塑胶模具维修流程
塑料模具机器的操作技巧与维修指南
塑料模具机器的操作技巧与维修指南一、引言塑料模具机器是一种广泛应用于塑料加工行业的设备,其能够制造出各种形状的塑料制品,如瓶盖、塑料桶等。
为了保证机器的正常运行和延长其使用寿命,操作技巧和维修保养是至关重要的。
本文将详细介绍塑料模具机器的操作技巧与维修指南。
二、操作技巧1. 准确调整模具在操作塑料模具机器之前,首先需要根据所需制品的尺寸和形状准确调整模具。
通过调整模具的开合度和合模位置,能够保证塑料制品的尺寸和外观质量。
此外,还需注意模具的磨损情况,如有磨损应及时更换,以免影响制品质量。
2. 控制注塑温度塑料模具机器的注塑过程中,注塑温度的控制非常重要。
不同类型的塑料制品对应不同的注塑温度范围,过高或过低的注塑温度都会影响制品的质量。
因此,在操作过程中,应根据所用塑料类型调整好注塑温度,并通过测量和监控确保温度的准确控制。
3. 控制注塑压力除了注塑温度外,注塑压力也是影响塑料制品质量的重要因素。
注塑压力的大小应根据制品的尺寸、形状和材料来确定。
过高或过低的注塑压力都可能导致制品表面出现缺陷,因此,在操作时需要准确控制注塑压力,确保制品的外观和物理性能符合要求。
4. 合理选择冷却时间塑料模具机器注塑完成后,还需要给制品适当的冷却时间。
冷却时间的长短会直接影响到制品的收缩率和尺寸稳定性。
因此,在操作中,需要根据材料的熔点、制品的厚度等因素合理选择冷却时间,以确保制品质量的稳定性和一致性。
三、维修指南1. 定期检查润滑系统塑料模具机器的润滑系统对于机器的正常运行非常重要。
定期检查润滑油的情况,确保润滑系统畅通无堵塞,同时及时添加或更换润滑油,保证机器各个零部件的摩擦减少,延长机器的使用寿命。
2. 清洁模具与腔体模具和腔体的清洁对于塑料模具机器的正常操作和制品质量有着重要影响。
在长时间使用后,模具表面可能会有残留物或附着物,如果不及时清洁,会对制品的外观和尺寸造成影响。
因此,在维修过程中,需认真清洁模具和腔体,并定期进行保养。
模具维修流程

模具维修流程1.目的为规范模具维修管理流程,掌控模具维修进度,加强模具维修的反应速度和信息反馈速度,最大限度的服务于生产需要,培养高效的维修管理团队。
2.范围我司内部已经量产的所有模具。
3.内容3.1模具维修流程图模具与相关人调试和人员操作生产异常,问题员分析、判断问题现场解决点提出模具问题,填写《模具维修申请单》,通知相关技术负责人模具维修方案的讨论、制定模具维修执行N模具试制、确认N模具检验、确认Y记录、存档3.2作业内容说明3.2.1现场生产时,发现问题,将异常情况向当班班长、主任汇报说明。
3.2.2初步判断异常情况是模具问题还是调试问题、机械问题、人员操作问题等。
若是调试、人员操作问题,由技术负责人和主任、班长、现场高工重新调试、指导至OK 状态。
如是模具损坏问题,由生产填写《模具维修申请单》并注明图号、损坏原因及损坏部位,经主管签字后,通知相关技术负责人。
3.2.3技术负责人根据情况,可汇集技术、生产、质检等相关部门进行维修方案讨论,制定任务单和完成时间到相关部门。
3.3.4按任务单的要求,模具组对模具进行维修,模具组需填写模具维修记录表。
3.3.5模具修改完成后,技术负责人根据情况确认维修效果。
3.3.6对产品尺寸有所影响的维修,检验部门需对更改部位尺寸进行测量和检验。
3.3.7模具维修为不合格状态,技术负责人继续督导各相关部门进行维修、试制、检验,直至合格生产。
3.3.8模具维修试制成功后,技术负责人需对维修内容进行记录,并进行存档。
及时更新相关的技术文件,包括三维型、二维图纸、工艺等。
4.维修时间4.1普通模具维修换螺丝,加定位,修磨刃口(400mm以内)维修时间4H;4.2修磨刃口(400mm-800mm)维修时间8H;4.3刃口崩缺,需线割入块要维修时间24H;4.4模具裂开能割拉块的需要24H;4.5模具报废需重做的要7-10工作日;4.6修模需要有维修单。
塑胶模具维修流程
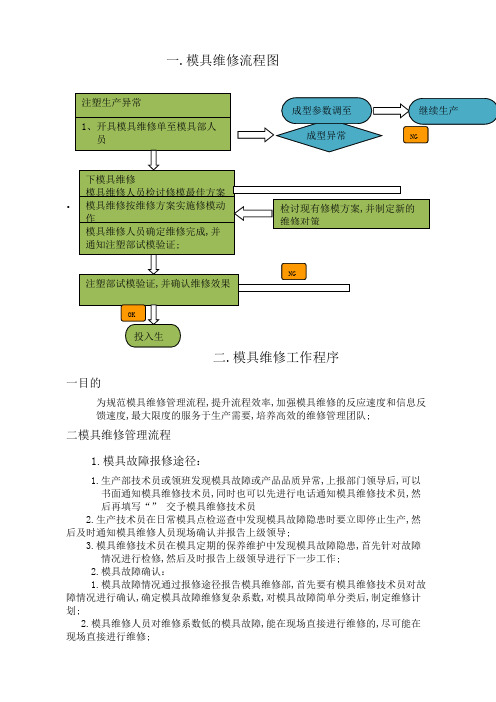
一.模具维修流程图二.模具维修工作程序一目的为规范模具维修管理流程,提升流程效率,加强模具维修的反应速度和信息反馈速度,最大限度的服务于生产需要,培养高效的维修管理团队;二模具维修管理流程1.模具故障报修途径:1.生产部技术员或领班发现模具故障或产品品质异常,上报部门领导后,可以书面通知模具维修技术员,同时也可以先进行电话通知模具维修技术员,然后再填写“”交予模具维修技术员2.生产技术员在日常模具点检巡查中发现模具故障隐患时要立即停止生产,然后及时通知模具维修人员现场确认并报告上级领导;3.模具维修技术员在模具定期的保养维护中发现模具故障隐患,首先针对故障情况进行检修,然后及时报告上级领导进行下一步工作;2.模具故障确认:1.模具故障情况通过报修途径报告模具维修部,首先要有模具维修技术员对故障情况进行确认,确定模具故障维修复杂系数,对模具故障简单分类后,制定维修计划;2.模具维修人员对维修系数低的模具故障,能在现场直接进行维修的,尽可能在现场直接进行维修;3.根据模具故障情况制定出相应维修计划后,对于维修复杂的模具,报告上级领导,由模具主管审核批准后执行;4.模具维修技术员根据维修计划,首先依据模具故障情况领取所需配件及维修工具,然后实施维修工作;5.对于模具故障需要外修或加工的,由模具技术员申请,主管审核后,上报经理批准三.模具故障维修:1.模具故障维修结束后,模具维修人员要填写模具故障原因及维修措施说明,把模具维修申请单内的维修方案填写完整,然后由注塑技术人员试模,,签字确认维修效果;2.模具维修技术员在维修过程中发现缺少配件的,需要联系购买时,模具维修技术员要在模具维修申请单上注明,及时报告上级领导采购配件;3.模具技术员在模具维修中发现故障情况依靠公司自己维修力量或设备不能够解决,需要联系模具供应商时,要把此情况及时报告上级领导,由上级领导与厂家联系维修事宜;4.模具在维修时,由于维修任务繁多导致故障模具不能在要求的时间内维修时,需要提前报告上级领导,由领导和生产单位沟通协调,确定维修时间;5.模具维修人员在修模时,发现同一问题频繁发生的,需报告部门主管,分析检讨模具异常的原因,并制定改善对策;4.模具维修记录:1.模具故障维修情况的记录,首先由生产技术员填写模具维修申请单,模具维修结束后由模具维修技术员填写完整模具维修申请单,并通知注塑部技术人员试模后签字确认模具维修效果;2.模具故障维修结束后,模具维修技术员将模具维修申请单交接给模具管理员,由模具管理员将模具故障情况、故障解决措施等信息登记在“”,为以后维修工作提供维修资料,维修工作结束;。
塑胶模具保养步骤

将用清水冲洗过之模仁 放在酒精再泡上5分钟 以上,让各模仁缝隙或 孔径中之水份充分挥发, 防止生锈.
1.采用牙刷将模仁一件一 件进行洗刷<包括COVRPIN 排气槽和各个面> 2.要求达标程度用手摸没 有锈迹.
动作25:模仁擦拭
动作26:装配
动作27:模仁装配
1.将用牙刷刷洗過之模仁 一件一件用抹布擦拭干净 再用风枪吹干 2.要求达标程度用手摸没 有锈迹.
动作18:辅助零件清洁
1.采用油石和除锈剂将 顶针板由里到外进行擦 拭后再用气枪吹干净. 2.要求达标程度用手摸 没有锈迹.
1.采用油石和除锈剂将 顶针板由里到外进行擦 拭后再用气枪吹干净. 2.要求达标程度用手摸 没有锈迹.
1.采用油石和除锈剂将 顶针板由里到外进行擦 拭后再用气枪吹干净. 2.要求达标程度用手摸 没有锈迹.
3.要求装配平整,模仁方 向位置正确.
1.利用工具显微镜对模仁组立 进行确认.
2.确认內容:轻微歪、损伤模 仁及尺寸水准与清模前水准作 比较.测量block外型尺寸.
3.要求组立平整,模仁方向位 置正确.
动作37:装模仁前确认
动作38:装模仁
动作39:装插顶针
1.注意"O"形环是否老化以 及确认是否装好装平整. 2.作模具装配前模框內清洁 确认.
动作14:模仁顶针清洗
动作15:顶针板清洁
将顶针全部拔出整 齐地摆放在模仁两 侧
动作16:模板清洁
1.将模仁清洗盛具放入 清洗池中,注意清洗液必 须高出模仁表面,否则模 仁会被烧伤. 2.设定好清洗时间,按順 序打开清洗机开关.
动作17:模座清洁
1.采用油石和除锈剂 将顶针板由里到外进 行擦拭后再用气枪吹 干净. 2.要求达标程度用手 摸没有锈迹.
模具保养维修流程

试模
Y
N
毛坯样品确认
责任部门/岗位 压铸课/压铸领班 压铸课/压铸领班
压铸课/保养员 压铸课/保养员
压铸课/领班 质量部/压铸QC
协作部门/岗位 质量部/压铸QE 五金仓库/保管员 模具制造/加工组
压铸课/领班
管理职责/要求
相关记录
依据实际生产情况反馈并放置末件 (模)将问题特征用红色记号笔画 出来,并写上生产日期和机台编 号;单子上必须有质量确认
过程 过程要求/目标
模具保养维修流程(模具含压铸模/塑料模/切边模/整形模/锯床靠模/工装夹具/刀具/设备)
1、要求每批生产完成压铸领班必须按要求填写模具日常保养维修反馈记录单,如模具无故障,保养员按正常保养流程进行保养,如有异常保养员按照反馈内容进行修复; 2、要求按照每次对模具生产模数进行记录,按要求对模具进行去应力,首次3000模,之后每5000模去一次应力并做好记录(模具履历表),模具达到规定寿命的2/3车间提报申请开发备 模(压铸模具生产模数统计表),每半个月整体提报一次;每年11月份开始车间按照下一年的生产计划对做保养的模具进行更换日期章,十二月底前将所有近期保养过的模具或即将生产 的模具更换日期章;
对日常维修记录单内容进行分解, 领料单或委托 模具日常保养按保养规范要求执行 加工单
依据保养/修模/更换配件内容执 行;配件验收流程及模具维修流程 另立,入库前均经过验收,模具检 验签字
保养员组立好模具开具试模单(附 上模具日常保养维修反馈单,单据 上仓库签字质量签字保养员签字并 附上相应报告)通知对应班组长试 模
质量部/压铸QE 安排机台和人员进行试模,并通知 到相关人员现场跟踪验证
质量部/实验室
按工序打样后对修改项进行验证并 其它尺寸按日常检验项进行检验
修模的几种常见方法

修模的几种常见方法~!!试模时若发现塑件不合格或模具工作不正常﹐就需找出原因﹐调整或修理模具﹐至模具工作正常﹐试件合格为止。
塑料模试模中常见问题及调试方法见下表﹐供参考﹕注射模试模中常见问题及解决方法试模中常见问题解决问题的方法与顺序主浇道粘模1拋光主浇道→2喷嘴与模具中心重合→3降低模具温度4缩短注射时间→5增加冷却时间→6检查喷嘴加热圈→7拋光模具表面→8检查材料是否污染塑件脱模困难1降低注射压力→2缩短注射时间→3增加冷却时间→4降低模具温度→5拋光模具表面→6增大脱模斜度→7减小镶块处间隙尺寸稳定性差1改变料筒温度→2增加注射时间→3增大注射压力→4改变螺杆背压→5升高模具温度→6降低模具温度→7调节供料量→8减小回料比例表面波纹1调节供料量→2升高模具温度→3增加注射时间→4增大注射压力→5提高物料温度→6增大注射速度→7增加浇道与浇口的尺寸塑件翘曲和变形1降低模具→2降低物料温度→3增加冷却时间→4降低注射速度→5降低注射压力→6增加螺杆背压→7缩短注射时间塑件脱皮分层1检查塑料种类和级别→2检查材料是否污染→3升高模具温度→4物料干燥处理→5提高物料温度→6降低注射速度→7缩短浇口长度→8减小注射压力→9改变浇口位置→10采用大孔喷嘴银丝斑纹1降低物料温度→2物料干燥处理→3增大注射压力→4增大浇口尺寸→5检查塑料的种类和级别→6检查塑料是否污染表面光泽差1物料干燥处理→2检查材料是否污染→3提高物料温度→4增大注射压力→5升高模具温度→6拋光模具表面→7增大浇道与浇口的尺寸凹痕1调节供料量→2增大注射压力→3增加注射时间→4降低物料速度→5降低模具温度→6增加排气孔→7增大浇道与浇口尺寸→8缩短浇道长度→9改变浇口位置→10降低注射压力→11增大螺杆背压气泡 1物料干燥处理→2降低物料温度→3增大注射压力→4增加注射时间→5升高模具温度→6降低注射速度→7增大螺杆背压塑料充填不足 1调节供料量→2增大注射压力→3增加冷却时间→4升高模具温度→5增加注射速度→6增加排气孔→7增大浇道与浇口尺寸→8增加冷却时间→9缩短浇道长度→10增加注射时间→11检查喷嘴是否堵塞塑件溢边 1降低注射压力→2增大锁模力→3降低注射速度→4降低物料温度→5降低模具温度→6重新校正分型面→7降低螺杆背压→8检查塑件投影面积→9检查模板平直度→10检查模具分型面是否锁紧熔接痕 1升高模具温度→2提高物料温度→3增加注射速度→4增大注射压力→5增加排气孔→6增大浇道与浇口尺寸→7减少脱模剂用量→8减少浇口个数塑件强度下降 1物料干燥处理→2降低物料温度→3检查材料是否污染→4升高模具温度→5降低螺杆转速→6降低螺杆背压→7增加排气孔→8改变浇口位置→9降低注射速度裂纹 1升高模具温度→2缩短冷却时间→3提高物料温度→4增加注射时间→5增大注射压力→6降低螺杆背压→7嵌件预热→8缩短注射时间黑点及条纹 1降低物料温度→2喷嘴重新对正→3降低螺杆转速→4降低螺杆背压→5采用大孔喷嘴→6增加排气孔→7增大浇道与浇口尺寸→8降低注射压力→9改变浇口位置。
模具维修改模流程图

五、
模具維修 /改模流程圖
《模具維修 /改模申請及確認》單
申請部門填寫
更改取消
方案
通知申請部門
模具維修 /改模方案確認
產品開發工程部 /制造工程部
OK
模具維修 /改模安排
制造工程部不
能
按
跟進 /回復完工時間時完
制造工程部成(
通
知模具維修加工模具維修 /改模加工)
壓鑄部(工模房)工模部(或模廠)
返修
按時完工返修按時完工
NO維修後的模具驗收NO維修 /改模後的模具驗收壓鑄部制造工程部
OK
模具 OK,通知申請部門及
PMC 交付模具及安排生產
制造工程部
生產
維修 /改模後的模具
生產 (產品撿測 )跟進
品管部建
檔
《
模制具造維工/
修程改
部模
記
錄
》。
塑胶模具维修流程图

塑胶模具维修流程图注塑模具维修流程流程实施说明一、注塑生1、将异常情况通知模房相关人员。
产异常1、判断异常情况是模具问题还是调试问题、机械问题、人员操作问题。
二、模具与相关人员分2、如是调试问题,由技术员,领班重新调试至OK状态。
析判定3、如是模具、机械、操作问题,填写发出维修单。
1、向模具部发出《模具维修申请单》。
2、填写《模具维修申请单》《模具使用维修跟踪表》,应考虑到生产三、模具异常计划和维修实际需要的时间,填写内容和状态描述要具体且真实。
3、根据生产计划合理安排模具维修时间。
1、模具部依据《模具维修申请单》《模具使用维修跟踪表》的内容要求,制定可行的维修计划时间跟进落实。
四、模具检修 2、模具部评估《模具维修申请单》《模具使用维修跟踪表》内容时,不能满足的事项一定要反馈回注塑部并说明原因,以便及时调整。
1、模具维修完毕,模具部首先要通知注塑部门,要跟进试模确认维修效果,如:功能、批锋、外观等,如达不到要求模具从新检修,若能满足要求,相关部门现场确认试模效果后,签字确认,开始量产。
五、试模2、如模具维修为不合格状态后,模具部门及时继续检修,直至合格生产。
塑胶模具维修流程图量产中模具 1. 知会模具部人员注塑生产异常2. 注塑、模具人员检讨成型参数调至OK模具分析判定待定成型异常1.开出《模具维修单》《模具使用维修跟踪表》注塑量产模具异常 .1.评估《模具维修单》模具制造模具检修2.制定维修计划并实施NG OK模具维修完成并模具制造确认修模效果通知注塑部OK填写《试模联络单》量产试模模具制造NG投入生产OK。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流将片常恰况通如榊关技术人员和FMG
二技术分析取
丨、判定片帝怙况於模貝何廳还是调试闻題・
2、如是凋试制逆,由冋试技术员車新网试至0K状态。
3、如是模貝网送,捉出维妙.
三:模貝井•用
丨、向棋貝缁修皿门发出•:棋貝维修通知书》・
2、填写4篠Jt维修通知书9应考电到生产讨划和維修实际需要,
型胶模具维修流程图
伐木分析列定
开出《找|田修时
/2、I*凹幣•计疑
《妙服佯板),如达不到燮*怏只亟新检修.若絶满足憂求.
作戚型记录农.向生产皿门和PMC发出《试棋通知单》,柑关
部门规场确认试模效果(◎照佯板)井作戚《试棋孤告书P
签字碗认.
2、如(试挨报告书》确认楔貝第修为合格状态后.生产M及尉
将模貝移回.
3、如《试模报告书》确认模貝竦修为不合恪状态茁.維修部门须
继续检修.宜至合格。
内客和状况描叙要详细貝体目真实.
3、PMC根据模只维修计划变更和调烙生产计划.
W:模貝检修
1、维修部门依拒C模只缁滋通知苗》的要求和缁怪实际惨况.
制定可厅的维修计划并跟进落实.
2、维修部门评估/模貝维修通如书》时.不施满足的爭项一定
耍反馈冋生产部门和PMC并说明原因.以便及时调整.
五:试锲
1、模貝维旌完毕,模貝箱好部门酋先要自行试蟆确认般修效果