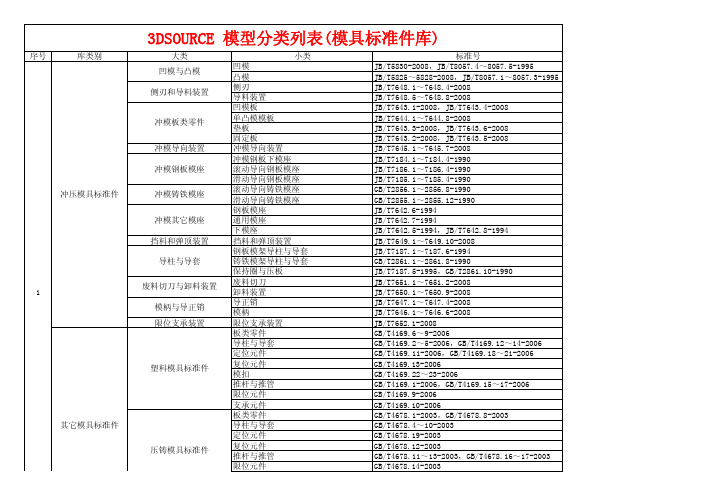
冲压模具库位明细表
模具行业标准件库

标准号 JB/T5830-2008,JB/T8057.4~8057.5-1995 JB/T5825~5828-2008,JB/T8057.1~8057.3-1995 JB/T7648.1~7648.4-2008 JB/T7648.5~7648.8-2008 JB/T7643.1-2008,JB/T7643.4-2008 JB/T7644.1~7644.8-2008 JB/T7643.3-2008,JB/T7643.6-2008 JB/T7643.2-2008,JB/T7643.5-2008 JB/T7645.1~7645.7-2008 JB/T7184.1~7184.4-1990 JB/T7186.1~7186.4-1990 JB/T7185.1~7185.4-1990 GB/T2856.1~2856.8-1990 GB/T2855.1~2855.12-1990 JB/T7642.6-1994 JB/T7642.7-1994 JB/T7642.5-1994,JB/T7642.8-1994 JB/T7649.1~7649.10-2008 JB/T7187.1~7187.6-1994 GB/T2861.1~2861.8-1990 JB/T7187.5-1995,GB/T2861.10-1990 JB/T7651.1~7651.2-2008 JB/T7650.1~7650.9-2008 JB/T7647.1~7647.4-2008 JB/T7646.1~7646.6-2008 JB/T7652.1-2008 GB/T4169.6~9-2006 GB/T4169.2~5-2006,GB/T4169.12~14-2006 GB/T4169.11-2006,GB/T4169.18~21-2006 GB/T4169.13-2006 GB/T4169.22~23-2006 GB/T4169.1-2006,GB/T4169.15~17-2006 GB/T4169.9-2006 GB/T4169.10-2006 GB/T4678.1-2003,GB/T4678.8-2003 GB/T4678.4~10-2003 GB/T4678.19-2003 GB/T4678.12-2003 GB/T4678.11~13-2003,GB/T4678.16~17-2003 GB/T4678.14-2003
(整理)冲压图纸
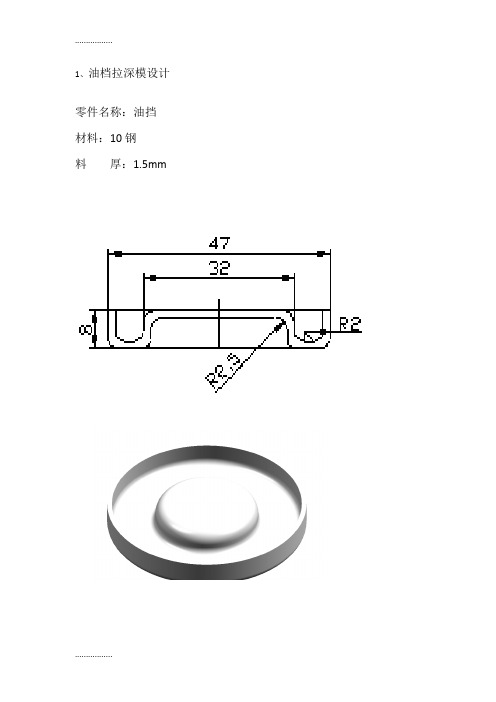
1、油档拉深模设计零件名称:油挡
材料:10钢
料厚:1.5mm
2、撬板冲压工艺及模具设计零件简图如图所示
生产批量:大批量
材料:Q235
材料厚度:4mm
精度等级:IT14级
3、推力滚子轴承外罩冲压模具设计
推力滚子轴承外罩的材料:08或10钢,年产量:6万件。
4、金属盖落料拉深工艺与模具设计
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
厚度:1mm
5、弹簧片五金冲压模设计零件名称:弹簧片
材料:QSn6.5-0.1y
厚度:0.5mm
6、接线片五金模设计
名称:接线片 材料:
7、前灯反光碗拉伸模设计零件名称:前灯反光碗
材料:紫铜
料厚:0.5mm
8、盖复合模设计
零件名称:端盖材料:10钢
料厚:0.5mm。
冲压模具检查记录表范例

3 预备品的冲头数量?
全
1 模具重量及尺寸合理吗?
2 快速定位加工安装尺寸良好吗?
3 气压接头座安装在F面右边良好吗?
K. 4 压力中心的标识良好吗? 型 5 模具定位键槽加工尺寸良好吗?
生 6 模具锁付用U型槽位置、宽高良好吗?
产 准
7 模具闭合高度合理吗?
备 8 行程止块位置与高度良好吗?
方 9 闭模钮L、R记号良好吗? 式 10 下型板件合模接触良好吗?
12 活塞顶杆承压面有否压凹或污物?
13 打料杆位置及强度是否合理?
1 E. 2 导 向3
4
导板导柱的润滑油槽良好吗? 导板导柱的导入部R角良好吗?
导向装置排气槽有无阻塞? 导柱导套的组立良好吗?
F. 1 凸轮的回复动作良好吗?
凸 2 从动凸轮的超出量良好吗?
轮 、
3 凸轮插刀面接触面良好吗?
斜 4 凸轮组立精度良好吗?0.03/1m
凌云冲压模具检查表
静态检查项目 动态检查项目
承制厂商
课长
组长 设计
检查者
车型年 生产线
件号
件 名
工程号/工 程名
模具尺寸
模具重量
区项 分次
检查项目
状自检会 区项 态检查检 分次
检查项目
状 自 检会 区项 态 检 查检 分次
检查项目
状自检会 态检查检
说明
记自检会 号检查检
A. 1 指定涂装及标识位置、内容完整正确 表 2 顶杆位置示意图有否? 面
11 顶料机构形状、动作、装配良好吗?
1 破裂、裂痕
2 皱纹、波浪
L. 3 咬伤、压伤 制 4 毛边、翻边 件 品 5 折边、整形面不平 质 6 制件棱线清晰度
冲压模具结构最清晰讲解图文原创

3真空热处理+深冷处理 增加硬度,同时防锈。 最后消除残留应力。
4大水磨
5线割
〔粗〕磨掉热处理引起慢走丝加工通孔。
的变形量,确保平整度。
6精磨 用45°斜砂轮研 磨各个位置倒角。
7刻字 在模板上做标志 便于区分。客户 付费模具最好带
更多请点击
--排样及估价
冲模工站排样图例如
1裁边/冲孔2冲孔
4下料5下料7倒角 9下料 11折弯 13折弯14下料
引导针带动。数量越多那么精度越高。
材质: SLD,硬度HRC58~62 。
加工顺序= 锯床
铣床
粗磨
线割〔慢〕
大水磨 精磨
真空热处理 深冷处理
--模板简介
下模板+下垫板
下模板,1.放置导料板+凹模镶件+内导 套+浮料块,并保证位置的准确性;2. 承受冲剪时的旁侧力。
定位销,将下模板和下垫板连接,保证 准确性。
准确性;2.当模具下行,脱料板生先成预坯压料冲压铣材孔料和;槽 外表平整加工
增加硬度与防锈
冲子冲剪完成后外,表借粗由平卸整料弹快簧走提丝供加的工力孔将冲确子保平整 折与弯冲镶压件材,料尾别部离紧。靠脱料垫板,合模时与料带接 触从而成型。
压卸料镶件,尾部紧靠脱料垫板,包裹下料冲子,
预引压导和针卸,料冲。 裁形成延边料的定位孔,料带行进靠
--模具构造概览
冲压模具构造
上模 下模
限高柱
外导套
定位销
内导柱
内导套
1
滚珠套 外导柱
2 3
4
引导针
冲子
5
冲压板料 刀口
6 7
定位销 8
--模具构造概览
模具行业标准件库.pdf
标准号 JB/T5830-2008,JB/T8057.4~8057.5-1995 JB/T5825~5828-2008,JB/T8057.1~8057.3-1995 JB/T7648.1~7648.4-2008 JB/T7648.5~7648.8-2008 JB/T7643.1-2008,JB/T7643.4-2008 JB/T7644.1~7644.8-2008 JB/T7643.3-2008,JB/T7643.6-2008 JB/T7643.2-2008,JB/T7643.5-2008 JB/T7645.1~7645.7-2008 JB/T7184.1~7184.4-1990 JB/T7186.1~7186.4-1990 JB/T7185.1~7185.4-1990 GB/T2856.1~2856.8-1990 GB/T2855.1~2855.12-1990 JB/T7642.6-1994 JB/T7642.7-1994 JB/T7642.5-1994,JB/T7642.8-1994 JB/T7649.1~7649.10-2008 JB/T7187.1~7187.6-1994 GB/T2861.1~2861.8-1990 JB/T7187.5-1995,GB/T2861.10-1990 JB/T7651.1~7651.2-2008 JB/T7650.1~7650.9-2008 JB/T7647.1~7647.4-2008 JB/T7646.1~7646.6-2008 JB/T7652.1-2008 GB/T4169.6~9-2006 GB/T4169.2~5-2006,GB/T4169.12~14-2006 GB/T4169.11-2006,GB/T4169.18~21-2006 GB/T4169.13-2006 GB/T4169.22~23-2006 GB/T4169.1-2006,GB/T4169.15~17-2006 GB/T4169.9-2006 GB/T4169.10-2006 GB/T4678.1-2003,GB/T4678.8-2003 GB/T4678.4~10-2003 GB/T4678.19-2003 GB/T4678.12-2003 GB/T4678.11~13-2003,GB/T4678.16~17-2003 GB/T4678.14-2003
冲压模具检查表

10 凹模镶块及废料刀的空刀部分与铸件安装面平齐 11 保证刃口的切入量(有效刃口高度≥8mm)空刀1-2mm 12 压料板、顶出器与凹模镶块间隙<0.5mm,没有油污和刮痕 淬火后模具刃口部位硬度符合图纸要求,不允许有软点、烧伤及 13 裂纹 14 异形凹模及带形状处凹模应有防转装置,并符合图纸要求 15 镶块与窝座、止退键之间不能有间隙 16 凸模的废料刀刃口高度应低于凸模刃口的高度≥4mm 17 凸模废料刀的宽度应符合图纸(冲压件宽+10mm) 18 相邻处的凹模刃口与废料刀刃口相接触的高度应低于t+4mm 19 反侧类模具,接触面深确保进入20mm后工作,接触面无间隙 1 2 3 斜锲的固定应符合图纸,检查定位销松紧及挡块的贴合情况 回程键和回程钩起始部位的圆角及安装应符合图纸 斜锲滑动面的间隙<0.03mm 斜锲弹簧应有预压缩,复位良好 滑动压板的间隙<0.03mm以下无摆动 暴露的斜锲弹簧或其它弹顶器,均应有安全护板 安 装 部 分
斜 锲
其 它
4 5 6
顶出器及活动部位须加装防护板 模块重量超过15公斤时应设起重孔,孔位确保起吊时模 3 块保持平衡 气缸与托料杆之间的连接部分要安全、牢固,运动时平 4 稳 5 平衡块安装面应设有加强筋 U形槽的厚度、宽度、个数、位置及托杆孔位置误差≤ 6 ±0.5mm 7 螺纹深度,应符合图纸和国标要求,同时满足强度要求 翻转孔、起重孔,孔径、孔距应符合图纸(应能满足强 8 度要求) 侧销应保证在3根以上,并应使限位板开口向下,锁板 9 厚度5.0mm,要求用2-M10螺钉紧固 10 在存放状态时,应确保导柱或导板的配合量≥40mm 1 气源固定装置及管接规格是否符合图纸 进气、出气管接头应用颜色来区分,进气红色,出气兰 色,软管应夹头固定不能悬空、缠绕及破裂 2 所有调整垫片的大小应合适,并固定在底板上 3 模具应清洗(模具无切屑、废料、油污、红丹粉等) 4 模具加工基准必须保留,并在底板上刻印出坐标值 铭牌的安装、底板铸字区标识(F标识、送料方向箭头 5 、图号、材料)及镶块的图号、材料与底板安装座对应 的件号 6 模具非工作部位倒角2X45° 模具所有部位须按规定色、涂色,涂色要求参照技术 7 协议
冲压模具验收记录(多工位版)
冲压模具验
收记录(多工位版)
➢静态验收检查项-后工序(拉延)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢静态验收检查项-后工序(切边冲孔、整形)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢动态验收检查项-(拉延)
➢动态验收检查项-后工序(切边、整形)
参数记录表:。
冲压模具 级进模具说明书

摘要需要图纸的请加:229826208近年来,随着我国国民经济的高速发展,模具工业生产中模具技术也得到了巨大进步,在现代工业生产中,模具以成为生产各种工业产品不可缺少的重要工艺设备。
本设计说明书主要目的是说明内支承件复合模的设计,包括设计过程中所必须的计算过程,方案分析及确定模具的选择等。
通过此说明书使设计的模具更加清楚明了。
在设计过程中综合运用了所学的理论知识和生产知识,分析并计算了冲压的各种工艺参数,培养了独立思考问题的能力,为以后的发展做了一次训练,这对我来说是非常有意义的。
在本次设计中,避免了以前的盲目性,在参考大量的资料的前提下,详细分析制件并考虑冲压工艺及模具的基本设计方法的同时,也考虑了加工的工艺性和经济性,但是,由于缺乏设计和加工的经验,在设计过程中难免会出现一些错误,望老师给予批评指导。
关键字:落料;冲孔;压型;折弯;AbstractIn recent years, with the rapid development of China's national economy, industrial production in the mold mold technology has been tremendous progress, in modern industrial production, die in the production of industrial products to become an indispensable and important process equipment.The main objective is to design brochures bearing note of the compound die design, including the design must be in the process of the calculation process, programme analysis and determine the choice of mold. Through this statement to the mold design more clear.Integrated in the design process by using the theory of knowledge production a nd knowledge, analysis and the calculation of the various process parameters stamping, and trained the capacity of independent thinking for the future development of a training, and this is my very meaningful.In this design, to avoid the previous blindness, in reference to a large number of information under the premise of a detailed analysis of parts and consider die stamping process and the basic design methodology, it has also taken into account the processing technology and economy, However, due to the lack of design and processing experience in the design process will inevitably be some mistakes, the teachers hope to criticism guidance.Keyword: Bearing in pieces; blanking;-empty; bending目录摘要 (I)ABSTRACT (II)1零件的工艺分析 (1)1.1公差 (2)1.2结构 (2)1.3材料 (2)2确定工艺方案 (3)2.1工艺方案的初步确定 (3)2.2工艺方案分析 (3)2.3工艺方案的确定 (3)3冲孔落料复合模工艺设计与计算 (4)3.1毛坯的尺寸计算................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具编 号
材料规格
CLT001
CLT001
CLT001
CLT002
CLT002
CLT003 CLT003 CY001 CY001 CY001 CY002 CY002 CY002 CY002 CY002 CY002 CY002 CY003-1 CY003-1 CY003-1 CY003-2 CY003-2 CY003-2 CY003-2 CY003-2 CY003-3 CY003-3 CY004 CY004 CY004 CY004 CY004 CY004 CY004 CY004 CY004 CY005 CY005 CY006 CY007 CY007 CY007 CY008 CY009 CY009 CY009
401-00000-070 SATA7+6P弹片
401-00000-080 SATA7P短弹片\威海泓淋专用
401-00000-120 SATA15P 90度刺破式弹片\YC专用
402-12011-010 HDMI\M长体上盖铜壳(素材)
402-12012-010 HDMI\M长体下盖铜壳(素材)
402-12011-030 HDMI铆线式外壳上盖
208-20220-000 SATA连续7P焊线式端子
208-20220-080 SATA连续7P焊线式\吃锡槽改短型
208-20220-140 SATA连续7P焊杯口端子
208-20220-260 SATA连续7P焊线式端子\无吃锡槽
208-20220-360 SATA连续7P焊线式端子\吃锡槽改短型
208-202134-050 SATA连续7P7C铆线式端子改短型
050\
SATA连续7P8C铆线式端子改短型
209-10110-000 SATA15P铆线式公端子/18#
209-10110-010 SATA15P铆线式公端子/22#
209-12012210-000 SATA15P焊线式公端子
021009\-20210- SATA15P铆线式\22AWG
210-10112-000 ESATA新八芯铆口公端
210-20210-000 ESATA八芯铆口母端子
210-20211-000 ESATA七芯铆口母端子
211-10210-020 大四PIN打端式母端子
401-00000-040 SATA15P弹片
401-00000-050 SATA15P 90度刺破式弹片
202-10108-000 ATA 0.14\8P接地片端子
202-10207-000 ATA 0.16\7P接地片端子
2021-1021082-000 ATA 0.16\8P接地片端子
000\
ATA端子0.14双夹持
0.200 0.200 0.200 0.090 0.200 0.200 0.200 0.200 0.210 0.600 0.600 0.220 0.220 0.200 0.200 0.200 0.400 0.100
210-10110-000 ESATA八芯铆口公端子
210-10111-000 ESATA七芯铆口公端子
210-10111-010 ESATA七芯铆口公端\长PIN改短型
0.169
0.090 0.110 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.100 0.100 0.200 0.200 0.200 0.200 0.200 0.126 0.200 0.075 0.144 0.075 0.100 0.150 0.095 0.200 0.075 0.075 0.100 0.100 0.200 0.200 0.400 0.400 0.200 0.200 0.150 0.200
208-20214-030 SATA7P端子\母\铆线式\间隔P8C\30AWG
208-20226-080 SATA7P 间隔PIN\吃锡槽改短
208-20214-030 SATA连续7P8C铆线式\30AWG
180\
SATA连续7P7C铆线式\符合协会规
208-20214-200 SATA连续7P7C铆线式\符合协会规
0.25*17/进
磷 0.25*17/进
磷 0.25*17/进
磷 0.25*17/进
磷 0.25*17/进
磷
0.3*17/进 0.3*17/进
0.25*20.5/
0.25*22.5/
0.25*20.5/ 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.25*17/磷 0.3*17/青 0.3*17/青 0.3*17/青 0.3*17/磷 0.3*17/磷 0.3*17/磷 0.3*17/磷 0.3*17/磷 0.3*17/磷 0.3*26/青 0.3*26/青 0.2*31.5/钢 0.3*54/青 0.3*54/青 0.3*54/青 0.2*25/钢
模具资料
物料编码
描述
标工 S
208-20220-110 SATA7P焊线式端子for LT
0.336
208-20220-120 SATA7P焊线式端子for LT
0.540
208-20220-130 SATA7P焊线式端子for LT
0.540
221-20223-010 SATA6P焊线式端子for LT
402-12012-130 HDMI铆线式外壳下盖
401-20000-090 HDMI铆线式中夹片
401-20000-100 HDMI焊线式中夹片
203-10101-000 IDC 0.14单夹持端子
203-10201-000 IDC 0.16单夹持端子
202-10107-000 ATA 0.14\7P端子\90度单边
20290-2021310-040 刺破式
020\
HDMI铆T线YP式E A9P9端P焊子线式公端子\焊盘
220-20110-030 PH1.5 HDMI TYPE A 9P焊线式公端子\焊线式
220-201120-040 PH1.25
020\
HDMI铆线式10P端子
0.100
0.100 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200
0.200
0.200
0.200
0.400 0.400
0.400
0.400
0.400
0.400
0.400 0.400 0.400 0.400 0.200 0.200 0.750 0.750 0.200 0.200 0.200 0.200 0.750
0.150
221-20223-020 SATA6P焊线式端子for LT
209-20220-020 SATA15P焊线式端子for LT
24091-20020200-050 SATA15P焊线式端子for LT
041001\-00000- SATA7P短弹片\环保
042001\-00000- SATA7P长弹片\环保
HDMI TYPE A 10P焊线式公端子\焊盘
220-20120-030 PH1.5
HDMI TYPE A 10P焊线式公端子\焊线式
220-20120-040 PH1.25
402-12012-030 HDMI铆线式外壳下盖
402-12012-080 HDMI铆线式外壳下盖
402-12012-120 HDMI铆线式外壳下盖
402-12011-090 HDMI铆线式外壳上盖
220-20110-010 HDMI 9P焊线式公端子
220-20120-010 HDMI 10P焊线式公端子
401-10000-060 HDMI焊线式中间片
402-12015-020 HSDAMTIA1短5P铜0壳.76刺破口母端子\90度刺破
209-10230-000 式 SATA15P 0.76刺破口母端子\90度刺破
221-20224-000 sata6p母端子\焊线式\间隔PIN 4杯口
221-20225-000 SATA6P母端子焊线式间隔PIN6杯口
SATA15P 0.84刺破口母端子\90度单边
209-20230-020 刺破式 SATA15P 0.6刺破口母端子\90度单边刺
209-20230-030 破式
221-10122-000 SATA6P公端子焊线式间隔P4焊盘
221-20211-000 SATA6P母端子铆线式间隔P6铆口
221-20212-000 7+6 6P端子(四铆口)
221-20221-000 SATA6P母端子焊线式间隔P6焊盘
221-20222-000 SATA6P母端子焊线式间隔P4焊盘
022009\-20220- SATA15P铆线式\反铆口
02009\-20220- SATA15P焊线式母端子
021009\-20220- SATA15P焊线式端子\特殊接点A
023009\-20220- SATA15P单PIN焊线式端子
040\
SATA15P焊杯口端子
209-10240-000 SATA15P 刺破口0.67端子
209-10230-010 弹SA片TA式15P 0.48刺破口母端子\90度刺破
209-10230-050 式
216-10110-050 PH2.5打端式公端子
208-20260-060 SATA小7P母端子\间隔PIN\DIP式