氟橡胶与金属的硫化粘合剖析
橡胶与金属热硫化粘接剂性能研究
第4期2023年8月机电元件ELECTROMECHANICALCOMPONENTSVol 43No 4Aug 2023收稿日期:2023-03-17橡胶与金属热硫化粘接剂性能研究王 璐1,韩继先1,孙海航1,冯柏润2,姜睿智1(1.沈阳兴华航空电器有限责任公司,辽宁沈阳,110144;2.空军装备部驻沈阳地区第三军代表室,辽宁沈阳,110144) 摘要:介绍了橡胶与金属热硫化粘接的基本机理及破坏类型,采用不同的双涂体系热硫化胶粘剂,对比研究三元乙丙橡胶、天然橡胶、氯丁橡胶、丁腈橡胶与金属(铜合金H62镀镍)的粘接性能。
结果表明:当用于铜合金镀镍件与三元乙丙橡胶、天然橡胶、氯丁橡胶粘接时,Polyton813、821和Chemlok205、6150的粘接性能相近,剥离试验后的破坏类型相同;当用于铜合金镀镍件与丁腈橡胶粘接时,Chemlok205、6150的粘接性能优于Polyton813、821;经过环境试验后,金属基体与橡胶的剥离强度普遍大于环境试验前的剥离强度。
关键词:橡胶;金属;热硫化胶粘剂;粘接性能Doi:10.3969/j.issn.1000-6133.2023.04.013中图分类号:TP391 9 文献标识码:A 文章编号:1000-6133(2023)04-0046-031 引言橡胶与金属是两种不同性质的材料,它们的化学结构和机械性能有着很大的差别[1]。
借助硫化橡胶与金属的粘接,可以使两种材料结合制得具有不同构型和特性的复合件,不仅增加了橡胶的抗震性能、绝缘性能、密封性能等,同时也增加金属的刚性和强度等性能[2,3]。
橡胶与金属热硫化粘接已广泛应用于许多工业领域,如航空、航天、电子、机械、船舶等,其粘接性能的好坏对粘接复合件的使用性能和可靠性起着关键性作用。
热硫化胶粘剂主要包括酚醛树脂、多异氰酸酯和卤化聚合物三大类,目前常用的进口热硫化胶粘剂主要有美国的Chemlok(开姆洛克)系列、Thixon(罗门哈斯)系列,德国的Chemosil(汉高)系列等,其有效粘接体系一般都为双涂层粘接体系[4]。
谈橡胶材料与金属热硫化黏合
谈橡胶材料与金属热硫化黏合在现代社会各应用领域,,以高分子材料橡胶与不同种类金属生产金属黏合橡胶产品,越来越被广泛应用.因为有的配件结构设计,既要求具有橡胶的高弹性,又要求具有金属的刚性,这就需要橡胶与金属材料复合.众所周知,橡胶的杨氏模量约为IMPa,而金属材料的榻氏模量可达IOOOOoMPa.要使相对于金属,硬度低得多的有机高分子橡胶材质和高硬度金属粘合在一起,又能经得起要求的特定工况条件和介质的考验,而不会剥离,黏合工艺技术,则是最为关键.理想的黏合是要达到即使用强力把橡胶表层划坏了,底层橡胶依然紧紧粘贴在金属件表面.橡胶与金属热硫化型黏合,和橡胶与金属非硫化型”冷黏”,在黏合基理上有着明显不同,硫化型黏合,是通过热反应形成交联过程的化学反应.而非硫化型橡胶与金属黏合,则是与产生物理上表面张力现象有关.橡胶与金属热硫化黏合工艺,己有一百多年历史,从以硬质橡胶[硬度高的胶与金属黏合力优于硬度低的橡胶]或以^铜法[铜与天然橡胶黏合力较好]发展到用环化橡胶法,蛋白质法,配合炭黑配合法,多粘接层法,窗化橡胶法,酚醛树酯法和直至现在广为应用的异氟酸酯法和有机硅氧烷及有机钛酸酯法.在橡胶与金属热硫化黏合成各类制品中,最常用的橡胶是NR,SBR5NBR,CR,HNBR,FKM,MQ,EPDM等,与之相黏合的金属配件有铝件,铜件,铁件,铸铁件,不锈钢件等.这些金属配件在与橡胶黏合之前,都要对其表面进行处理.同时表面处理好与差,将直接影响橡胶与金属的粘合强度与耐久性,甚至使用寿命.因为从金属层面微观来看,金属表面层往往存在附有的油脂,锈斑,而金属下面一层则是O2,N2,CO2等各种气体的吸附层,再往下一层则是氧化层,而氧化层下还存在着一至十纳米厚的“拜耳贝层”,再其下是加工硬化层,在这几层之下,才露出“庐山真面目”--金属的基体.金属表面所存在的上述几层微观结构,都会影响橡胶与金属的热硫化粘合.而金属件的表面处理目的就是要改变其表面的结构状态,以获得清洁,干燥,粗糙和具有活性的新表面,有利于胶粘剂对金属件的浸润,扩散,和渗透.提高金属件与橡胶胶料之间的黏合强度和耐久性.一般使用丙酮,汽油脱脂,清洁,再用打磨喷砂除锈,还可用化学原理氧化还原反应,如酸蚀,磷化,阳极化处理,去除金属件污垢,活化和糙化金属件表面,利于黏合.在橡胶与金属热硫化使用的黏合剂方面,随着科学进步与发展,新型的黏合剂不断在开发,并形成了针对不同胶种,不同金属黏合的系列产品,但这些黏合剂虽然生产厂家不同,但基本包含下列组分.1,碳-卤素的离解能较低的含卤成膜聚合物2胶膜增塑剂,如极性弹性体丁碣橡胶,PVC,甲基乙烯基毗噬橡胶,以及不同卤化度的各类橡胶和酯3黏合增进剂,芳香族的硝基化合物,对醍二后与氧化剂并用,间苯二酚与六亚甲基四胺的分子络合物,及黏合活性的合成树脂和偶联剂.4,胺类,含氮化合物,金属氧化物等交联剂.5,热稳定齐IJ,如金属盐,环氧化合物,胺等.6,填充剂如炭黑,白炭黑等.7,混合有机溶剂.特别是含氯丁二烯的均聚物与氯化橡胶并用,能配制出对橡胶与金属件具有优良的黏合力的单堡层型胶黏剂.现时常用的橡胶与金属件黏合剂有单壅和双壅[底壅和面壅]之分,底壅胶中含有一些可以与金属表面形成坚固而又持久黏结的,易于形成薄膜聚合物,有利于与面壁胶黏合.而面壅胶中含有的聚合物既要与底壅相容,又要与胶料黏结.使用Ia化橡胶,可以屏障化学介质对黏结键的侵蚀.而面壅胶中含有高效硫化体系,它同时与黏合剂的聚合物及被黏胶料进行交联反应.单壅黏合剂生产操作相对简化,成本比双壅低,但双壅[底壅,面壅]持黏性及耐工况环境,相对比单堡略胜一筹.可根据实际情况选用单壅或底壅加面壁.对于配制橡胶与金属黏结的胶黏剂,技术含量高,工艺复杂,不如买商品化成品.如Chem1ok t TyIok j MetaIok j Thixon等公司制造的胶黏剂可靠性较好.可以根据模压方式[压缩,注射,转移]胶料品种,选择对应的专用黏合剂.并要按规定的操作方法去使用.橡胶与金属热硫化黏合,是一门复杂,多学科交叉的科学,它包含着橡胶物理化学,表面处理科学,冶金学,黏合科学,及橡胶加工热反应工程,涉及多种相互作用.在进行橡胶与金属热硫化黏结工艺流程中,必须要严格清洗处理,选对胶黏剂,调节好与之匹配的不影响黏合的胶料,掌握好全过程质量及工艺控制,不放过每一个细节,这样黏合才有保证.。
橡胶与金属粘接不良的原因和措施
橡胶与金属粘接不良的原因和措施一、橡胶与金属的粘接原理:橡胶与金属的粘接是橡胶制品生产的一个重要环节,橡胶与金属的粘接原理普遍认为在低模量的橡胶与高模量的金属之间,胶粘剂成为模量梯度,以减少粘接件受力时的应力集中。
胶粘剂分子一端为极性基团与金属亲和物理性吸附存在,另一端为非极性基团与橡胶亲和以共价键形式存在,因此常用双涂型胶浆的底涂或单涂型胶粘剂与金属表面之间主要通过吸附作用实现粘接。
底涂型和面涂型胶粘剂之间,以及胶粘剂与橡胶之间通过相互扩散作用和共交联作用而实现粘接。
二、橡胶-金属粘接不良的表现形式及原因分析1、橡胶-金属粘接不良的表现形式主要有粘接强度不够、脱胶、边缘欠皮、粘接面气泡等。
粘接强度不够表现为粘接面有橡胶吸附但没有完全覆盖金属表面,分散较均匀。
脱胶是指金属表面与胶粘剂没有发生粘接或胶粘剂与橡胶没有粘接,前者表面可见明显金属光泽,橡胶表面光滑有胶粘剂吸附层;后者骨架表面有胶粘剂吸附且骨架表面光滑,而橡胶表面较涩有橡胶手感。
边缘欠皮是指产品边缘橡胶与骨架粘接处部分脱胶,而内部粘接良好,是脱胶在产品局部有规律的出现。
粘接面气泡是指在粘接面内部有气泡导致产品局部脱胶。
2、产生粘结强度不够的主要原因2.1骨架表面及涂胶层污染或者粗糙度不够,使胶粘剂与金属吸附面积不足;2.2骨架表面磷化膜局部破损,导致吸附能力降低;2.3骨架涂胶层过硫,使胶粘剂分析部分失去活性或者活性降低,从而减小了粘接共价键的形成,因此降低粘接力即粘接强度;2.4骨架涂胶层过薄或双涂层中任何一层过薄,使单位面积上有效的活性基团数量不足,导致粘接力下降;2.5胶粘剂过期失效或牌号选择错误,使胶粘剂失去活性导致粘接或错误的粘接剂没有与橡胶材料形成足够强度的共价键粘接;2.6产品欠硫或过硫会导致部分共价键不稳定或没有形成足够的共价键,使粘接强度下降,过硫会使形成的共价键部分断裂造成粘接强度下降;2.7摆放骨架的时间过长,会使胶粘剂分子失去活性不能与橡胶形成共价键,同时对金属的吸附能力降低都会降低粘接强度;2.8注射压力过低会导致分子布朗运动不足,从而减少了共价键形成的机会和数量,从而导致粘结强度下降,因此硫化三要素对粘接影响非常大,在实际工作中不容忽视;2.9型腔密封不良,会导致型腔内橡胶压力不足,从而影响粘接强度;10、坯料量偏少或不足会导致型腔压力不足,从而影响粘接强度;2.10胶料污染也会导致粘接强度不够,如丁腈橡胶内混入氟橡胶会导致丁腈橡胶粘接强度下降。
橡胶与金属的硫化粘结详解
橡胶与金属的硫化粘结详解橡胶和金属是两种不同性质的材料,将两者很好地粘接可以制得具有不同构型和特性的复合件,这种复合体系在工业中有着广泛的用途,如汽车工业、机械制造工业、固体火箭发动机的柔性接头、桥梁的支撑缓冲垫等。
橡胶与金属之间化学结构和力学性能巨大的差异,使获得具有高强度的粘接有着很大的困难。
研制出高性能粘接和适用范围更广的新型胶粘剂始终是研究的热点。
借助于胶粘剂在硫化过程中将橡胶与金属粘接起来是目前采用的基本方法之一。
本文将就其进展进行综述。
1金属-橡胶粘接体系发展现状橡胶与金属之间的粘接已有很久的历史,可以追溯到1850年,目前采用的粘接方法可分为直接粘接法、硬质橡胶法、镀黄铜法和胶粘剂粘接法。
直接粘接法工艺简单,操作方便,将粘接材料表面进行适当处理后直接在加热加压过程中实现粘接。
可通过在橡胶中加入一些组分、在胶料表面涂偶联剂或对对橡胶进行环化处理等来提高橡胶与金属的粘接性能。
尹寿琳、陈日生等在天然橡胶中加入多硫化合物粘合剂B和酸性化合物助剂C,用此粘合A3钢板作挖泥泵耐磨衬里,挖泥1000h以上未发现橡胶与金属脱开。
此法不足的是,处理的金属件要尽快与胶料粘接,以免金属表面深层氧化;在胶料中添加一些多价金属的有机盐和无机盐,虽可提高粘接效果,但会改变橡胶材料原先的物理机械性能,且造成出模困难。
硬质橡胶法是最古老的粘接体系,在金属表面贴一层硫磺含量较高的硬质胶料或一层硬质胶浆,通过硫化使橡胶与金属粘接起来,硬质橡胶法粘接力较强,工艺简便,适于粘接大型制件,但是不耐冲击和震动,60℃以上粘接强度发生显著下降。
镀黄铜法较硬质橡胶法有较好的耐高温性,黄铜或表面镀黄铜金属件不同胶粘剂,借助于被粘橡胶中的硫磺扩散到金属表面与CuO、ZnO结合形成界面粘接层与橡胶产生牢固粘合,至今在轮胎工业中钢丝圈的粘接、钢丝帘线与帘布层胶的粘接、内胎气门嘴的制造中仍采用此法。
胶粘剂法是目前应用最广和最有效的方法,已经历了酚醛树脂、多异氰酸酯、卤化橡胶、特种硫化剂的卤化橡胶、硅橡胶和水基胶粘剂等不同的发展阶段。
氟橡胶_金属胶粘剂的研究

第28卷 第4期2008年8月 航 空 材 料 学 报JOURNAL OF AERONAUTI CAL MATER I A LSVol 128,No 14 August 2008氟橡胶2金属胶粘剂的研究颜录科1,2, 寇开昌1, 哈恩华3(1.西北工业大学理学院应用化学系,西安710072;2.长安大学材料科学与工程学院道路材料工程系,西安710064;3.北京航空材料研究院,北京100095)摘要:针对氟橡胶与金属的粘接难题,制备改性Che m l ok 607,OG,OG ’和OGs 四种胶粘剂,与国内合神F A 21、国外Chem l ok 607胶粘剂进行对比研究。
结果表明,这四种胶粘剂用于未硫化氟橡胶与金属粘接时拉剪强度均远大于F A 21和Che m l ok 607。
改性Che m l ok 607胶粘剂较好地解决了硅烷类胶粘剂与金属粘接性不好的问题。
OG,OG ’和OGs 胶粘剂均可直接用于未硫化氟橡胶与金属的粘接,也可用于硅橡胶的粘接,是氟橡胶与金属粘接用的优良胶粘剂,目前已试用于汽车同步环中氟橡胶与金属的粘接。
通过热失重分析(TG A )研究表明,OG,OG ’和OGs 胶粘剂固化物具有较高的耐热性及热稳定性。
二氨基二苯砜(DDS )固化时会与氟橡胶在粘接界面处生成配位键,改善与氟橡胶的粘接性能,提高粘接强度。
关键词:氟橡胶;金属;胶粘剂;Che m l ok 607;F A 21;环氧树脂中图分类号:T Q433.4+3 文献标识码:A 文章编号:100525053(2008)0420065205收稿日期:2007203217;修订日期:2007212208作者简介:颜录科(1979—),男,博士研究生,主要从事含氟聚合物的研究,(E 2mail )yanlk_79@hot m ail 1com 。
一般来说,氟橡胶2金属胶粘剂应具有良好的耐热性以有效保持氟橡胶的独特性能,且对氟橡胶粘接性能优异。
氟橡胶-金属粘接剂研究1
O G胶粘剂、 G 胶粘剂均可直接用于未硫化氟橡胶与金属的粘接, Os 也可用于硅 橡胶的粘接,是目 前应用于氟橡胶一 金属粘接的较理想胶粘剂,已试用于汽车同
步环中氟橡胶与金属的粘接。 文中有关粘接机理的研究, 对同类胶粘剂的研究具
有参考价值。
关键词:氟橡胶,金属,胶粘剂,粘接,改性,C e l 67 F - hmo 0 , 1 k A
6 P, M a 略低于O G胶, G 胶配制工艺简单、 但O s 溶剂用量少, 减少了 环境污染,
降低 了成本 。
西能工业大学 硕士学 位论文
在相同 试验条件下, M胶粘剂、G胶粘剂、G 胶粘剂与国内 将F O Os 合神F - A1
胶粘剂、国外 C e l 67 hmo 0 胶粘剂进行氟橡胶 ( k 胺类硫化、双酚 A F硫化)与金 属粘接试验, 其拉剪强度均远大于 F -和 C e l 67 通过热失重分析(G ) A 1 hmo 0 。 k TA 研究表明:O G胶粘剂与 O s G 胶粘剂固化物具有较高的耐热性及热稳定性。 综上所述,F M胶粘剂较好地解决了硅烷类胶粘剂与金属粘接性差的问题;
扫描电 (E 与电 镜 SM) 子能谱研究发现: ①增粘剂不仅促进了O G胶与金属的粘 接, 还参与了 氟橡胶的粘合与硫化反应。 ②固化剂双氰胺 ( IY 及其分解产 DC )
物单氰胺均属于伯胺, 易于向树脂内扩散, 也易于向橡胶层扩散, 不但可与环氧
基迅速进行加成反应, 而且也会与氟橡胶在粘接界面处生成配位键, 改善与氟橡
胶的粘接性能、提高粘接强度,这与配位键理论相一致。 用酚类化合物对胶粘剂树脂基体进行化学改性,配制了 O s G 胶粘剂,通过 D C FI U S , R及 V对其进行了研究。结果表明:O s T G 胶与 O G胶具有相同的固 化工艺和粘接机理,用于胺类硫化的氟橡胶与金属粘接时的平均拉剪强度大于摘要 Nhomakorabea摘
氟橡胶金属胶粘剂的研究(精品论文)

西北工业大学硕士学位论文
2.4)。
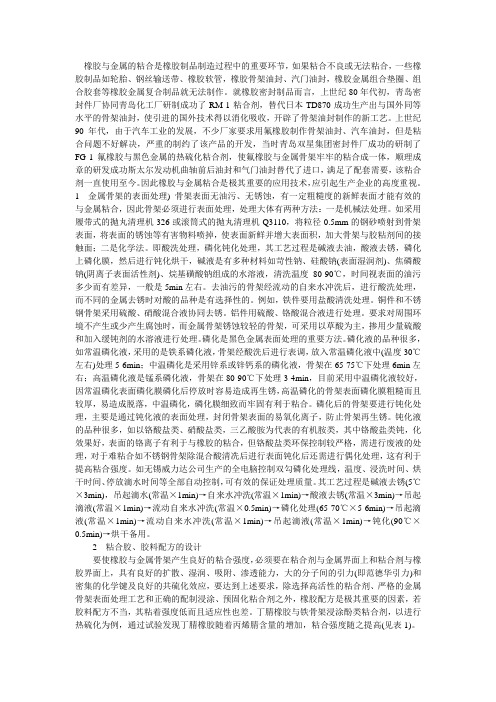
即通过胶粘剂与金
属橡胶两界面之间的吸
附、扩散、交联反应以及
橡胶内部和胶粘剂内部的
硫化反应,从而产生相当
高的粘接强度。
金属与胶
粘剂之间主要靠吸附(物
理吸附和化学吸附)作用圈2-4豫胶-金属硫化粘接结构
而实现粘接。
胶粘剂与橡胶之间通过相互扩散、渗透、共交联作用而实现粘接。
在低模量的橡胶与高模量的金属之间,胶粘剂形成模量梯度,以减少粘接件受力时的应力集中,使金属与橡胶复台件具有很好的机械性能p引。
另外,橡胶与金属的粘接,采用的粘接方法不同.其粘接机理也会有所不同。
不同粘接方法的粘接机理如表2.22所示【401。
表2.22常用橡胶与金属粘接方法的粘接机理
2.4.3氟橡胶粘接机理
若从热力学或界面科学的角度来说,氟橡胶界面无明显有助于机械结合的效应,几乎无粘接可能。
不同的两个表面接触时,两界面生成的结合力非常小。
如表2—23所示,从界面科学来讲,当两个表面的表面张力(y)相近时,界面生成的剩余能(△F)最小,界面的结合力最大。
根据热力学第二定律,不同表面相接触时,容易引起两者分子的混合,当两者引力常数相同。
溶解度参数(6)相近时,无论从界面科学还是从热力学观点讲所得到的结论均相同。
在氟橡胶中8F:≠8M和7F#TM,无论是依据热力学,还是依据界面科学,界面结合力几乎没有。
从物理学的角度讲,不同的两个表面接触时,两界面生成的结合力非常小,因此不同的材料就不能粘接。
但若使粘接界面发生化学反应,这就远远超出热力。
橡胶与金属的粘合是橡胶制品制造过程中的重要环节
橡胶与金属的粘合是橡胶制品制造过程中的重要环节,如果粘合不良或无法粘合,一些橡胶制品如轮胎、钢丝输送带、橡胶软管,橡胶骨架油封、汽门油封,橡胶金属组合垫圈、组合胶套等橡胶金属复合制品就无法制作。
就橡胶密封制品而言,上世纪80年代初,青岛密封件厂协同青岛化工厂研制成功了RM-1粘合剂,替代日本TD870成功生产出与国外同等水平的骨架油封,使引进的国外技术得以消化吸收,开辟了骨架油封制作的新工艺。
上世纪90年代,由于汽车工业的发展,不少厂家要求用氟橡胶制作骨架油封、汽车油封,但是粘合问题不好解决,严重的制约了该产品的开发,当时青岛双星集团密封件厂成功的研制了FG-1氟橡胶与黑色金属的热硫化粘合剂,使氟橡胶与金属骨架牢牢的粘合成一体,顺理成章的研发成功斯太尔发动机曲轴前后油封和气门油封替代了进口,满足了配套需要,该粘合剂一直使用至今。
因此橡胶与金属粘合是极其重要的应用技术,应引起生产企业的高度重视。
1 金属骨架的表面处理) 骨架表面无油污、无锈蚀,有一定粗糙度的新鲜表面才能有效的与金属粘合,因此骨架必须进行表面处理,处理大体有两种方法:一是机械法处理。
如采用履带式的抛丸清理机326或滚筒式的抛丸清理机Q3110,将粒径0.5mm的钢砂喷射到骨架表面,将表面的锈蚀等有害物料喷掉,使表面新鲜并增大表面积,加大骨架与胶粘剂间的接触面;二是化学法。
即酸洗处理,磷化钝化处理,其工艺过程是碱液去油,酸液去锈,磷化上磷化膜,然后进行钝化烘干,碱液是有多种材料如苛性钠、硅酸钠(表面湿润剂)、焦磷酸钠(阴离子表面活性剂)、烷基磺酸钠组成的水溶液,清洗温度80-90℃,时间视表面的油污多少而有差异,一般是5min左右。
去油污的骨架经流动的自来水冲洗后,进行酸洗处理,而不同的金属去锈时对酸的品种是有选择性的。
例如,铁件要用盐酸清洗处理。
铜件和不锈钢骨架采用硫酸、硝酸混合液协同去锈。
铝件用硫酸、铬酸混合液进行处理。
要求对周围环境不产生或少产生腐蚀时,而金属骨架锈蚀较轻的骨架,可采用以草酸为主,掺用少量硫酸和加入缓钝剂的水溶液进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Viton?氟橡胶与金属的硫化粘合肖风亮广州机械科学研究院密封研究所(510700,广东,广州)摘要:讨论了Viton氟橡胶与金属的粘合,阐述了配方设计、粘合剂选择、骨架处理工艺方法、二段硫化、模腔压力等因素对粘合剂质量的影响。
分析了含一氧化铅难粘胶料的粘结方法关键词:氟橡胶,金属,粘合如果将金属表面作适当的处理并使用合适的粘合剂,就可实现氟橡胶与金属在模压硫化时获得良好的粘合效果。
对预混型氟弹性体(Viton E-60C,E-430,B-910)来说,要获得与金属良好的粘合效果,需要专门的配合才行。
下面就结合生产实际来阐述配合技术对粘合的影响。
以前专用于预混胶的硫化系统,现在可以用在所有的Viton?氟橡胶硫化系统中。
本文考察了硫化剂20#与硫化剂30#在Viton? A 和A-HV中所产生的影响。
金属的处理、粘合剂的选择、二次硫化条件均是影响良好粘合效果的重要的因素,本文也将分别给予详细的阐述。
在改善粘合性能方面,尤其针对难粘合应用方面,文中提供了一些技术数据。
这些应用包括低硬度或高硬度胶料、含有一氧化铅的胶料以及硫化过程中模腔压力较低时的情况。
1配方的影响1.1氧化镁/氢氧化钙酸吸收系统含硫化剂的氟橡胶通常与高活性氧化镁(一般为3份)和氢氧化钙(3~6 份)配合即可获得良好的贮存、加工与硫化性能。
然而采用这些酸吸收系统对于标准的粘合剂(例如Chemlok607或Chemosil511)来说,其粘合质量往往不均匀或者不理想,粘结状况取决于制品结构和生胶的选择。
采用高用量低活性氧化镁(15~17份)和低用量氢氧化钙(2份)能使绝大多数预混胶模压粘合性能获得改善。
以Viton E-60C、Viton E-430和Viton B-910为例,粘合性能的改善如表1所示。
表1低活氧化镁为酸性吸收剂的预混胶的粘合性能配方代号1A 1B 1C 1D 1EViton?E-60C 100 100 - - -Viton?E-430 - - 100 - -Viton?B-910 - - - 100 70Viton?A-HV - - - - 30低活性氧化镁- 15 15 15 15高活性氧化镁 3 - - - -氢氧化钙 6 2 2 2 2MT炭黑30 30 30 30 30棕榈蜡 1 1 1 1 1门尼焦烧,MS 121℃最小值38 40 30 71 74上升5个单位,min 45min内上升7 45min内上升245min内上升418 16上升10个单位时间,min 35 21 硫化胶的性能,模压硫化条件175℃×8min,二段硫化条件230℃×24h100%定伸强度/MPa 6.0 6.9 5.3 11.0 8.4拉伸强度/MPa 14.1 15.7 16.0 18.3 18.8扯断伸长率/% 180 180 210 160 190压缩永久变形,ASTM 方法B,25.4×3.5 O形圈200℃×70h 22 24 30 34 34粘合等级①模压轴封密封件175℃×8min硫化后跟部2② 3 3 3 1顶部 2 3 3 3 3唇基 2 3 3 3 3200℃×24h二段硫化后,升温速度是25℃/h跟部 2 3 3 3 0-1顶部 2 3 3 3 3唇基 2 3 3 3 3胶条与钢片粘结175℃×10min模压后0 4 4 4 40 4 4 4 4200℃×24h二段后,20℃/h升温速度①从金属上剥离胶料的主观等级,分别评价跟部、顶部和密封件唇基。
4----橡胶撕裂100%3----橡胶撕裂>90%2----橡胶撕裂≧75%1----橡胶撕裂25%~50%0----橡胶撕裂<25%②Viton?E-60C采用标准的酸吸收系统的配方1A在轴密封件中表现出良好的结合,但在实际生产中,模压条件不适宜时并不常常是这样。
这个试验结果表明通过硫化系统和粘合剂与粘合剂的合理搭配可获得良好的粘合效果。
低活性氧化镁和低用量的氢氧化钙组合对胶料加工性能的影响不大。
门尼焦烧时间也与标准配合的胶料相似,尽管在流变仪测试中扭矩的增长速率较慢,但制品适宜模压硫化时间仍与标准用量的高活性氧化镁和氢氧化钙的配方相似。
含低活性氧化镁的硫化胶表现出较高的拉伸强度,但在高温下压缩永久形变性通常会削弱5~10%。
在多数的粘结制品中,这一方面的要求并不十分苛刻。
1.2一氧化铅酸吸收系统采用一氧化铅作为吸酸剂的胶料比采用氧化镁的胶料要难粘得多。
这种胶料的粘合质量对硫化压力和粘结材质比较敏感。
仅仅使用一些通用的粘合剂,其结果是不能令人满意的。
可以使用一种专门配合的粘合剂来解决这个问题。
研究表明,填加少量的(约4份)氧化钙或无水硫酸锰,可大大改善含一氧化铅的胶料与金属的粘合能力,而仅稍微削弱了它的耐水性能。
氧化钙过多会引起硫化胶在蒸汽和酸类介质中的溶胀过大,因此当替代一个全部是氧化铅的胶料配方时,应当仔细的考虑一氧化铅/氧化钙填充的胶料是否适合该产品工况。
1.3生胶的选择通过混炼配合,目前的任何一种Viton?氟弹性体都可以选用原来预混胶的专用硫化系统。
这给聚合物/硫化剂系统的并用提供了广阔的范围,同时具有在Viton E-60C、E-430和B-910中表现出硫化速度快和焦烧安全性优良的特点。
在Viton? A和A-HV中添加含硫化剂的母胶后,与Viton?E-60C相比,表现出更优的粘合性能,但是Viton? A 耐压缩永久变形性能略差一些。
这种配合技术在使用氧化镁/氢氧化钙为吸酸剂的胶料中非常有效,但在全部使用一氧化铅为吸酸剂的系统中却无效。
1.4硫化剂与促进剂的比例硫化剂母炼胶(Curative30)和促进剂母炼胶(Curative20)用量可由配料员任意变更。
研究发现,在促进剂/硫化剂比例较高时,它能够改善Viton?氟橡胶在使用Chemlok?607或Chemosit511时的粘合性能,但会稍微降低压缩永久变形性能。
图1A到1F给出了硫化剂母炼胶对Viton ?A 和A-HV硫化胶性能的影响。
图1:硫化剂母胶的用量对Viton ?A 和A-HV硫化胶性能的影响测试配方:生胶100,MT炭黑30,高活性氧化镁3,氢氧化钙6,硫化剂如图所示。
一般推荐使用高用量的促进剂(Curative20)和低用量的交联剂(Curative30),不会过度的降低加工的安全性、压缩永久变形和其它物理性能。
尽管该技术已经在广泛应用,但它仍然存有不足。
在绝大多数使用中等到较高用量的填料和高活性氧化镁/氢氧化钙的胶料中是比较有效的;而当填料用量较低或一氧化铅为吸酸剂的胶料中却不是很有效的;当模腔压力特别低时也是无效的。
这种硫化系统仅在Chemlok607/Chemosil511作为粘合剂时有效,当选用粘合剂为Thixon XAN-273/66时则没必要选用这种硫化系统。
1.5填料含有MT碳黑的胶料和含有相等体积份数的矿物填料(例如Wollastonite?P-4和硫酸钡)两者之间在粘合方面没有显著的区别(见表2)。
填料用量较高或较低(高于40份或低于15份MT碳黑或等体积的填充) 时,在生产某些制品时可能会表现出与金属粘合较为困难。
在此情况下,若使用一种Viton?预涂层(PLV-2000)或者Thixon XAN-273/66,均能有效的改善粘合性能。
表2:填料对粘合效果的影响配方编号2A 2BViton B-910 70 80Viton B 30 20低活性氧化镁15 17MT炭黑30 -Wollastonite?P-4 - 25硫酸钡- 25氧化铁红- 5氢氧化钙 2 2棕榈蜡 1 1粘合等级双唇轴封175℃×8min模压硫化后顶部 3 3底部 1 1唇基 3 3200℃×24h二段硫化后,25℃/h升温速度顶部 3 3底部 1 1唇基 3 3注释:粘合等级参阅表1,粘合剂是Chemosil 511/无水乙醇=50:50.1.6加工助剂推荐使用于Viton?氟弹性体的加工助剂(VPA-1,VPA-2,巴西棕榈蜡,季戊四醇,硬脂酸酯PET和低分子量聚乙烯),当用量不超过典型用量(不超过2份)时,通常不会影响到与金属的粘合性能。
在纯胶制品中,有时候使用酯类增塑剂作为加工助剂或调节收缩率,在与金属粘合的胶料中应避免使用,因为在硫化过程中,它们可能会渗出到胶料表面而使粘合更加困难。
2金属的处理2.1脱脂金属材料必须脱脂,建议采用适当的溶剂-蒸汽脱脂。
当用喷砂进行表面处理时,处理后骨架应进行再次的脱脂。
2.2表面处理机械处理与化学处理都可达到满意的效果。
通常优选机械法,因为它适用于多种金属材质中,如钢、不锈钢、铅和铝。
喷砂磨料优选氧化铝,不宜选用铁或钢的磨料,因为它们可能会引起腐蚀,磨料的尺寸应为40~60目。
使用较粗糙的磨料可能会导致金属表面不完全被粘合剂湿润,并且使粘合剂的涂层厚度不均匀。
太细的磨料也会在金属表面留下磨碎的氧化铝粉末,它在随后的脱脂中很难除掉。
化学法通常是为满足专门的材质而选用的,可参阅粘合剂供货商或特种金属的供应商的推荐意见。
2.3金属表面的磷化处理试验表明,改善含一氧化铅的胶料的粘合性能,可用如下方法:将喷砂和脱脂过的冷轧钢在5%的磷酸(H3PO4)中浸泡5-10分钟,水洗后在260℃空气烘箱中加热15-30分钟,然而涂粘合剂。
在烘箱烘烤的过程中很可能形成褐色到淡兰色紧密的粘结氧化物层。
这种钝化的表面与很多粘合剂都很容易粘合,然而,如果表面锈蚀仍会引起的粘合失效,这是含一氧化铅胶料过早的发生粘结破坏的一个主要原因。
3粘合剂3.1类型粘结Viton?胶料与金属最佳的粘合剂是有机硅烷合成物。
优选的材料有Chemlok?607或Chemosil511以及Thixon XA V-273/66。
Chemlok?607和Chemosil511被看作是同一种材料,它们唯一的不同点是溶剂的差异。
Chemlok?607用的是甲醇;Chemosil511用的是乙醇。
它们都是洁净型的单组份粘合剂。
Thixon XA V-273/66是双组分的粘合剂,当混合以后,它的储存期根据贮存环境的不同约为2~7天。
由于操作方面有所不同,下面将分述这两种粘合剂的使用。
总地来说,Chemlok/Chemosil 粘合剂使用方便,贮存期长,产品外观漂亮。
Thixon粘合剂使用前要将两组分进行预混,贮存期短,硫化过程中容易被胶料带走,除非经过150℃×10min的干燥,由于它有颜色,所以制品的外观也不好。
通过粘合剂的稀释,可以有效的改善制品的外观。
然而Thixon粘合剂对配方的适应性以及耐热性能均优于Chemlok/Chemosil 粘合剂。