表面粗糙度的定义及表示参考
表面粗糙度主要术语及定义

表面粗糙度主要术语及定义
取样长度l ① 取样长度 (lr) ——用于判别被评定轮廓的不规则特征 用于判别被评定轮廓的不规则特征 轴方向上的长度。 的x轴方向上的长度。 轴方向上的长度
注意: 注意: 一般表面越粗糙,取样长度就越大 越大; a) 一般表面越粗糙,取样长度就越大; 取样长度不可太短或太长; 一般应包括5个或5 b) 取样长度不可太短或太长; 一般应包括5个或5个以上的峰
注意:表面粗糙度是在垂直 注意:表面粗糙度是在垂直 纹理方向上进行测量的。 纹理方向上进行测量的。
Z2 Z1
Zn
表面粗糙度主要术语及定义
轮廓算术平均中线——在一个取样长度 lr内划分实际轮廓 轮廓算术平均中线 在 内划分实际轮廓 面积相等的基准线 为上下两部分,且使上、下两部分的面积相等的基准线。 为上下两部分,且使上、下两部分的面积相等的基准线。 加工纹理方向——加工完后在零件表面上留下的痕迹方 ④ 加工纹理方向 加工完后在零件表面上留下的痕迹方 向。 ln lr
表面粗糙度主要术语及定义
表面粗糙度—加工表面所具有的较小间距和微小峰谷不平度。
S
s h
线的大体走向: 线的大体走向: 形状误差 宏观) (宏观) 波纹度:波距S和波高 和波高H均 波纹度:波距 和波高 均 较大 表面粗糙度: 表面粗糙度:具有微小的 微观) 波距 s 和波高 h (微观)
表面粗糙度主要术语及定义
(谷)点,具体取值参考表4-1。 具体取值参考表4
表面粗糙度主要术语及定义
用于判别被评定轮廓的x轴方向上的 ② 评定长度 ln(ln)——用于判别被评定轮廓的 轴方向上的 用于判别被评定轮廓的 长度,而规定的一段最小测量长度。 最小测量长度 长度,而规定的一段最小测量长度。它包括一个或几个取 样长度 。 中线——具有几何轮廓形状并划分轮廓的基准线 。 ③ 中线 具有几何轮廓形状并划分轮廓的基准线
表面粗糙度符号及数值说明

表面粗糙度符号及其标注说明粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。
粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差Ra取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
Ra是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表。
从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度Rz标注2.1代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2.2 标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。
2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。
并加注“其余”二字。
3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。
4)、代号中的数字方向应与尺寸数字的方向一致。
5)、符号的尖端必须从材料外指向表面。
标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面的粗糙度,应标注在表示分度圆的点画线上。
如果图形中的位置有限,粗糙度也可以引出标注或注在尺寸线的延长线上。
表面粗糙度国家标注

10/9/2019
a 上限或下限符号U或L b 滤波器类型“x”。标准滤波器是高斯滤波器(GB/T 18777)。
以前的标准滤波器是2RC滤波器。将来也可能对其他的滤波器 进行标准化。在转换期间,在图样上标注滤波器类型对某些公 司比较方便。滤波器类型可以标注为“高斯滤波器”或 “2RC"。滤波器名称并没有标准化,但这里所建议的标注名 称是明确的,无争议的。
和 GB/T18778.32006 定义) 。 其中轮廓参数是我国机械图样中目前最常用的,
轮廓算术平均偏差 Ra、轮廓最大高度 Rz 中的两 个高度为最多。粗糙度轮廓也称 R 轮廓。
10/9/2019
R轮廓(粗糙度参数)
(1)轮廓算术平均偏差Ra(幅度参数)
在取样长度内,被测实际轮廓上各点至轮 廓中线距离绝对值的平均值,即:
10/9/2019
10/9/2019
(3)轮廓单元的平均宽度RSm(间距 参数)
在一个取样长度范围内所有轮廓单元的宽度 Xsi的平均值。
1 m
R Sm m i1 Xsi
10/9/2019
10/9/2019
二、表面粗糙度(评定参数及数值)的选择
1 评定参数的选择:如无特殊要求,一般仅选 用幅度参数。推荐优先选用Ra值,因为Ra能 充分反映零件表面轮廓的特征。以下情况下例 外:
能、导电导热性能和胶合强度等也有着 不同程度的影响。
10/9/2019
有关检验规范的基本术语
1 取样长度和评定长度 取样长度——测量表面粗糙度轮廓时,测量限制的一
段足够短的长度,以限制或减弱波纹度、排除形状误 差对表面粗糙度轮廓测量的影响。(详见P134表5-1) 评定长度默认为 5 个取样长度, 否则应注明个数。 例如Rz0.4、Ra3 0.8、Rz1 3.2 分别表示评定长度 为 5 个( 默认) 、3个、1 个取样长度。
表面粗糙度符号及意义
员工教育培训中心
表面粗糙度符号写法及各符号意义
定义 表面粗糙度:零件经过机械加工后的表面会留下许多高低不平 的凸峰和凹谷,零件加工表面上具有的较小间距和峰谷所组成 的这种微观几何形特性;
项目 题目 符号 意义
表示表面可用任何方法获得.当不加注粗糙度参数值或有关说明 (例如:表面处理、局部热处理状况等)时,仅适用手简化代号 表示表面是用去除材料的方法获得。如车、铣、钻、磨、剪切、 抛光、腐蚀、电火花加工、气割等 表面是用不去除材料方法获得。如铸、锻、冲压变形、热轧、冷 轧、粉沫冶金或者是用于保持原供应状况的表面(包括保持上道 工序状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数
1.6
0.80 0.40 0.20 0.10 0.05 0.025 0.012 0.006
看不见加工痕迹
可辨加工痕迹方向 微辨加工痕迹方向 不可辨加工痕迹方 向 暗光泽面 亮光泽面 镜光泽面 雾光泽面 镜面 研磨、抛光、超级精细 研磨 精车、精铰、精镗、精 磨
精密测量具的表面、极重要零件的摩擦面,如汽缸的内表 面、精密机床的主轴颈、坐标镗的主轴颈等
Ra:轮廓算术平均偏差,是最主要的评定参数; Rz:微观不平度十点高度,一般只用来表示比较短小的表面; Ry:轮廓最大高度,基本不单独使用,算是一个极限偏差值吧。
GB/T 131—2006表面粗糙度符号标注位置范例
控制表面功能的最少标注
不同表面粗糙度的外观情况
Ra/μm 50 25 12.5 6.3 3.2 表面外观情况 明显可见刀痕 可见刀痕 微见刀痕 可见加工痕迹 微见加工痕迹 精车、精铣、精刨、铰、 镗、粗磨 主要加工方法 粗车、粗铣、粗刨、钻、 粗纹锉刀和粗砂轮加工 粗车、立铣、平铣、钻 应用举例 粗糙度最大面,一般很少应用 不接触表面、不重要表面,如螺钉、孔、倒角、机座底面 没有相对运行的零件接触面,如箱、盖、套筒要求紧贴的 表面、键、和键槽工作表面; 相对运行速度不高的接触面,如支架孔、衬套、带轮轴孔 的工作表面 要求很好密封的接触面,如与滚动轴承配合的表面、锥销 孔等; 相对运动速度较高的接触面,如滑动轴承的配合表面、齿 轮轮齿的工作表面
表面粗糙度及表示方法
表面粗糙度及表示方法零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。
技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理、表面处理等。
下面先介绍表面粗糙度及其注法。
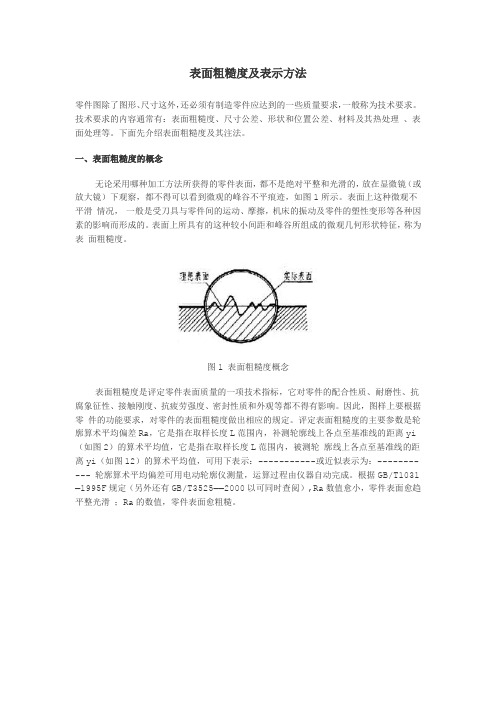
一、表面粗糙度的概念无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,如图1所示。
表面上这种微观不平滑情况,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。
表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。
图1 表面粗糙度概念表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。
因此,图样上要根据零件的功能要求,对零件的表面粗糙度做出相应的规定。
评定表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度L范围内,补测轮廓线上各点至基准线的距离yi(如图2)的算术平均值,它是指在取样长度L范围内,被测轮廓线上各点至基准线的距离yi (如图12)的算术平均值,可用下表示:-----------或近似表示为:----------- 轮廓算术平均偏差可用电动轮廓仪测量,运算过程由仪器自动完成。
根据GB/T1031—199 5F规定(另外还有GB/T3525——2000以可同时查阅),Ra数值愈小,零件表面愈趋平整光滑;Ra的数值,零件表面愈粗糙。
图2 轮廓算术平均编差图3 轮廓算术平均编差值二、表面粗糙度的选用表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。
具体选用时,可参照已有的类似零件图,用类比法确定。
在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。
一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等,对表面平整光滑程度要求高,参数值应取小些。
表面粗糙度及其标注
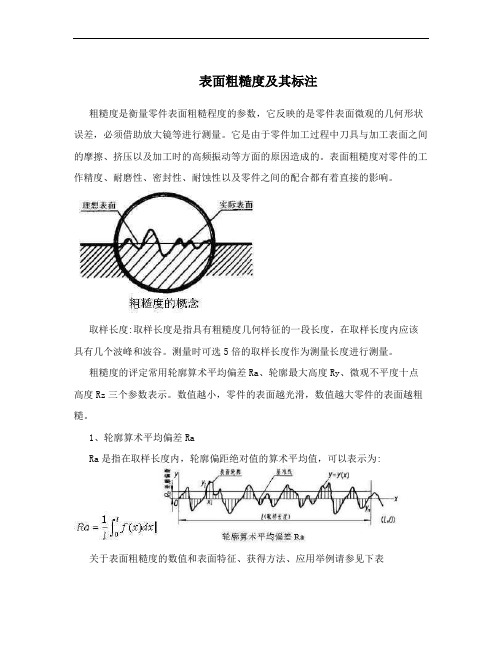
表面粗糙度及其标注粗糙度是衡量零件表面粗糙程度的参数,它反映的是零件表面微观的几何形状误差,必须借助放大镜等进行测量。
它是由于零件加工过程中刀具与加工表面之间的摩擦、挤压以及加工时的高频振动等方面的原因造成的。
表面粗糙度对零件的工作精度、耐磨性、密封性、耐蚀性以及零件之间的配合都有着直接的影响。
取样长度:取样长度是指具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷。
测量时可选5倍的取样长度作为测量长度进行测量。
粗糙度的评定常用轮廓算术平均偏差Ra、轮廓最大高度Ry、微观不平度十点高度Rz三个参数表示。
数值越小,零件的表面越光滑,数值越大零件的表面越粗糙。
1、轮廓算术平均偏差RaRa是指在取样长度内,轮廓偏距绝对值的算术平均值,可以表示为:关于表面粗糙度的数值和表面特征、获得方法、应用举例请参见下表从上图中也可以看出,粗糙度参数的数值.基本上成倍数的关系。
标注时应当选用这些数值,不能选用其他的数值。
2、轮廓最大高度Ry3、轮廓不平度十点高度Rz1、代号及意义粗糙度代号可以分为:符号,粗糙度项目及数值。
常用标注参数是Ra, 标注Ra时Ra可以省略,标注Rz和Ry时,在粗糙度数值前加对应的符号Rz和Ry。
2、标注原则1)、在同一图样上每一表面只注一次粗糙度代号,且应注在可见轮廓线、尺寸界线、引出线或它们的延长线上,并尽可能靠近有关尺寸线。
2)、当零件的大部分表面具有相同的粗糙度要求时,对其中使用最多的一种,代(符)号,可统一注在图纸的右上角。
并加注“其余”二字。
3)、在不同方向的表面上标注时,代号中的数字及符号的方向必须下图的规定标注。
4)、代号中的数字方向应与尺寸数字的方向一致。
5)、符号的尖端必须从材料外指向表面。
标注举例:6)、齿轮、蜗轮齿面对于齿轮、蜗轮齿面的粗糙度,应标注在表示分度圆的点画线上。
如果图形中的位置有限,粗糙度也可以引出标注或注在尺寸线的延长线上。
7)、两个表面的粗糙度要求相同,也可以一个符号使用两个指引线。
表面粗糙度 (2)

表面粗糙度1. 引言表面粗糙度是指表面上的不平整程度,它是衡量表面粗糙程度的一项重要指标。
在许多工程领域中,如制造业、建筑业和地质学等,表面粗糙度对于产品的质量和性能起着关键作用。
本文将介绍表面粗糙度的定义、表征方法和影响因素,并讨论其在不同领域中的应用。
2. 表面粗糙度的定义表面粗糙度是指在表面上存在的微小起伏和凹凸不平现象,通常用来量化表面的不平整程度。
它可以通过测量表面上的起伏高度、凹凸数量或表面的平均粗糙度来表示。
表面粗糙度可以用数字、符号或图表来表示,以便于比较和分析。
3. 表征方法3.1 光学测量法光学测量法是一种常用的表征表面粗糙度的方法。
它利用光辐射在表面的反射和散射来测量表面的起伏和不规则度。
光学测量法可以通过使用激光干涉仪、激光扫描仪或白光干涉仪等设备来实现。
这些设备可以在微米级别测量表面的高度和形状。
3.2 接触式测量法接触式测量法是通过物体与表面接触并测量物体在表面上滑动的方式来确定表面粗糙度。
常用的接触式测量设备包括触针探头、压力探头和扫描探头等。
这些设备可以测量表面的高度差异、坡度和曲率等信息,并生成相应的表面粗糙度参数。
3.3 声学测量法声学测量法是一种通过声波的传播和反射来测量表面粗糙度的方法。
它利用声波在不同表面上的反射和散射特性原理来确定表面的粗糙度和结构。
常见的声学测量设备包括声波探头、超声波传感器和声纳测量系统等。
这些设备可以测量表面的声波反射时间、幅度和频率等参数,以评估表面的粗糙度。
4. 影响因素表面粗糙度受多种因素的影响,包括材料的性质、加工工艺和环境条件等。
以下是一些常见的影响因素:•材料硬度:硬度较高的材料通常具有较低的表面粗糙度。
•加工方法:不同的加工方法会产生不同程度的表面粗糙度,如铣削、磨削和打磨等。
•切削速度:切削速度越高,产生的切削热量越大,从而导致较高的表面粗糙度。
•环境湿度:高湿度环境下,材料容易出现氧化和腐蚀,从而增加表面的粗糙度。
表面粗糙度的标注方法
表面粗糙度的标注方法表面粗糙度是衡量物质表面质量的一个重要指标。
在工业、机械制造、汽车、电子、医疗、军事等多个领域中,表面粗糙度都起着重要的作用。
表面粗糙度的量化标准主要是通过测量表面数据来实现的,一般需要进行标注及分类。
本文将介绍表面粗糙度的标注方法和相关参考内容,以帮助读者更好地理解和应用表面粗糙度的概念。
1. 表面粗糙度的标注方法(1)符号法:符号法是用符号及数字表示表面粗糙度参数。
例如:Ra 0.4μm,表示表面平均粗糙度值 Ra 为 0.4 微米。
符号中常见的有Ra、Rq、Rz三个参数。
(2)数字法:数字法是用数字表示表面粗糙度参数。
例如:0.4μm,表示表面平均粗糙度值 Ra为 0.4 微米。
数字法常用于一些简单的次要标注。
(3)文字说明法:文字说明法是用文字叙述表面粗糙度参数。
例如:表面平滑、表面粗糙或表面粗糙不均匀等。
(4)图形法:图形法是用图形表示表面粗糙度变化。
例如:采用等高线图或颜色图来反映表面粗糙度特征。
2. 表面粗糙度的分类方法(1)粗糙度种类:根据表面的特征,包括纵向的余量和横向的余量两种。
(2)表面形状:包括凹凸、光洁和平坦三种形状。
(3)表面变化特征:根据板材或工件的物理特性,可将表面粗糙度分为局部和全局两种变化。
局部的表面粗糙度变化常见于工件上某些部分,全局的表面粗糙度变化常见于整个工件表面。
3. 相关参考内容(1)ISO 4287:1997 Geometrical Product Specifications (GPS) -- Surface texture: Profile method -- Terms, definitions and surface texture parameters(2)ISO 25178:2016 Geometrical Product Specifications (GPS) -- Surface texture: Areal -- Terms, definitions and surface texture parameters(3)GB/T 7066-2003 表面粗糙度的测量和评定(4)JIS B 0601:2001 Surface roughness -- JIS method(5)ASTM E112-13 Standard Test Methods for Determining Average Grain Size(6)ASME B46.1 Surface Texture (Surface Roughness, Waviness, and Lay)(7)EN 10025-1994: Hot rolled Products of non-alloy Structural steels; Technical delivery conditions。