材质。
通过双桥效果可实现良好的覆膜抗剥落性。
耐磨性和抗崩刃性均优良的通用铣削加工材质。
M不锈钢 T3030/M20 – M40 钢,不锈钢加工用材质。
通过双桥效果可实现良好的覆膜抗剥落性。
耐磨性和抗崩刃性均优良的通用铣削加工材质。
K铸铁 T1015/K10 – K30 铸铁,球墨铸铁加工用材质。
使用韧性,抗热裂性及抗塑性变形性能优良的专用基体,涂层致密结合强度高。
物理涂层PVD用途材质/ISO用分类代号特征P钢 AH120/P30-P40 适应大多数被加工材料的通用材质(钢、铸铁不锈钢、耐热合金)。
实现卓越的平衡性能。
AH330/P25-P35 钢用材料。
耐磨损性能优良。
AH710/P10-P20 用于切槽等精密加工时使用寿命长。
在超微细粒硬质合金上进行专用PVD涂层可大幅度提高耐磨损性能。
AH740/P25-P35 钢用材质抗崩刃性能优良。
GH730/P20-P30 在具有高抗弯强度的超细微粒硬质合金基体上,采用耐磨损性能优良的优质涂层的PVD涂层材质。
在小型零件加工、切断、切槽等底速领域内具有超群稳定性,使用寿命长。
GH330/M25-M35 钢、不锈钢用材质。
耐磨损性及抗崩性能好。
M不锈钢 AH120/M35 – M40 适应大多数被加工材料的通用材质。
切削不锈钢时,适用于连续~中断续切削。
AH140/P25 – P35 不锈钢用材质。
适用于铣削加工(低速区)GH730/M15 – M25 在具有高抗弯强度的超微粒硬质合金基体上,采用耐磨性能优良的优质涂层的PVD涂层材质。
在小型零件加工、切断,切槽等低速领域内具有超群稳定性,使用寿命长。
GH330/M15 – M25 钢、不锈钢用材质。
在切削不锈钢时,适用于连续~中断续切削(高速区)K铸铁 AH110/K05 – K15 铸铁,耐热合金用材质。
切削铸铁时,适用于连续~中断续切削(高速区)AH120/K15 – K25 适用大多数被加工材料的适用材质。
用于铸铁切削的通用材质。
适应的切削条件范围。
GH110/K05 – K15 铸铁,非铁金属用材质。
耐磨损性能优良。
N废铁金属GH110/N05-N15 铸铁,非铁金属用材质。
耐磨损性能优良。
S 难加工材料 AH110/S05-S15 铸铁,耐热合金用材质。
抗塑性变形性能特别优良。
AH120/S15-S25 适用大多数被加工材料的适用材质。
抗塑性变形性、抗崩刃性的平衡性优良。
小型车床用 J740 小型车床用材质。
使用涂有专用PVD涂层的超细微粒硬质合金基体。
涂层金属陶瓷用途材质特征P钢 GT720 钢、铸铁的耐磨损性材质。
在钢、铸铁的高速精加工中,实际耐磨损性效果最佳。
GT730 钢用首推材质。
可适用于广泛的速度领域。
加工精度、耐磨损性的平衡性优良。
GT530 钢的精切削~半精切削用PVD材质。
不仅不会降低基本强度,而且可提高耐磨性能。
AT530 钢的精切削~半精切削用PVD材质。
使用耐磨损性和韧性优良的金属陶瓷基本和耐热性优良涂层的组合。
K铸铁 GT720 钢、铸铁的耐磨损性材质。
在钢、铸铁的高速加工中,实际耐磨损性最佳。
GT520 钢、铸铁的高速、精切削用PVD材质。
不仅不降低基本强度,并可提高耐磨性能。
小型车床用 J530 小型车床用材质。
使用涂有专用PVD涂层的金属陶瓷基体。
无涂层用途材质特征P钢 NS730 钢用抗崩刃性材质。
抗热崩刀、机械性崩刃性能优良。
性价比卓越。
NS740 铣削加工用高韧性材质。
耐磨性和抗热龟裂性更佳的高可靠性材质。
NS520 钢、铸铁的高速、高效加工用材质。
由于硬质粒子的粗化和采用新烧结方法,故耐磨性和抗崩韧性优良。
NS530 钢、铸铁用通用材质。
是耐磨损性和韧性兼备的材质。
NS540 铣削加工用材质。
抗热龟裂性能优良,是耐磨性和韧性兼备的材质。
K铸铁 NS520 钢、铸铁的高速、高效加工用材质。
由于硬质粒子的粗化和采用新烧结方法,故耐磨性和抗崩韧性优良。
NS530 钢、铸铁用通用材质。
是耐磨损性和韧性兼备的材质。
超高压烧结体CBN烧结体。
T-CBN用途材质特征K铸铁 BXC90(BX90S)涂层T-CBN 全整体结构时,热传导性优良,能使用双面切削刃进行加工。
通过采用专用涂层也容易识别所用的刀刃。
BX930 铸铁。
球墨铸铁用材质。
BX950 高速断续铣削用材质。
使用C0合金粘结剂的CBN含量高的材质。
BX850 铸铁加工用材质。
抗冲击性优良的铸铁加工用通用材质。
S难加工材料 BX950 高速耐热合金用材质。
使用C0合金粘结剂的CBN含量高的材质。
BX450 铁系烧结金属加工用材质。
用特殊黏剂结合微粒CBN,故而是刃口保持性良好的材料。
BX480 铁系烧结金属加工用高硬度辊材加工用材质。
在实际刀具材料中CBN含量为世界第一*的材质。
该材质在T-CBN中硬度最高。
BX470 铁系烧结金属加工用材质。
在实际刀具材料中CBN含量为世界第一*的材质。
并且由于CBN微粒直径小,刃口保持性良好。
H高硬度材料 BXC30涂层T-CBN 高速连续加工用涂层材质。
用特殊黏剂结合微粒CBN,并进一步施加平滑专用涂层材质。
BXC50涂层T-CBN 高速连续、断续加工用涂层材质。
用特殊黏剂结合微粒CBN,并进一步施加专用涂层材质。
BX310 高速连续加工材质。
通过粗化CBN微粒,提高微粒间的结合力。
耐磨损性优良。
BX330 高精度加工表面用材质。
用特殊黏剂结合微粒CBN,故而是刃口保持性良好的材料。
BX360 通过连续、中等断续加工用材质。
结合微粒、中粒CBN,抗崩刃性优良的通用材质。
BX380 强断续加工用材质。
粗粒CBN含量高,抗崩刃性优良的材料。
超高压烧结体金刚石系T-DIA用途材质特征N非铁金属 DX120 重视精度加工表面用材质。
对是、需要高品位加工表面的非金属、非铁金属的精密切削良好,是该系列中组织最细的烧结体,其可研磨性和刃口保持性好。
DX140 非铁金属、非金属材料加工用通用材质。
是中粒和微粒金刚石的混合体。
兼备适度的耐磨损性和可研磨性能。
DX160 重视耐磨损性材质。
适用于陶瓷、硬质合金的半烧结体、石材、非铁金属建材的切削,是粗粒和微粒金刚石的混合烧结体,其被研磨性优于DX180。
DX180 重视耐磨损性材质。
适用于陶瓷、硬质合金等车削。
用于当DX160耐磨损性达不到要求时使用。
纯度高,属于粗粒金刚石烧结体,耐磨损性优良。
K铸铁 FX105/灰色铸铁切削用氮化硅系陶瓷。
和氧化铝系比较,强度及韧性高,抗崩刃性优良。
CX710/灰色铸铁高速切削用氮化硅系陶瓷。
与FX105相比,韧性、热传导率高。
LX21/黑色铸铁是连续车削用氧化铝系陶瓷。
在氧化铝中添加碳化钛,不降低耐磨损性,并且改善了韧性。
CXC73/金色铸铁切削用CVD涂层氮化硅系陶瓷。
高温下采用稳定的a型氧化铝厚膜涂层,耐磨损性优良,刀具寿命也大幅度提高。
S难加工材料 WG300/绿灰色硬质铸铁、耐热合金切削用氧化铝系陶瓷。
高强度、高韧性单晶纤维的强化陶瓷。
H高硬度材料 LX11/金色铁系高硬度材料连续车削用氧化铝系陶瓷。
将氧化铝和碳氮化钛的晶粒微细化而获得高强度、高韧性陶瓷。
WG300/绿灰色硬质铸铁、耐热合金切削用氧化铝系陶瓷。
高强度、高韧性单晶纤维的强化陶瓷。
硬质合金用途 ISO使用分类代号材质P钢 P10 TX10SP20 TX20P20 TX25P20 UX25P30 TX30P30 UX30P40 YX40M不锈钢 M10 TU10M20 TU20M20 UX25M30 UX30M40 TU40K铸铁 K05 TH03K10 TH10K10 G1FK20 G2FK20 G2K20 KS20K30 G3N非铁金属 N05 KS05FN10 TH10N10 H10TS难加工材料 S10 TH10S20 KS20H高硬度材料 H05 TH03H10 TH10超细微粒硬质合金微合金材质特征F 面向低速、小切深、小进给切削加工,适用于自动机床用车刀等刀具。
是硬度最高、耐磨损性和刃口保持性优良的合金。
M 用于低速、小~中切深、小~中晶进给量的切削加工。
是往F中增加适度韧性的合金。
EM10 用于立铣刀、铣刀。
是抗刀尖微粒小崩刃性能优良的合金。
UM 能承受一定程度的冲击,用于铣削加工。
是韧性最高,抗冲击性能优良的合金。