回流焊测温技术作业指导书教学提纲
SMT回流焊温度曲线测试操作指导书—范文

SMT回流焊温度曲线测试操作指导书一范文一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试三、职责:无四、作业内容:4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义回流焊标准温度曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:回流焊标准测温点4.2.4 一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
回流焊测温技术作业指导书共45页文档

谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
回流焊测温技术作业指导书
11、用道德的示范来造就一个人,显然比用法律来约束他更有价值。—— 希腊
12、法律是无私的,对谁都一视同仁。在每件事上,她都不徇私情。—— 托马斯
13、公正的法律限制不了好的自由,因为好人不会去做法律不允许的事 情。——弗劳德
14、法律是为了保护无辜而制定的。——爱略特 15、像房子一样,法律和法律都是相互依存的。——伯克
55、 为 中 华 之 崛起而 读书。 ——周 恩来
ห้องสมุดไป่ตู้
回流焊作业指导书
制程别发行版本发行日期页数SMT A011/1
站别
6 作 业 指 导 书Standard Operation Procedure 文件编号
机种AM8726M 通用作业说明Operation Instruction
站名回焊炉
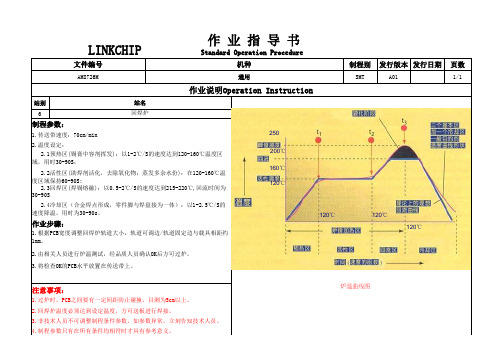
制程参数:1.传送带速度:70cm/min 2.温度设定: 2.1预热区(锡膏中容剂挥发):以1-2℃/S的速度达到120-160℃温度区域,用时30-90S;1.根据PCB宽度调整回焊炉轨道大小,轨道可调边/轨道固定边与载具相距约1mm。
2.由相关人员进行炉温测试,经品质人员确认OK后方可过炉。
3.将检查OK的PCB水平放置在传送带上。
2.2活性区(助焊剂活化,去除氧化物;蒸发多余水份):在120-160℃温度区域保持60-90S;
2.3回焊区(焊锡熔融):以0.5-2℃/S的速度达到215-220℃,回流时间为30-90S
2.4冷却区(合金焊点形成,零件脚与焊盘接为一体):以1-2.5℃/S的速度降温,用时为30-90s。
作业步骤:
3.非技术人员不可调整制程条件参数,如参数异常,立刻告知技术人员。
4.制程参数只有在所有条件均相符时才具有参考意义。
注意事项:
1.过炉时,PCB之间要有一定间距防止碰撞,目测为5cm以上。
2.回焊炉温度必须达到设定温度,方可送板进行焊接。
炉温曲线图120℃160℃
250
120℃120℃
120℃200℃。
回流焊测温作业指导
作 业 指 导 书
工程名称 版本 A 回流焊(Heller 1809)测温 修改内容 新制订
版
本
A
首版日期 页 编制 序 审核 批准 1 of 4 日期
电 子( 深 圳 )有 限 公 司
文件编号
作 业 指 导 书
工程名称 一、目的
规范和指导 SMT 回流焊的温度操作。
版
本
A
首版日期 回流焊(Heller 1809)测温 页 序 2 of 4
运行(特别注意待测温板进入第
一区域方可点击运行键)
4.或使用 JIC 专用测温仪器测量其温度
4.1 、 K 型 热 电 偶 探 测 线 头
(如图 4) ,将“+” “-”极用螺丝刀拧紧接入。
(图 4)
4.2、将测温仪接口与笔记表电脑连接起来(如图 5)
(图 5)
4.3、程序操作步骤: 1)双击笔记本 WINDOWS 窗口上的“WAVE THERMO”软件→进入“WAVE THERMO-CHARTOO.CHT”界面。 2)按键盘“Ctrl+N”一次(新建作成)→按键盘“F5” (表示设定)→点击“CO 1”→CH CO1“ ”→“K 热电偶” →“记录范围”将最高温度设为 280℃,最低温度设为 0℃ 3)以上设置表示第 1 条测温线设定成功,设置多根以上,则“点击 CO2、CO3„„”其中将每根测温线的颜色更改 项更换即可→点击“OK” ,进入准备状态 4)运行:以上工作全部准备完善后,点击测温系统界面 运行(特别注意待测温板进入第一区域方可点击运行键)
六、要求及事项: 1.当发现机器出现异常情况,如:闻到臭味、链条停止转动、机器停电、无故按动红色紧急键时,应立即通知技
术人员及时处理
回流焊测温技术作业指导书

测温板的制作2
1、ME工程师根据烘炉温度曲线审核标准和客户的要求,指导工艺员制作 温度曲线测 试工艺,工艺员在取测试点应考虑公司对温度测试技术要 求: a. 温度曲线各测试点必须能体现出整块板的温度状况; b. 必须至少有一个点为整块板上吸收热量最大的元件; c. 必须至少有一个点为整块板上吸收热量最小的元件; d. 取测试点尽可能考虑到焊热电偶时不会碰到其他元器件。 2、温度曲线测试 员严格按工艺要求制作测试板, 2.1.具备的材料(焊锡丝),了解产品是为无铅、无毒、有铅、有毒产品; 2.2.使用工具:烙铁(注意温度范围)、热电偶、传感器,防静电手环; 2.3.根据测试点工艺取点焊接,一般焊点都要对角焊接; 2.4.传感器的焊点必须同时接触元件的焊接端和PCB焊盘; 2.5.焊点内的传感器线要呈双绞线状态;焊点外的传感器裸线相互间不可接 触,呈直径1-2mm的圆形。 2.6.焊接测温板时,严格按照过板方向来焊接;
热电偶出问题的曲线图
热电偶焊接示意图
测温板的制作3
2.7.焊接在板上的热电偶和元件管脚焊点的直径不大于1毫米,焊点越小准确 度越高; 茶色高温胶纸固定 2.8.铬铁温度范围设置在380-420Ċ之间; 2.9.锡丝为有铅与无铅区分(根据锡膏/红胶型号) 来定。 2.10.将焊接OK的热电偶在每个焊点旁用茶色高温胶纸固定。 2.11.测试板上可能吸热的附属物如高温胶纸等尽可能少,但要粘紧。 2.12.对于非固定测试板产品,测试板由温度曲线测试工每次测试前制作,做 完后拆除传感线,交给生产线处理。 且测试板在试产测试完后不拆除, 用于以后量产时日复核曲线用。 2.14.固定测试板由温度曲线测试工使用和保管,在新测试板上建立一张《测 试板使 用历史记录表》,每使用一次后在表上记录一次标记。当测试板 使用超过30次 时,测试板必须交ME工程师确认是否可继续使用,若继续 使用则需更换记录表。当测试板使用未超过30次,但温度曲线测试工在使 用中发现需更改烘炉温度设置超过产品原始设置的5℃曲线才能满足审核 标准时,需立即交工程师分析确认,由工程师决定此测试板是维修、重新 制作还是采用其它的措施。
回流焊作业指导书

01
02
03
CHAPTER
06
附录:相关文件及记录表格
文件Leabharlann 回流焊设备使用记录表回流焊温度曲线图记录表
回流焊质量检测报告
回流焊工艺参数记录表
记录表格
THANKSFOR
感谢您的观看
WATCHING
用于指示回流焊机是否有故障。
回流焊机的主要技术参数
加热温度
通常为250~300℃。
加热时间
通常为2~5分钟。
冷却时间
通常为1~2分钟。
传送带速度
通常为1~3米/分钟。
CHAPTER
03
回流焊工艺流程及操作规范
选择合适的锡膏,按照生产要求进行准备。
准备锡膏
清理印刷板
印刷锡膏
使用溶剂清洁印刷板,确保表面无杂质。
放入印刷板
按照设定的程序进行回流焊焊接。
进行焊接
回流焊焊接
目视检查焊接部位是否有虚焊、短路等缺陷。
检查焊接质量
检查元件是否错位、损坏。
元件检测
对焊接后的电路板进行功能测试,确保满足设计要求。
功能测试
质量检测
CHAPTER
04
回流焊常见问题及解决方法
锡珠
总结词
锡珠是在焊接过程中常见的问题,通常是由于助焊剂过量或不足所引起。
回流焊的主要过程包括预热、保温、回流和冷却四个阶段,每个阶段都有其特定的温度和时间控制要求。
回流焊的原理
回流焊的特点
回流焊具有焊接质量高、一致性好、可靠性高等优点,同时操作过程自动化程度高,提高了生产效率。
回流焊也存在一些缺点,如对温度敏感的元器件容易受损,同时焊接过程中若控制不当易产生质量问题。
SMT回流焊作业指导书(2024)
引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。
回流焊温度测试作业指导书
文件编号版本A 编制部门SMT工程部页码第1页/共一页 为确保SMT炉温设定正常,特制定本规范。
二、范围SMT焊接适用三、权责1)技术人员:依锡膏厂商提供温度曲线设定与量测温度2)IPQC:确认回焊炉温度设定是否与炉温曲线图相同四、无铅炉温管理条件无铅锡膏温度曲线依锡膏厂商提供曲线标准(如右图)。
1) 预热区(Preheat):预热斜率小于5℃/sec,爬升至150℃2) 升温区(SokA):温度150῀210℃维持60-90秒3)回流区(Reflow):大于220℃维持40~70秒,温峰230~255℃4)冷却区(Cooling):降温斜率小于5℃/sec1)选择体积大和热容量大的零件脚 例:BGA、QFP等2)选择耐热条件较严苛的零件本体 例:BGA (如客户端有特殊要求, 再依客户要求指定测温点)3)选择可能造成热损坏或冷焊之关键零件 例:SWITCH、LED、L…..等4)测温点不得少于四个量测点。
六、制作Profile测试板4.3.1制作材料:1)工程板: 炉温测试板制作以取实板制作为原则,4.3.2制作方法:把测温线的热电偶探头用高温锡丝固定在元件的引脚(可焊端)与表单编号:JSL-WI-EQP-SMT-011制表:审核:核准:3、测试曲线经QC确认,OK后记录并存档。
若无实板则取相近机种制作测温板,2).测温线,3).高温锡丝、高温胶焊盘的连接处。
如右图所示:七、炉温温度设定:1、依锡膏厂商提供曲线标准设定炉温,当设定温度与实际温度一致时,测试炉温。
2、测试后将炉温数据读入电脑,确保其曲线与炉温管控条件一致。
深圳市金树林科技有限公司SMT回流焊作业指导书工位名称SMT回流焊 五、Profile测试板选点原则炉温曲线设定图 255℃ 150℃ 220℃ 高温锡丝 焊接区 热电偶探头 BGA 本体 高温胶带 热电偶探头锡球 热电偶固定方法 BGA 类元件的热电偶固定方法 翼形引脚元件的热电偶固定方法。
回流焊作业指导书
否 是
回流焊作业指导书
产品名称
通用 产品型号 通用 等级
正式
一.操作准备:
1炉温与带速设定:
热风回流 温区 1 2 3 4 5 6 7 设定值 165 160 160 165 175 200 245
风机速度:1500r/min
热风固化 温区 1 2 3 4 5 6 7 设定值 160 165 155 160 160 160 160
风机速度:1200r/min
二.操作流程
三.注意事项:
1、机器工作时UPS 应该处于常开状态。
2、随时检查链条传动是否正常,保证链条和各链轮啮合良好,无脱落、挤压、受卡现象。
3、检查链条传动的自动润滑情况,保证链条自润滑良好。
拟制 审核 批准 日期
开启总电源开关
进入主窗
面版
自动 手动
开机
曲线
调整宽度
设上下限 设定参数 温度稳定 模拟 曲线 符合要求。
回流焊炉测温作业指导书
1.目旳..PURPOSE1.1 保证机器及设备保持良好状态。
2.合用范围..SCOPE2.1 此程序合用于所有回流焊炉。
This document covers activity of all Reflow oven.3.定义..DEFINITION3.1 PCB Printed Circuit Board 印刷线路板3.2 MI Manufacturing Instruction 生产作业指导书4.参照文献..REFERENC.DOCUMENT4.1 生产作业指导书Manufacturing Instruction4.2 Profiler 温度测试仪作业指导书 (QS-JMME-114)Profiler Temperature Checker Work Instruction (QS-JMME-114)5.职责..RESPONSIBILITY5.1 工程师及技术员。
Engineer and Technician.5.1.1 当有新产品将要生产前, 必须设定回流焊炉炉温, 速度及进行测温。
When a new product before production, the Reflow oven mustbe setup temperature, speed setting and temperaturetesting.5.1.2 保证每次转变回流焊炉炉温及等待至炉温稳定后, 于1小时内执行测温。
Ensure checked temperature profile within 1 hour aftertemperature stable per change reflow temperature.6.设备及物料..EQUIPMEN.AN.MATERIAL6.1 回流焊测试仪 Profile Checker6.2 高温锡线 High Activity Type Solder Wire6.3 印刷线路板 PCB6.4 铬铁 Iron Tip7.程序..PROCEDURE7.1 回流焊温辨别预热、浸润、回焊和冷却四个部份, 详细如图1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烘炉简介
目前公司烘炉型号有: HELLER1700EXL、HELLER1800EXL、HELLER1808EXL和HELLER1809EXL;
烘炉简介2
1.HELLER1700EXL有6个加热区 2.HELLER1800EXL和HELLER1808EXL烘炉类型相同: 有10个温区,前8个温区
为加热区,后2个温区为冷却区; 3、 HELLER1809EXL烘炉有12个温区,前9个温区为加热区,后2个温区为冷却区; 4、温度曲线由四个区间组成,即预热区、保温区/活性区、回流区、冷却区,前
1
2
3
传感器插针 细的是正极
传感器插针 粗的是负极
传感器
热电偶
中等温度的三种最常用热电偶材料介绍
用于测量中等温度的三种最常用的热电偶材料是铁-铜镍合金(J型), 铜-铜镍合金(T型)和镍铬合金-阿留麦尔镍合金(K型)。下面分别 介绍一下这三种材料: 1. 铁-铜镍合金:J型热电偶,用颜色标记为白色和红色,温度变化1摄 氏度时产生大约50μV的电压。热电偶的两种金属线可以用焊接结合或者 用一般的焊料和焊剂进行软钎焊进行焊接。铁-铜镍合金热电偶在两条金 属线之间会产生流电电动势并且不能用在潮湿的地方。 2. 镍铬合金-阿留麦尔镍合金:K型热电偶,颜色标记为黄色和红色,温 度变化1摄氏度时产生大约40μV的电压。阿留麦尔镍合金线有磁性,热电 偶的两种金属线可以用焊接结合或者用软钎焊进行焊接,但必须使用高温 焊料和特殊的焊剂。当金属线有振动时,镍铬合金-阿留麦尔镍合金热电 偶会产生电信号,所以它不能用于振荡系统中除非有应变消除环路。 3. 铜-铜镍合金:T型热电偶,颜色标记为蓝色和红色,温度变化1摄氏 度时产生大约40μV的电压。两条金属线都没有磁性,可以用焊接结合或 者用一般的焊料和焊剂进行软钎焊进行焊接。由于铜的热传导率很高,所 以T型热电偶对导热误差非常敏感。
我司使用的传感器和热电偶:1.用于KIC2000上的探头传感器、热电偶(使用方式将热 电偶的红线接在传感器的负极,黄线接在负极)2.用于Chip/QFP类元件的传感器、热电 偶(使用方式将热电偶的红色接在传感器的正极,白线接在负极)3.用于BGA/BCC元件
的传感器、热电偶(使用方式将热电偶的红线接在传感器的负极,黄线接在正极)
另存程序
调程序
检查报警信号
开所密码
回到烘炉主页面
风扇制冷 保存设置 清除报警信号
锁住烘炉
离开/关闭烘炉
2.烘炉打开后直接选择程序进入,如需要调程序直接在键盘上按F4+F1,另存程序 在键盘上按F4+F2,设置温度按F1,保存设置按F2,输入温度用键盘来输入。
设置烘炉参数1
设置烘炉参数直接在操作界面的温度设置值输入温度设置参数,当烘炉的实际的温度达到 设置值时,烘炉的实际值就会是绿色,当烘炉的所有温区都达到设置值,警示灯为绿色。
上温设置值
上温实际值
风速设置值 风速实际值
警示灯(绿灯 亮)表示可以
正常过板
下温实际值 下温设置值
链速设置值 85(cm/min)
链速实际值 85(cm/min)
设置烘炉参数2
1、根据锡膏(烘炉温度曲线审核标准的要求和客户特殊要求来设置产品的温度参数; 2、根据产品的PCB板实际厚度,所使用到的模具(有硅胶、合成石、铝基模具等等) 3、产品上的元器件大小(如有BGA.QFP的元件等); 4、洪炉链条传输的速度设定(根据前1.2.3来设定): 4.1.链条传输的速度:450(mm/min)、 550(mm/min)、 600(mm/min)、700(mm/min)、
峰 值温度),在回流区锡膏很快熔化,并迅速润温焊盘,随着温度的进一步提 高 回流区的升温速率控制在2.5-3Ċ/sec,一般应在25sec-30sec内达到峰值温 度; 4.4.冷却区:运行到冷却区后,焊点迅速降温,焊料凝固。通常冷却的方法是在 回流 焊烘炉出口安装风扇,强行冷却。
烘炉操作指南
我司烘炉操作有两种类型: 1.烘炉打开后直接在操作界面上打开文件夹选择要调的 程序,打开程序即可,可直接根据下图描述来操作。下图描述为可直接用鼠标操作
三个 阶段为加热区,最后一个阶段为冷却区; 4.1. 预热区:通常指室温升至150Ċ左右的区域,在预热区,锡膏中的部分溶剂
能够及时挥发,元器件特别是IC器件缓缓升温,以适应后面的高温; 4.2.保温区/活性区:保温区又称活性区,在保温区温度通常维持在150Ċ±10Ċ的
区域,此时锡膏正处于熔化前夕; 4.3.回流区:加流区的温度最高,板面温度瞬时达到210Ċ-225Ċ(此温度又称之为
测温员岗位 技术手册
前言
回流焊是SMT大生产中重要的工艺环节,它是一种自动群 焊过程,成千上万个焊点在短短几分钟内一次完成,其焊接质 量的优劣直接影响到产品的质量和可靠性,对于数字化的电子 产品,产品的质量几乎就是焊接的质量。做好回流焊,人们都 知道关键是设定回流炉的炉温曲线。
这就需要我们首先对所使用的锡膏中金属成分与熔点、活性 温度等特性有一个全面了解,对回流炉的结构,包括加热温区 的数量、热风系统、加热器的尺寸及其控温精度、加热区的有 效长度、冷却区特点、传送系统等应有一个全面认识,以及对 焊接对象--表面贴装组件(SMA)尺寸、组件大小及其分布做 到心中有数,不难看出,回流焊是SMT工艺中复杂而又关键的 一环,它涉及到材料、设备、热传导、焊接等方面的知识。
800(mm/min)、 850(mm/min); 4.2.链条传输的速度为450(mm/min):带有模具的铝基板
链条传输的速度为550(mm/min):一般定为需使用模具产品过烘炉的速度; 链条传输的速度为600(mm/min):一般定为普通产品过烘炉的速度; 链条传输的速度为700(mm/min):一般定为所有印胶产品过烘炉的速度 链条传输的速度为800(mm/min):比较少使用; 链条传输的速度为850(mm/min):本公司一般定为LG无铅产品烘炉的速度。 5、冷却区的风速(根据第2条设定); 6、烘炉实际温度要在设置温度±5℃范围内;
以下是我司的烘炉温度曲线测试技术
目录
测温仪器和材料简介 烘炉简介 设置参数 测温板的制作 温度曲线制作 安全预防
KIC2000温度曲线测试仪
我司使用的温度曲线测试仪的型号是;KIC2000
测试仪开关
探头热电偶
信息下载接口
共计有9个测试 的热电偶插口
描述为:测试仪编号 校准日期 校准人员
Hale Waihona Puke 传感器、热电偶