电机找正方法总结
电机联轴器找正的方法及标准
电机联轴器找正的方法及标准(总21页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
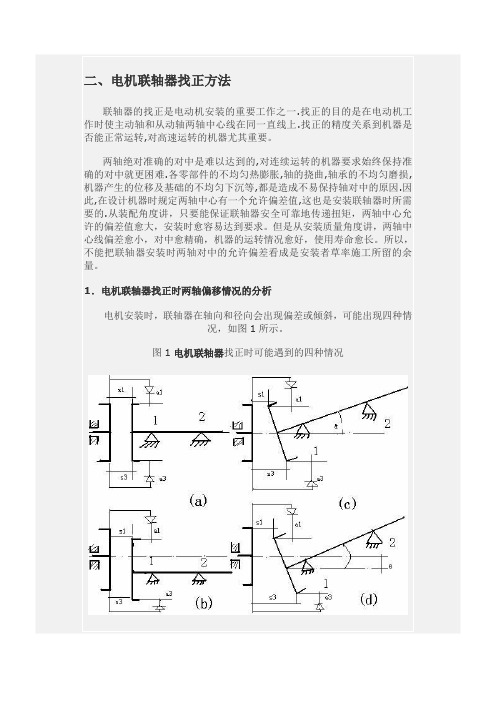
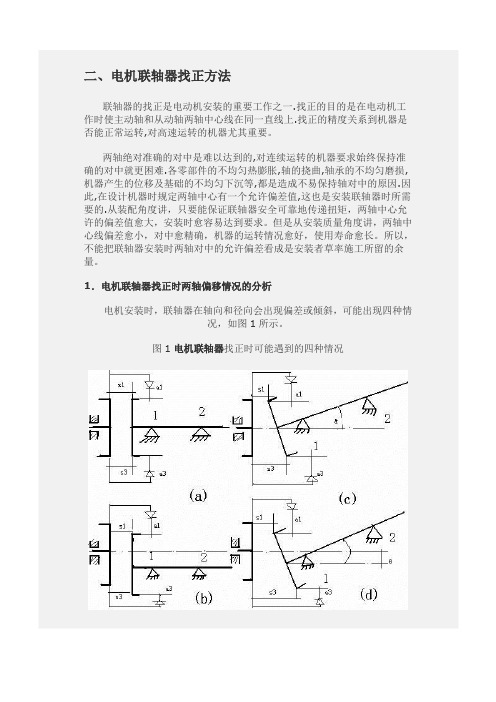
1.电机联轴器找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
电机联轴器找正的方法及标准

二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的•从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1 •电机联轴器找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析a b C d——3.1 二呂3al^a3al=a3两轴同心两轴不同心两轴同心两轴不同心sl=s3sl=s3s坪吕3两轴平行两轴平行两轴不平行两轴不平行2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整, 达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2角尺和塞尺的测■方■(2)用中心卡及塞尺的■■找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
电机联轴器找正的方法及标准 (1)
电机联轴器找正的方法及标准一、联轴器1、什么是联轴器:联轴器属于机械通用零部件范畴,用来联接不同机构中的两根轴(主动轴和从动轴)使之共同旋转以传递扭矩的机械零件。
在高速重载的动力传动中,有些联轴器还有缓冲、减振和提高轴系动态性能的作用。
联轴器由两半部分组成,分别与主动轴和从动轴联接。
一般动力机大都借助于联轴器与工作机相联接,是机械产品轴系传动最常用的联接部件。
20世纪后期国内外联轴器产品发展很快,在产品设计时如何从品种甚多、性能各异的各种联轴器中选用能满足机器要求的联轴器,对多数设计人员来讲,始终是一个困扰的问题。
常用联轴器有膜片联轴器鼓形齿式联轴器,万向联轴器,安全联轴器,弹性联轴器及蛇形弹簧联轴器。
2、联轴器工作原理及用途(1)联轴器功能用来把两轴联接在一起,机器运转时两轴不能分离,只有机器停车并将联接拆开后,两轴才能分离。
(2)联轴器的类型联轴器所联接的两轴,由于制造及安装误差,承载后的变形以及温度变化的影响等,会引起两轴相对位置的变化,往往不能保证严格的对中。
根据联轴器有无弹性元件、对各种相对位移有无补偿能力,即能否在发生相对位移条件下保持联接功能以及联轴器的用途等,联轴器可分为刚性联轴器,挠性联轴器和安全联轴器。
联轴器的主要类型、特点及其在作用类别在传动系统中的作用备注刚性联轴器:只能传递运动和转矩,不具备其他功能包括凸缘联轴器、套筒联轴器、夹壳联轴器等。
挠性联轴器:无弹性元件的挠性联轴器,不仅能传递运动和转矩,而且具有不同程度的轴向、径向、角向补偿性能包括齿式联轴器、万向联轴器、链条联轴器、滑块联轴器等。
有弹性元件的挠性联轴器,能传递运动和转矩;具有不同程度的轴向、径向、角向补偿性能;还具有不同程度的减振、缓冲作用,改善传动系统的工作性能,包括各种非金属弹性元件挠性联轴器和金属弹性元件挠性联轴器,各种弹性联轴器的结构不同,差异较大,在传动系统中的作用亦不尽相同.二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
电机联轴器找正的方法及标准
电机联轴器找正的方法及标准一、联轴器1、什么是联轴器:联轴器属于机械通用零部件范畴,用来联接不同机构中的两根轴(主动轴和从动轴)使之共同旋转以传递扭矩的机械零件。
在高速重载的动力传动中,有些联轴器还有缓冲、减振和提高轴系动态性能的作用。
联轴器由两半部分组成,分别与主动轴和从动轴联接。
一般动力机大都借助于联轴器与工作机相联接,是机械产品轴系传动最常用的联接部件。
20世纪后期国内外联轴器产品发展很快,在产品设计时如何从品种甚多、性能各异的各种联轴器中选用能满足机器要求的联轴器,对多数设计人员来讲,始终是一个困扰的问题。
常用联轴器有膜片联轴器鼓形齿式联轴器,万向联轴器,安全联轴器,弹性联轴器及蛇形弹簧联轴器。
2、联轴器工作原理及用途(1)联轴器功能用来把两轴联接在一起,机器运转时两轴不能分离,只有机器停车并将联接拆开后,两轴才能分离。
(2)联轴器的类型联轴器所联接的两轴,由于制造及安装误差,承载后的变形以及温度变化的影响等,会引起两轴相对位置的变化,往往不能保证严格的对中。
根据联轴器有无弹性元件、对各种相对位移有无补偿能力,即能否在发生相对位移条件下保持联接功能以及联轴器的用途等,联轴器可分为刚性联轴器,挠性联轴器和安全联轴器。
联轴器的主要类型、特点及其在作用类别在传动系统中的作用备注刚性联轴器:只能传递运动和转矩,不具备其他功能包括凸缘联轴器、套筒联轴器、夹壳联轴器等。
挠性联轴器:无弹性元件的挠性联轴器,不仅能传递运动和转矩,而且具有不同程度的轴向、径向、角向补偿性能包括齿式联轴器、万向联轴器、链条联轴器、滑块联轴器等。
有弹性元件的挠性联轴器,能传递运动和转矩;具有不同程度的轴向、径向、角向补偿性能;还具有不同程度的减振、缓冲作用,改善传动系统的工作性能,包括各种非金属弹性元件挠性联轴器和金属弹性元件挠性联轴器,各种弹性联轴器的结构不同,差异较大,在传动系统中的作用亦不尽相同•二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
电机找正工法

电机找正工法近几年宝冶的市场迅猛发展,检修分公司也不例外。
目前,已在包括沙钢、湘钢、宁钢、邯钢、日钢、南通、鄂钢、上海益昌、特钢等10多个钢铁厂成立了检修大队或者项目部。
检修市场的不断发展壮大,而员工的技能培训工作却跟不上市场扩张的节奏。
在检修施工现场体现为员工的技术素质低,劳动效率低,甚至因为施工方法的不妥或者不当,而严重影响到施工工期。
电机找正方法落后或凭感觉施工是目前班组普遍的现象,经过多年的实践和探索,编制一种较为简单、易懂的电机找正工法。
一、特点通俗、易懂、可操作性强,大大提高了工作效率,减轻了劳动强度。
二、适用范围适用于设备检修和设备安装后的电机找正,特别适用于大型电机的找正。
三、工艺原理1、相似三角形2、杠杆原理四、工艺流程的操作要点(1)工艺流程(以设备检修为例)(2)操作要求基本要求:A、1、施工人员对百分表的基本原理有所了解,能正确使用百分表,对测量的数据会做记录,数据分析后对设备和电机间的相互空间位置有概念。
2、测量前后,所有的地脚螺栓必须紧固到位,避免数据失真。
3、接手间的端面间隙,根据图纸要求或根据调整前的原始数据须得到保证,避免过大或过小。
4、找正允许值。
B、为提高效率,一般采用二块百分表同时测量,百分表A测量径向偏差a,在180度方向的百分表B测量端面偏差s,为减小联轴加工时产生的圆跳动及平面跳动,尽量让两边的联轴节向着相同的方向一起旋转。
(如一侧无法转动,则百分表磁性表座架设于能转动侧的半联轴节上)先测得百分表A和B在0度到180度两个方向的a1与s3(一般设置为先归零),然后将两半联轴节依次旋转到90度,180度,270度,360度(0度)四个位置,分别测出a2、a3、s1、a4、s2,将测出的数值记在记录图中,如下图所示:百分表架设示意图数据记录图特别注意:百分表旋转360度后,百分表测量指针归零,测得的数值应符合下列条件:a1+a3=a2+a4,s1+s3=s2+s4比较径向a和端面s在对称方向上的偏差,若径向偏差(a1-a3)/2和(a2-a4)/2小于端面偏差s1-s3和s2-s4同时小于规定的技术要求,则示为合格,否则要进行调查分析。
电机找正
两轴绝对准确的对中是难以达到的,对连续运转 的机器要求始终保持准确的对中就更困难.各零部 件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机 器产生的位移及基础的不均匀下沉等,都是造成不 易保持轴对中的原因。
位 不心 轴心 情中 移 共线 中线 况心 , 线在 心有 最线 又 ,联 线径 理完 有 有轴 是向 想全
;
六、两联轴节的找正步骤及计算方法:
1、初步找正: (1)根据要求(或电机拆御前测量 的轴向间隙)用游标卡尺(或塞尺) 调整好电机(联轴节和负载联轴节 的间隙)。 (2)两联轴节不必转动,以直尺靠 在两联轴节的外圆表面上,按上、 下、左、右次序调整,直至二外圆 表面平齐为止。
•振动力促使电机绝缘缝隙增大,外界粉尘和水份 侵入,使绝缘电阻降低,泄漏电流增大,最终导 致绝缘击穿;
•对于带碳刷电机,会造成滑环表面有凹坑、麻点 ,到表面烧损及跳弧现象发生。
三、理想的定心(找正)方法:
设想固定在轴端周围有一个点P,当轴带动 点P旋转的时候(假设轴没有发生轴向窜动) , 点P的轨迹将成一个圆,此圆心和轴的轴心线 是完全一致的,而且圆的轨迹平面和轴心线是 完全垂直的。这是我们找正的理论依据。 在实际定心中,点P可由上联轴器外圆的某一 点代替。找正工作有两个要素:一是使两个轴的 轴心线平行,另外是使两个轴的轴心线相交。当 两条轴心线是在一条直线上,找正工作也就完成 了。
2. 联轴器直径400以 外
3. 联 轴 器 直 径 400600mm
4. 联 轴 器 直 径 6001000mm
0.08 直 径 150mm 以 内 每 增 加 同左 100mm 的 直 径 , 增 加 误 差
电机联轴器找正的方法及标准
(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
(3)百分表测量法把专用的夹具(对轮卡)或磁力表座装在作基准的(常是装在电动机转轴上的)半联轴器上,用百分表测量联轴器的径向间隙和轴向间隙的偏差值。
此方法使联轴器找正的测量精度大大提高,常用的百分表测量方法有四种。
A双表测量法(又称一点测量法) :用两块百分表分别测量联轴器外圆和端面同一方向上的偏差值,故又称一点测量法,即在测量某个方位上的径向读数的同时,测量出同一方位上的轴向读数.具体做法是:先用角尺对吊装就位准备调整的电机上的联轴器做初步测量与调整。
然后在作基准的主机侧半联轴器上装上专用夹具及百分表,使百分表的触头指向电动机侧半联轴器的外圆及端面,如图所示。
D---------------------------联轴器的计算直径(百分表触点,即测点到联轴器中心点的距离),mm;L1--------------------------支点1到联轴器测量平面间的距离,mm;L2--------------------------支点1与支点2之间的距离,mm;应用上式计算调整量时的几点说明:1)式中s1,s3,a1,a3是用百分表测的读数,应包含正负号一起代入计算公式。
2)H的计算值是由两项组成,前项L(s1-s3)/D中,L与D不可能出现负值,所以此项的正负决定于(s1-s3)。
S1-s3>0时,前项为正值,此时联轴器的轴向间隙呈形状,称为“上张口”;S1-s3<0时,前项为负值,联轴器的间隙呈形状,称为“下张口”。
电机联轴器找正的方法及标准
二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.电机联轴器找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺(2)用中心卡及塞尺找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作。
图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。