高精度万能外圆磨床
M1432A万能外圆磨床的介绍

M1432A万能外圆磨床的介绍M1432A万能外圆磨床主要用于内(外)圆表面的磨削加工。
它属于精加工机床类,其切削力变化不大,最大磨削长度为 1500mm,最大磨削直径为320mm。
整体结构如下图所示。
图 M1432A万能外圆磨床磨床的特点由于机床加工工艺的要求,M1432A型万能外圆磨床液压系统是机床液压系统中要求较高、较复杂的一种。
其主要特点是:(1)系统采用节流阀回油节流调速回路,功率损失较小。
(2)工作台采用了活塞杆固定式双杆液压缸,保证左、右往复运动的速度一致,并使机床占地面积不大。
(3)本系统在结构上采用了将开停阀、先导阀、换向阀、节流阀、抖动缸等组合一体的操纵箱。
使结构紧凑、管路减短、操纵方便,又便于制造和装配修理。
此操纵箱属行程制动换向回路,具有较高的换向位置精度和换向平稳性。
磨床的功能和主要部件结构M1432A型万能外圆磨床主要用于磨削IT5~IT7精度的圆柱形或圆锥形外圆和内孔,该机床的液压系统具有以下功能:(1)能实现工作台的自动往复运动,并能在~4m/min之间无级调速,工作台换向平稳,起动制动迅速,换向精度高。
(2)为方便装卸工件,尾架顶尖的伸缩采用液压传动。
(3)工作台可作微量抖动:切入磨削或加工工件略大于砂轮宽度时,为了提高生产率和改善表面粗糙度,工作台可作短距离(1~3mm)、频繁往复运动(100~150次/min)。
(4)传动系统具有必要的联锁动作:a、工作台的液动与手动联锁,以免液动时带动手轮旋转引起工伤事故。
b、砂轮架快速前进时,可保证尾架顶尖不后退,以免加工时工件脱落。
c、磨内孔时,为使砂轮不后退,传动系统中设置有与砂轮架快速后退联锁的机构,以免撞坏工件或砂轮。
(5)砂轮架快进时,头架带动工件转动,冷却泵启动;砂轮架快速后退时,头架与冷却泵电机停转。
磨床的工作原理工作台的往复运动(1)工作台右行:如图所示状态,先导阀、换向阀阀芯均处于右端,开停阀处于右位。
磨工高级技师简答题
1、高精度磨削对万能外圆磨床有哪些要求 ?答:高精度磨削所使用的磨床必须满足下列要求:(1)高的磨床几何精度。
主要是主轴的回转精度、磨床直线运动精度、部件之间的位置定位精度等精度要求。
(2)横向进给机构的传动精度。
能够保证微量进给的精确性。
以满足低粗糙度值磨削砂轮与工件问磨削压力。
(3)工作台低速运动的稳定性。
低粗糙度磨削工艺中,要求工作台在 lOmm /min 低速运动修整砂轮微刃时无爬行现象。
(4)磨床液压系统的稳定性。
要求液压泵的脉动小;工作台换向平稳;液压系统各部件的振动小。
(5)磨床具有高的静刚度和动刚度,防止磨床部件振动和受力变形。
2、简述如何设计达到高精度外圆磨床工作台低速运动的稳定性要求。
答:为了达到工作台低速运动的稳定性,磨床设计对机床液压系统、导轨的结构、导轨接触面精度和导轨的润滑条件都有严格的要求。
液压系统和机床导轨的结构都要专门设计。
3、简述磨床静刚度、动刚度对加工的影响。
答:静刚度是指磨床部件低抗受力变形的能力。
如尾座的静刚度较低时,加工表面会产生磨削螺旋痕迹。
动刚度是指部件抵抗振动的能力。
在激振力作用下,磨床振动会使工件加工表面产生直波形振动痕迹误差。
4、说明静压轴承的结构及工作原理。
答:静压轴承由供油系统、薄膜节流器和轴承三部分组成。
静压轴承有四个对称分布的压力油腔组成,每个油腔四周有宽度适当的封油节流边,其与轴颈的间隙为 0.04~0.08mm;在相邻油腔间有回油槽。
油腔压力 Pr=Ps- △P(式中 Ps——液压泵输入压力;——节流器压力降) ,油腔中的油又经间隙处流回油池,则间隙处的压力降△ Pn=Pr。
如果四个节流器阻力相同,则四个油腔压力亦相等,主轴被浮在轴承中央。
当主轴受到向下方向的载荷时,下油腔的回油间隙减小,使薄膜节流器下端的流量下降,压力损失减小,节流器的薄膜上凸,反馈,从而使轴承下油腔的压力大于上油腔的压力,并使主轴上浮至中心平衡位置,使主轴与轴承问保持一定的油障。
JBT 9919-1999 高精度无心外圆磨床 精度检验

ICS 25.080.50J 55JB/T 9919-1999高精度无心外圆磨床精度检验1999-05-20 发布2000-01-01 实施国家机械工业局发布JB/T9919-1999前言本标准是在ZB J55 030—88《高精度无心磨床精度》的基础上修订的。
本标准与ZB J55 030—88的技术内容一致,仅按有关规定重新进行了编辑。
与本标准相配套的标准有:GB/T 6470—1986无心外圆磨床参数JB/T 9905.1—1999无心外圆磨床系列型谱JB/T 9905.2—1999无心外圆磨床技术条件本标准自实施之日起代替ZB J55 030—88。
本标准由全国金属切削机床标准化技术委员会提出。
本标准由全国金属切削机床标准化技术委员会磨床分会归口。
本标准负责起草单位:无锡机床厂。
本标准于1988年11月首次发布。
11 范围本标准规定了高精度无心外圆磨床的几何精度检验和工作精度检验的要求及检验方法。
本标准适用于最大磨削直径至200 mm 的高精度无心外圆磨床。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 17421.1—1998 机床检验通则 第1部分:在无负荷或精加工条件下机床的几何精度3 一般要求3. 1使用本标准时,应参照GB/T 17421.1的有关规定。
尤其是检验前的安装、主轴及其他部件的空运转升温、检验方法和检验工具的精度。
3. 2 参照GB/T 17421.1—1998中3.1的规定调整安装水平。
3. 3 检验前一般可按装拆工具和检验方便、热检项目的要求安排实际检验次序。
3. 4当实测长度与本标准规定的长度不同时,允差应根据GB/T 17421.1—1998中2.3.1.1的规定按能够测量的长度折算。
折算结果小于0.001 mm 时,仍按0.001 mm 计。
M1432A万能外圆磨床的介绍
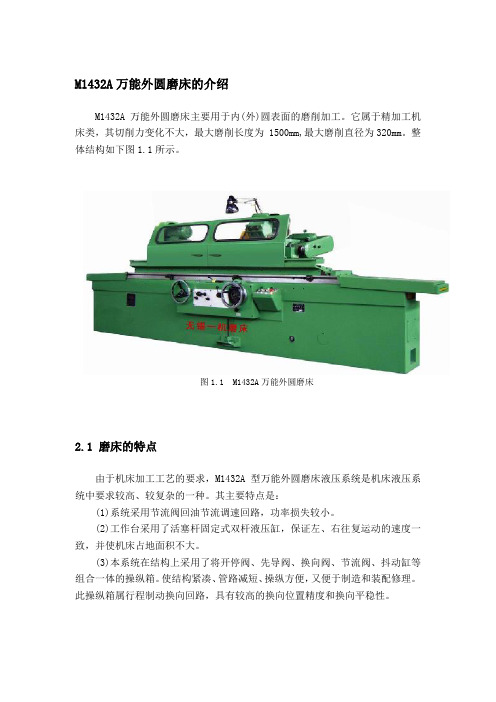
M1432A万能外圆磨床的介绍M1432A万能外圆磨床主要用于内(外)圆表面的磨削加工。
它属于精加工机床类,其切削力变化不大,最大磨削长度为 1500mm,最大磨削直径为320mm。
整体结构如下图1.1所示。
图1.1 M1432A万能外圆磨床2.1 磨床的特点由于机床加工工艺的要求,M1432A型万能外圆磨床液压系统是机床液压系统中要求较高、较复杂的一种。
其主要特点是:(1)系统采用节流阀回油节流调速回路,功率损失较小。
(2)工作台采用了活塞杆固定式双杆液压缸,保证左、右往复运动的速度一致,并使机床占地面积不大。
(3)本系统在结构上采用了将开停阀、先导阀、换向阀、节流阀、抖动缸等组合一体的操纵箱。
使结构紧凑、管路减短、操纵方便,又便于制造和装配修理。
此操纵箱属行程制动换向回路,具有较高的换向位置精度和换向平稳性。
2.2 磨床的功能和主要部件结构M1432A型万能外圆磨床主要用于磨削IT5~IT7精度的圆柱形或圆锥形外圆和内孔,该机床的液压系统具有以下功能:(1)能实现工作台的自动往复运动,并能在0.05~4m/min之间无级调速,工作台换向平稳,起动制动迅速,换向精度高。
(2)为方便装卸工件,尾架顶尖的伸缩采用液压传动。
(3)工作台可作微量抖动:切入磨削或加工工件略大于砂轮宽度时,为了提高生产率和改善表面粗糙度,工作台可作短距离(1~3mm)、频繁往复运动(100~150次/min)。
(4)传动系统具有必要的联锁动作:a、工作台的液动与手动联锁,以免液动时带动手轮旋转引起工伤事故。
b、砂轮架快速前进时,可保证尾架顶尖不后退,以免加工时工件脱落。
c、磨内孔时,为使砂轮不后退,传动系统中设置有与砂轮架快速后退联锁的机构,以免撞坏工件或砂轮。
(5)砂轮架快进时,头架带动工件转动,冷却泵启动;砂轮架快速后退时,头架与冷却泵电机停转。
2.3 磨床的工作原理2.3.1 工作台的往复运动(1)工作台右行:如图所示状态,先导阀、换向阀阀芯均处于右端,开停阀处于右位。
M1432A万能外圆磨床毕业设计论文
沈阳理工大学应用技术学院毕业设计说明书摘要本次设计的内容是万能外圆磨床的工作台结构及液压系统的设计,设计了头架结构、带动工作台的液压缸等各个部件,本文重点设计和介绍了液压系统图及外圆磨床的机械工作原理图。
随着科技步伐的加快,液压技术在各个领域中得到了广泛应用,液压系统已成为主机设备中最关键的部分之一。
本文主要研究的是液压传动系统,液压传动系统的设计需要与主机的总体设计同时进行。
设计时,必须从实际情况出发,有机地结合各种传动形式,充分发挥液压传动的优点,力求设计出结构简单、工作可靠、成本低、效率高、操作简单、维修方便的液压传动系统。
关键词:外圆磨床;工作台;液压系统;原理AbstractThis design is the content of universal cylindrical grinder workbench structure and hydraulic system design, design the first frame structure, leading workbench of hydraulic cylinder, etc, this paper puts emphasis on the parts design and introduced the hydraulic system diagram and cylindrical grinder mechanical work principle diagram.With the quickening pace of science and technology in various fields, hydraulic technology be widely used, hydraulic system has become the most key host devices one of the part. This paper mainly studies is hydraulic transmission system, hydraulic transmission system design needs and host of the overall design simultaneously. When the design, must from actual conditions, organically combined with all kinds of transmission form, give full play to the advantages of hydraulic transmission, strive to design a simple structure, reliable operation, high efficiency and low cost, simple operation, convenient maintenance hydraulic drive system.Keywords: cylindrical grinder; Work table; Hydraulic system; principle目录摘要 (1)ABSTRACT (2)1绪论 (5)1.1磨床的类型与用途 (5)1.1.1 磨床的类型及其特点 (5)1.1.2 磨床的用途 (5)1.1.3 外圆磨削和端面外圆磨床 (6)1.2磨床的现状及其发展趋势 (8)2 机床的总体描述 (9)2.1机床的结构 (9)2.2机床的总体布局 (9)2.3机床的主要技术性能 (10)3机床的机械传动系统 (11)3.1头架(带动工件)的传动 (11)3.2外圆砂轮的传动 (11)3.3内圆磨具的传动 (11)3.4工作台的手动驱动 (12)3.5滑鞍及砂轮架的横向进给运动 (12)4 机床的液压传动系统 (13)4.1本机床液压系统的功用 (13)4.2液压系统的工作原理 (14)4.3运动、负载分析 (17)4.3.1 运动分析 (17)4.3.2 负载分析 (18)4.4液压缸主要尺寸的确定 (19)4.5M1432A型万能外圆磨床液压系统特点 (20)5机床的结构特点 (22)5.1砂轮架 (22)5.2头架 (23)5.3尾架 (24)5.4横进给机构 (25)1绪论1.1磨床的类型与用途1.1.1 磨床的类型及其特点用磨料磨具(砂轮、砂带、油石和研磨料等)为工具进行切削加工的机床,统称为磨床(英文为Grinding machine),它们是因精加工和硬表面的需要而发展起来的[1]。
外圆磨床的维修[整理版]
![外圆磨床的维修[整理版]](https://img.taocdn.com/s3/m/0bae8ccc51e2524de518964bcf84b9d528ea2c97.png)
机床维修技术之——外圆磨床的维修1、外圆磨床的主要作用是什么?答:外圆磨床主要用来加工回转体工件的外圆或内孔(需配备内圆磨具)。
外圆磨削的对象主要是各种圆柱体、圆锥体、带肩台阶轴,环形工件和旋转曲面等。
如MGl432A高精度万能外圆磨床主要用来加工高精度轴类、套类、箔材轧辊、环规、塞规等零件。
<O></O>2、外圆磨床的主要类型有哪些?其主参数指的是什么?答:外圆磨床主要类型有:万能外圆磨床,如M1450,M1432B,M1412,M1332B;高精度万能外圆磨床,如MGl432。
MGl432A,MGl432B;精密半自动外圆磨床,如MMBl420,MMBl412等。
外圆磨床主要技术参数有机床最大磨削直径、最大磨削长度、头架主轴转速、磨头主轴转速、工作台驱动速度等。
外圆磨床的主参数是最大磨削直径。
<O></O>3、M1432A万能外圆磨床液压传动系统主要起什么作用?答:M1432A万能外圆磨床液压传动系统除进行液压传动外,还利用液力消除间隙和进行液压自动润滑。
主要起如下作用:(1)控制工作台纵向运动。
(2)控制磨头快速进退运动。
(3)控制尾座套筒自动伸缩运动。
(4)液力消除间隙机构,保证砂轮进给的准确性。
(5)实现液压自动润滑。
<O></O>4、磨头、头架、尾座位置精度对加工精度有哪些影响?答:磨头、头架、尾座位置精度对加工精度的影响如下:(1)磨头、头架、尾座的等高度对工件尺寸精度的影响。
磨头、头架、尾座的等高度误差将使头架、尾座中心连线与砂轮主轴轴线在空间发生偏移,此时,磨出的工件表面将是一个双曲面。
(2)头架、尾座中心连线对磨头主轴轴线在水平面内的平行度误差对工件尺寸精度的影响。
当发生该项误差时,磨出的工件外形将是一个锥体,即砂轮成角度磨削,表面有螺旋形磨纹。
(3)磨头移动相对于床身导轨垂直度误差对加工精度的影响。
这项误差的最终结果是使主轴轴线与头架、尾座中心连线发生偏移,在磨轴肩端面时,将造成轴肩端面与工件轴线的垂直度误差。
万能外圆磨床操作方法

万能外圆磨床操作方法
1.准备工作
(1)检查机器工作状况是否正常,润滑油是否充足。
(2)查看工件是否符合加工要求。
(3)调整刀具切削位置,找准加工目标。
2.安装工件
(1)将工件放在工作台上,调整工件的位置,使其与工作台表面垂直。
(2)测量工件的直径,调整夹具直径到与工件相符合,夹紧工件。
(3)调整刀具距离工件表面的高度,使其处于正确的加工位置。
3.开始加工
(1)开机前检查一遍机器状态,确保安全,启动机器。
(2)选择合适的加工参数,开始加工。
(3)当加工完成时,关闭机器,检查工件表面是否平整,否则需要进行二次加工。
4.清洗工作
(1)清理机器表面,清除加工产生的切屑和淤泥。
(2)清洗刀具,恢复其原有状态。
(3)检查机器是否有故障,加油润滑以保养机器。
5.记录工作
(1)记录加工的工件资料,方便作为参考。
(2)记录加工参数,以备下次使用。
万能外圆磨床操作规程及保养
万能外圆磨床操作规程及保养
操作规程:
1. 工作前应检查各部位连接是否牢固,各传动装置是否正常运转,气压是否正常。
确认后才能开始工作。
2. 根据工件的需求,选择最适合的砂轮和夹具,并进行安装调整。
注意安装时要避免碰撞和挤压,安装后要检查是否牢固。
3. 调整设备的切削深度、进给速度和工作台角度,对于不同的
工件进行不同的调整。
4. 操作时要注意安全,戴好工作服、手套、护目镜等保护用品。
切勿将头和手伸入磨床内部,使用时要保持平衡,以免发生跌倒伤害。
5. 磨床加工后要清洁,用刷子或风枪清除磨床上的碎屑。
同时
检查磨床各零部件是否损坏或松动,如有损坏及时更换修理。
保养方法:
1. 定期检查并清洁电气箱、电控柜、驱动电机及气路系统。
发
现故障及时维修处理。
2. 定期进行油润滑,保持设备润滑系统的正常运转。
对于定期
润滑的部位,要按照润滑表的规定进行润滑。
3. 注意防潮、防尘。
设备使用之后要及时清洁,并装回保护罩,以防止灰尘等杂物进入磨床内,影响设备性能。
4. 处理后的工件要及时清理,磨床设备也要做好清洁工作,特
别要注意清除工件上的残留物。
5. 磨床在长时间停用之前,应该对设备进行全面检查,并进行
适当的保养,以保证设备没有问题,不给下次使用带来麻烦。
6. 磨床设备不用时,应装上专用的保护装置,会对设备起到更好的保护作用。
7. 不得将超过设备规格或不适合进行磨削的工艺进行加工,以免造成设备故障或危险事故。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hale Waihona Puke 二级保养1. 机床运行5000小时进行二级保养,以维修工人为主,操作工 人参加,除执行一级保养内容及要求外,应做好下列工作, 并测绘易损件,提出备品配件。 2. 首先切断电源,然后进行保养工作(见下表)。 序 保养部位 保养内容及要求 号 一 磨头砂轮 1. 调整或刮研砂轮主轴轴承间隙。 座 2. 检查、调整内圆磨具轴承间隙。 内园磨具 3. 修复或更换磨损零件。 二 床头箱 1. 清洗床头箱,调整主轴间隙。 尾架 2. 检查、调整床头架和尾架同心度。 3. 修复或更换磨损零件。 三 工作台 1. 拆卸工作台,检查、更换油缸密封圈。 2. 清除修光导轨毛刺和伤痕。 3. 修复或更换磨损零件。 四 横进刀机 1. 检查、紧固砂轮架快速移动油缸前端螺母。 构 2. 修复或更换磨损零件。 五 液压 1. 清洗、检查油泵。 润滑 2. 检查各滑阀间隙。 3. 修复或更换磨损零件。 4. 更换液压油、润滑脂。 六 电器 1. 检查电器箱,清洗电动机,修整线路。 2. 修复或更换损坏零件。 3. 电器符合设备完好标准要求 七 精度 1. 校正机床水平,检查、调整、修复精度。 2. 精度符合设备完好标准要求。
10.高精度万能外圆磨床
一级保养
1. 机床运行600小时进行一级保养,以操作工人为主,维修工人 配合进行。 2. 首先切断电源,然后进行保养工作(见下表)。 序 保养部位 保养内容及要求 号 一 外保养 1. 机床外表及各罩壳,保持内外清洁,无锈蚀, 无黄袍。 2. 补齐、紧固手柄、手球、螺钉、螺母等机件。 保持机床整齐。 3. 清洗机床附件,清洁、整齐、防锈。 二 磨头砂轮 1. 清洗砂轮架,清除砂泥。 座 2. 调整砂轮座和内园磨头皮带松紧。 内园磨具 三 床头箱 1. 调整皮带松紧。 尾架 2. 清洗尾座及套筒。 四 工作台 1. 清除、修光工作台面毛刺。 2. 检查撞块,压紧时应牢固无松动,手柄摇重适 中。 五 横进刀机 1. 检查手动进给应准确可靠,刻度盘空程量小于 构 1/ 4转。 六 液压 1. 清洗滤油器、油孔、油毡,应油路畅通,油杯 润滑 齐全,油标明亮。 2. 检查油管接头,要求牢固无泄漏。 3. 检查、调整液压润滑系统压力表,保持正常运 行。 4. 油质、油量符合要求。 七 冷却 1. 清洗冷却泵,冷却液箱、冷却管路,做到整 齐、畅通、牢固、无泄漏。 2. 更换冷却液。 八 电器 1. 清扫电动机、电器箱。 2. 电器装置固定整齐、动作可靠。 3. 检查、紧固接零装置。