部分焊条的符号
各种焊接符号表示方法

各种焊接符号表示方法摘要:一、焊接符号的概述二、焊接符号的分类与含义1.字母符号2.数字符号3.符号组合三、常见焊接符号的解释与应用1.字母符号的解释与应用2.数字符号的解释与应用3.符号组合的解释与应用四、焊接符号的绘制与识别技巧1.焊接符号的绘制方法2.焊接符号的识别技巧五、焊接符号在实际工程中的应用案例六、总结与展望正文:一、焊接符号的概述焊接符号是一种用于表示焊接工艺、焊接方法、焊接材料等信息的可视化符号,它在焊接工程中起着至关重要的作用。
了解和掌握焊接符号的含义和应用方法,对于提高焊接质量、确保焊接安全具有重要意义。
二、焊接符号的分类与含义1.字母符号字母符号主要包括以下几种:- A:氩弧焊- B:焊条电弧焊- C:二氧化碳气体保护焊- D:埋弧焊- E:电渣焊- F:火焰焊- G:激光焊- H:电阻焊- I:摩擦焊- J:钎焊2.数字符号数字符号表示焊接电流、电压、焊接速度等参数。
例如,数字“100”表示焊接电流为100A。
3.符号组合符号组合表示焊接方法、焊接材料、焊接工艺等多种信息。
如:“B-G-100”表示采用B型焊条,电流为100A的焊接方法。
三、常见焊接符号的解释与应用1.字母符号的解释与应用以氩弧焊(A)为例,表示采用氩气保护的焊接方法,适用于不锈钢、铝等高活性金属的焊接。
2.数字符号的解释与应用以“100”为例,表示焊接电流为100A,根据实际需求调整焊接电流,以达到理想的焊接效果。
3.符号组合的解释与应用以“B-G-100”为例,表示采用B型焊条,电流为100A的焊接方法。
在实际操作中,根据焊接材料和工艺要求,选择合适的焊接参数。
四、焊接符号的绘制与识别技巧1.焊接符号的绘制方法焊接符号的绘制应遵循清晰、简洁、易懂的原则。
一般采用标准化的图形和符号表示,以便于识别。
2.焊接符号的识别技巧识别焊接符号时,要注意观察符号的形状、大小、颜色等特征,结合实际情况进行分析。
五、焊接符号在实际工程中的应用案例在实际工程项目中,焊接符号广泛应用于焊接工艺规程、焊接作业指导书、焊接质量检验等方面。
焊接符号大全(详解)
焊接符号大全(详解)焊接符号大全(详解)焊接是工程中常用的一种加工方法,它是将金属材料通过热源加热至熔化状态,然后使其冷却凝固,从而实现金属材料的连接和修复。
焊接过程中,人们通常使用符号来标示不同类型的焊缝和焊接要求。
本文将详细介绍焊接符号的各种类型及其含义。
1. 焊接缝符号焊接缝符号是指标示焊接缝形式和构造特点的图形符号。
常见的焊接缝符号包括针对直角焊缝、直角T型接头焊缝、直角平片焊缝、V 型接头焊缝等。
这些图形符号能够清晰地表达焊接缝的形式和位置,有助于焊接工人正确理解和实施焊接任务。
2. 焊接方法符号焊接方法符号用于表示所采用的焊接方法。
不同的焊接方法有着不同的特点和适用范围,合理选择适合的焊接方法可以提高焊接质量和效率。
常见的焊接方法符号有电弧焊、气焊、氩弧焊、激光焊等。
通过使用焊接方法符号,可以明确告知焊接工人所需采用的焊接方法,避免错误的操作。
3. 焊接材料符号焊接材料符号用于表示所使用的焊接材料。
焊接材料包括焊条、焊丝、焊剂等。
在焊接过程中,选择合适的焊接材料对焊缝的质量至关重要。
常见的焊接材料符号包括含碳钢焊条符号、不锈钢焊丝符号、铝合金焊剂符号等。
通过焊接材料符号的使用,可以确保选择正确的焊接材料,提高焊接质量。
4. 焊接质量符号焊接质量符号用于表示对焊缝质量的要求。
焊接质量符号通常使用字母和数字的组合,如AWS D1.1、ISO 5817等。
这些符号代表了一系列的焊接质量标准,对焊缝的缺陷、尺寸、形状等进行了严格规定。
合理使用焊接质量符号可以帮助焊接工人控制和评估焊缝的质量,确保工程的安全和可靠性。
5. 其他焊接符号除了上述四种常见的焊接符号外,还有一些其他类型的焊接符号。
比如焊接连接方式符号用于表示焊缝的连接方式,包括对接焊、角焊、搭接焊等;焊接尺寸符号用于表示焊缝的尺寸要求,包括焊缝宽度、厚度等。
这些符号在焊接工艺中起着重要的作用,能够提供详细的工程要求和指导。
总结:焊接符号在焊接工艺中起着重要的作用,它能够清晰地表达焊接缝的形式、位置以及所需采用的焊接方法、材料和质量要求。
2023年度焊接符号大全
2023年度焊接符号大全由于焊接是现代制造业中的重要工艺之一,因此焊接符号也成为大众关注的焦点。
为了帮助大家更好的了解焊接符号,本文将介绍2023年度焊接符号大全。
一、焊条符号1. AWS(美国焊接学会)E7018:表示一种炭钢电焊条,适用于直流电焊和交流电焊。
2. AWS E6013:表示一种碱性电焊条,可用于炭钢的所有硬度等级的焊接。
3. AWS E308L:表示一种不锈钢电焊条,适用于焊接304L和308L不锈钢材料。
4. AWS E316L:表示一种镍铬钼不锈钢电焊条,适用于焊接316和316L不锈钢材料。
二、焊接缝符号1. V型翻边焊接缝(V-groove):这种缝口形状呈V字形,适用于厚度超过6毫米的材料。
2. X型焊缝(X-groove):这种缝口形状为双面斜角,适用于厚度为8毫米以上的材料。
3. W型焊缝(W-groove):这种缝口形状为双面倒角,适用于搭接板材厚度为15毫米以上的材料。
4. U型焊缝(U-groove):这种缝口形状呈U字形,适用于厚度大于12毫米的板材和管道的连接。
三、焊接位置符号1. 1G:表示水平位置下的焊接;2. 2G:表示向上仰视时的竖直位置下的焊接;3. 3G:表示向前仰视时的竖直位置下的焊接;4. 4G:表示在向下仰视时的竖直位置下的焊接。
四、焊缝表面处理符号1. V:表示在焊接之前,要用钢刷对工件的缝口进行清洁;2. F:表示在焊接之前,先要将缝口表面打磨干净;3. G:表示在缝口中性气体焊接时,需要使用惰性气体将焊接处覆盖起来。
五、焊接质量等级符号总共有三个等级:1. A级:表示最高等级,适用于关键的焊接结构;2. B级:表示适用于普通的焊接结构,但质量仍需保证;3. C级:表示适用于非常规的焊接结构,例如对于未知材料的焊接。
以上就是2023年度的焊接符号大全,希望这篇文章能够帮助你更好地了解焊接符号。
当然,由于焊接符号会根据不同地区和不同产业有所差异,因此这份符号大全仅供参考。
常用焊接符号大全

常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
焊接符号大全(详解)
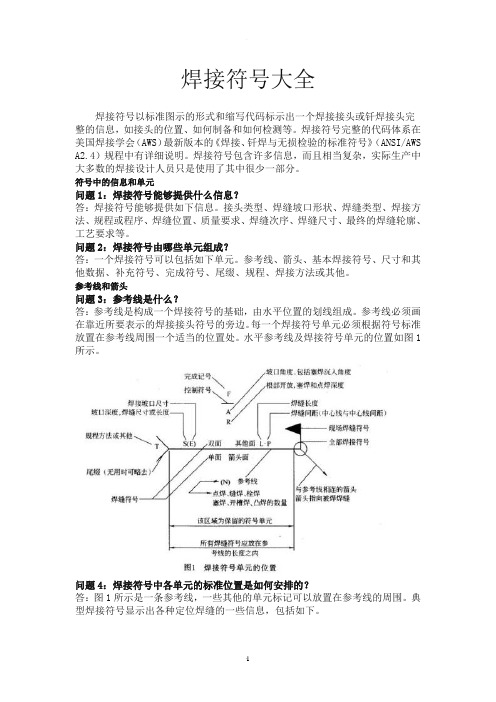
焊接符号大全焊接符号以标准图示的形式和缩写代码标示出一个焊接接头或钎焊接头完整的信息,如接头的位置、如何制备和如何检测等。
焊接符号完整的代码体系在美国焊接学会(AWS)最新版本的《焊接、钎焊与无损检验的标准符号》(ANSI/AWS A2.4)规程中有详细说明。
焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分。
符号中的信息和单元问题1:焊接符号能够提供什么信息?答:焊接符号能够提供如下信息。
接头类型、焊缝坡口形状、焊缝类型、焊接方法、规程或程序、焊缝位置、质量要求、焊缝次序、焊缝尺寸、最终的焊缝轮廓、工艺要求等。
问题2:焊接符号由哪些单元组成?答:一个焊接符号可以包括如下单元。
参考线、箭头、基本焊接符号、尺寸和其他数据、补充符号、完成符号、尾缀、规程、焊接方法或其他。
参考线和箭头问题3:参考线是什么?答:参考线是构成一个焊接符号的基础,由水平位置的划线组成。
参考线必须画在靠近所要表示的焊接接头符号的旁边。
每一个焊接符号单元必须根据符号标准放置在参考线周围一个适当的位置处。
水平参考线及焊接符号单元的位置如图1所示。
问题4:焊接符号中各单元的标准位置是如何安排的?答:图1所示是一条参考线,一些其他的单元标记可以放置在参考线的周围。
典型焊接符号显示出各种定位焊缝的一些信息,包括如下。
①尾缀T 只用于特殊的焊缝,例如,焊接方法改变、焊条改变等,可以在图纸上有详细参考说明。
如果没有参考意义或无须规范,尾缀可以省略。
②参考线上的S 记号S取决于焊缝类型,如有坡口焊缝的熔深、填角焊缝的尺寸、塞焊或开槽焊缝的尺寸、点焊或凸焊焊缝的剪切强度等,这个记号一般是位于焊缝符号的左边。
③记号E 在这里代表一个开坡口焊缝的有效尺寸,也称为焊缝尺寸或焊脚高。
有效尺寸的尺度标在圆括号内,无论箭头指向哪里,这个尺寸和坡口总是位于参考线上焊缝符号的左边。
④R 在这里代表形成所需形状的焊缝数之间的空间,对于对接接头来说是敞开的根部。
焊接符号大全最全易理解
(O)65
(O)66 (X)67 (O)68 (X)69 (O)70 (O)71 (X)72 (X)73 (X)74 (X)75 (O)76 (X)77 (O)78 (X)79 (X)80 (O)81 (O)82 (O)83 (X)84 (O)85 (X)86 (X)87 (O)88 (O)89 (O)90 (X)91 (O)92
(O)60
(X)61
(O)62 (O)63 (X)64
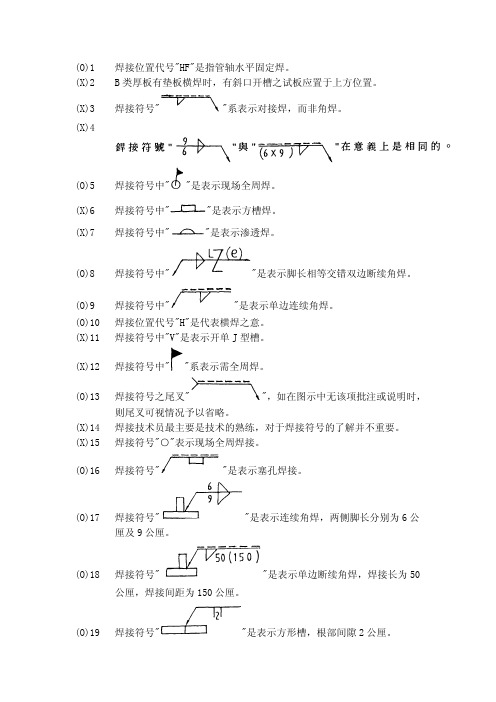
在焊接符号中"
"是表示双边连续角焊。
CNS 焊接符号适用于电焊与气焊。 中国国家标准的简称是 CNS。 技能检定试板中 B1F4 是代表薄管有衬环对接。 技能检定试板中 C1VF3 是代表薄管有衬环对接。 技能检定时,有垫板之软钢薄板立焊之技能代号是 A1H2。 厚板,横焊试板在焊接时方形槽板的方向应置于上方。 在薄板检定弯曲试验之试片标准宽度应取 38 公厘。 一般手工电焊经技能检定合格,其资格时效是永久有效。 技能检定 B 类有垫板对接,其开槽角度为 60~75°。 技能检定代号 A2F3 是代表薄板无垫板平焊。 技能检定代号 A2F3 中"2"是代表有垫板焊接。 焊接符号的主要目的是用简单的符号来表示焊接之方法。 技能检定代号 A2F3 中"F"是代表立向焊接。 焊接符号之表示法,凡焊道在箭头之同侧,则画在副基在线。 技能检定代号 D2VH4 中"VH"是代表管轴水平固定焊。 凡焊接符号置于基在线则表示焊道焊在箭头同侧。 焊接符号中符号及尺寸置于副基在线时即表示箭头侧要焊接。 焊接符号中如焊接符号及尺寸置于基在线时即表示箭头侧要焊接。 焊接符号表示方式,电焊与气焊不同。 制图中线条所构成的视图,尺寸符号及注释等系图面的要素。 制图中的比例为 1:2 是为放大的画法。 制图的线条是构成工程图的基本要素,但其粗细可以不分。 绘图时,机件的轮廓形状是用粗的虚线绘之。 投影线是从一视图的一点连到另一视图或另一点的细线。 所谓正投影的绘图方法是能正确地表示出其形状及机件各部份的细则 及尺寸。 所谓视图为观察者与对象之间放置一透视面,而由对象上的各点引线垂 直于透视面所构成的图样。 一个复杂的工程图只要一个视图就能完全表示出对象的全部形状及尺 寸。 前视图是表示对象前部的形状,长度及高度。 正投影系利用投影原理来求视图,以表示对象的正确形状。 绘侧视图时,不必与前视图对齐。
钢结构的焊接的符号含义大全
钢结构的焊接的符号含义大全
1.方框:表示焊接区域。
方框内部可出现其他符号来说明不同种类的
焊缝和连接方法。
2.直线:表示焊条或电极的位置,粗细不同代表不同的尺寸和类型。
3.尖角三角形:表示焊角度。
角度数字写在符号的中心。
4.圆角矩形:表示单面焊缝。
5.磨平:表示焊缝需要经过磨平处理。
6.两条平行垂直的直线:表示多道或多层焊接。
7.箭头:表示焊接的方向。
8.斜线:用于细化焊缝的起始和终止位置。
9.斜线加箭头:表示熔损位置。
10.数字或字母:用于表示焊缝的厚度、间距、尺寸或其他特殊要求。
11.斜线加数字/字母:表示多道焊缝的顺序。
12.字母N:表示非熔合焊缝。
13.冒号:表示焊接评级的全尺寸符号。
14.八字形:用于表示割缝。
15.折线:表示断线处有更多的焊接细节。
16.点状圆形:表示穿透焊缝。
17.实心圆:表示电弧的起始和终止点。
18.扇形:表示对焊缝进行机械清理。
19.波浪形:表示焊缝部位需进行防护或保温处理。
20.矩形框里的两条平行直线:表示通长焊缝。
这些是常见的钢结构焊接符号及其含义。
然而,要理解特定工程图纸
上的焊接符号,还需要参考相关的焊接标准和规范,因为不同国家和行业
的要求可能会有所不同。
总结起来,焊接符号是钢结构焊接工作中的重要组成部分,通过这些
符号可以准确地表示焊缝的位置、尺寸、形状和特殊要求。
掌握这些符号
并能正确阅读焊接图纸对于确保焊接过程的质量和符合设计要求至关重要。
焊接符号及标注方法(1)_OK
符号
2021/8/27
示意图
41
二、焊接接头的表示方法 基本符号
13、缝焊缝
符号
2021/8/27
示意图
42
二、焊接接头的表示方法 基本符号的组合
1、双面V形焊缝(X焊缝)
符号
2021/8/27
示意图
43
二、焊接接头的表示方法 基本符号的组合
2、双面单V形焊缝(K焊缝)
符号
2021/8/27
4
一、焊接接头及焊缝
(3)由于焊接的不均匀加热,引起焊接残余应力及变形 焊接是局部加热的过程,电弧焊时,焊缝处最高温度 可达材料沸点,而离开焊缝处温度急剧下降,直至室温。 这种不均匀温度场将在焊件中产生残余应力及变形。
(4)焊接接头具有较大的刚性 通过焊接,焊缝与构件组成整体,所以与铆接或胀接 相比,焊接接头具有较大的刚性。
钢板超过上述厚度时,电弧不能熔透钢板,应考虑 开坡口。
2021/8/27
27
二、焊接接头的表示方法
设计人员为使自己设计的结构或产品由制造人员 准确无误地加工制造出来,就必须把结构和产品的 施工技术条件在设计图样和设计说明书等设计文件 上详尽地表述出来。
对于焊接接头,设计人员一般采用有关标准规定 的焊缝符号和焊接方法代号来表示。
12
一、焊接接头及焊缝
塞焊是在被连接的钢板上钻孔来代替槽焊的槽, 用焊缝金属将孔填满使两板连接起来,塞焊可分为 圆孔内塞焊和长孔内塞焊两种,如图所示。
2021/8/27
13
一、焊接接头及焊缝
4、角接接头
两钢板成一定角度,在钢板边缘焊接的接头称为 角接接头。角接头多用于箱形构件,骑座式管接头和 筒体的连接,小型锅炉中火筒和封头连接也属于这种 形式。
焊接标识符号大全
焊接标识符号大全焊接标识符号是在焊接过程中使用的一种标识符号,用来表示焊缝的类型、形式、尺寸及其它相关信息。
在焊接作业中,使用标识符号可以减少误操作,提高工作效率,降低出错率,保证焊接质量和安全等方面的要求。
本文将为大家介绍几种常见的焊接标识符号及其相关参考内容。
一、焊缝类型符号1. 直缝焊缝(I型缝)符号:I意义:表示焊缝的类型为直缝。
参考内容:GB/T 6194-2006《焊条、焊丝及焊剂用于气焊、氩弧焊、电弧焊及电气加热的分类》2. 环缝焊缝(O型缝)符号:O意义:表示焊缝的类型为环缝。
参考内容:GB/T 6194-2006《焊条、焊丝及焊剂用于气焊、氩弧焊、电弧焊及电气加热的分类》3. 线脚焊缝符号:T意义:表示焊缝的类型为线脚焊缝。
参考内容:EN ISO 6947:2011《焊接和相关工艺术语标准术语》4. 角焊缝符号:T意义:表示焊缝的类型为角焊缝。
参考内容:EN ISO 6947:2011《焊接和相关工艺术语标准术语》二、焊缝形式符号1. 朝上焊接(PA)符号:PA意义:表示焊接过程中焊缝的开口朝上。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》2. 朝下焊接(PC)符号:PC意义:表示焊接过程中焊缝的开口朝下。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》3. 垂直焊接(PF)符号:PF意义:表示焊接过程中焊缝的轴线垂直于工件表面。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》4. 水平焊接(PH)符号:PH意义:表示焊接过程中焊缝的轴线水平于工件表面。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》三、焊接尺寸符号1. 焊缝长度符号(L)符号:L意义:表示焊缝的长度尺寸。
参考内容:EN ISO 5832-2:2013《金属材料—植入式医疗器材》2. 焊缝厚度符号(t)符号:t意义:表示焊缝的厚度尺寸。
各种焊接符号大全(图文详解)
焊接符号大全1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
3、焊缝符号及其标注(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:(2)辅助符号是表示焊缝表面形状特征的符号。
不需要确切地说明焊缝的表面形状时可以不加注辅助符号。
辅助符号配置在基本符号固定位置。
辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注指引线由箭头线和基准线组成。
(1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求; 允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。
虚线基准线可画在实线基准线的上方或下方;焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。
焊缝尺寸符号共有16个(详见GB/324-88),例如:(2)焊缝尺寸符号及数据的标注原则(如图):焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。
在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的; 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部分焊条的符号
2009-06-23 08:06
焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分(见图1)。
2 焊条型号编制方法如下:字母"E"表示焊条;前两位数字表示熔敷金属抗拉强度的最小;第三位数字表示焊条的焊接位置."0"及"1"表示焊要适用于全位置焊接(平、立、仰、横),“2“表示焊条适用于平焊及及平面焊,“4“表示焊条适用于向下立焊;第三位和第四位数组合时表示焊接电流种类及药皮类型。
在第四位数字后附加“R“表示耐吸潮焊条;附加“M“表示耐吸潮和力学性能有特殊规定的焊条;附加“-1“表示冲击性能有特殊规定的焊条。
表1
焊条型号药皮类型焊接位置电流种类
E43系列-熔敷金属抗拉强度≥420Mpa(43kgf/mm2)
E4300 特殊型平、立、仰、横交流或直流正、反接
E4301 钛铁矿型
E4303 钛钙型
E4310 高纤维素钠型直流反接
E4311 高纤维素钾型交流或直流反接
E4312 高钛钠型平、立、仰、横交流或直流正接
E4313 高钛钾型交流或直流正、反接
E4315 低氢钠型直流反接
E4316 低氢钾型交流或直流反接
E4320 氧化铁型平交流或直流正、反接
平角焊交流或直流正接
E4322 平交流或直流正接
E4323 铁粉钛钙型平、平角焊交流或直流正、反接
E4324 铁粉钛型
E4327 铁粉氧化型平交流或直流正、反接
平角焊交流或直流正接
E4328 铁粉低氢型平、平角焊交流或直流反接
E50系列-熔敷金属抗拉强度≥490Mpa(50kgf/mm2)
E5001 钛铁矿型平、立、仰、横交流或直流正、反接
E5003 钛钙型
E5010 高纤维素钠型直流反接
E5011 高纤维素钾型交流或直流反接
E5014 铁粉钛型交流或直流正、反接
E5015 低氢钠型直流反接
E5016 低氢钾型交流或直流反接
E5018 铁粉低氢钾型
E5018M 铁粉低氢型直流反接
E5023 铁粉钛钙型平、平角焊交流或直流正、反接
E5024 铁粉钛型平、平角焊交流或直流正、反接
E5027 铁粉氧化铁型交流或直流正接
E5028 铁粉低氢型交流或直流反接
E5048 平、仰、横、立向下
注:①焊接位置栏中文字涵义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊。
②焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E5014、EXX15、EXX16、E5018和E5018M型焊条及直径不大于5.0mm的其他型号焊条。
③E4322型焊条适宜单道焊。
3.3 本标准队了E5018M型焊条可以列入E5018型焊条外(同时符合这两种型号焊条的所有要求),凡列入一种型号的焊条不能再列入其他型号。
3.4 本标准中完整的焊条型号举例如下:
E 43 15
┬ ┬ ┬
│ │┬└ 表示焊条药皮为低氢钠型,采用直流反接焊接。
│ │└—表示焊条适用于全位置焊接。
│ └——表示熔敷金属抗拉强度的最小值。
└————表示焊条。
焊条型号药皮类型焊接位置电流种类焊条型号药皮类型焊接位置电流种类E43系列-熔敷金属抗拉强度≥420MPa(43kgf/mm2)E50系列-熔敷金属抗拉强度≥490MPa(50kgf/mm2)E4300特殊型平、立、仰、横交流或直流正、反接E5001钛铁矿型平、立、仰、横交流或直流正、反接E4301钛铁矿型平、立、仰、横交流或直流正、反接E5003钛钙型平、立、仰、横交流或直流正、反接E4303钛钙型平、立、仰、横交流或直流正、反接E5010高纤维素钠型平、立、仰、横直流反接E4310高纤维素钠型平、立、仰、横直流反接E5011高纤维素钾型平、立、仰、横交流或直流反接E4311高纤维素钾型平、立、仰、横交流或直流反接E5014铁粉钛型平、立、仰、横交流或直流正、反接E4312高钛钠型平、立、仰、横交流或直流正接E5015低氢钠型平、立、仰、横直流反接E4312高钛钾型平、立、仰、横交流或直流正、反接E5016低氢钾型平、立、仰、横交流或直流反接E4315低氢钠型平、立、仰、横直流反接E5018铁粉低氢钾型平、立、仰、横交流或直流反接E4316低氢钾型平、立、仰、横交流或直流反接E5018M铁粉低氢型平、立、仰、横直流反接E4320氧化铁型平、交流或直流正、反接E25023铁粉钛钙型平、平角焊交流或直流正、反接E4320氧化铁型平角焊交流或直流正接E5024铁粉钛型平、平角焊交流或直流正、反接E4322氧化铁型平交流或直流正接E5027铁粉氧化铁型平、平角焊交流或直流正接E4323铁粉钛钙型平、平角焊交流或直流正、反接E5028铁粉低氢型平、平角焊交流或直流反接E4324铁粉钛型平、平角焊交流或直流正、反接E5048铁粉低氢型平、仰、横、立向下交流或直流反接E4327铁粉氧化铁型平交流或直流正、反接E4327铁粉氧化铁型平角焊交流或直流正接E4328铁粉低氢型平、平角焊交流或直流反接
注:①焊接位置栏中文字涵义:平-平焊、立-立焊、仰-仰焊、横-横焊、平角焊-水平角焊、立向下-向下立焊。
②焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mmr E5014、EXX15、EXX16、E5018和E5018M 型,焊条及直径不大于5.0mm的其他型号焊条。
③E4322型焊条适宜单道焊。
还有其它焊条,主要根据焊接材质不同区分,开头字母不同。