机械加工公差速查表
机械制图公差尺寸及查表
1、公差表
??? 在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最常用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
??? 这三张表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
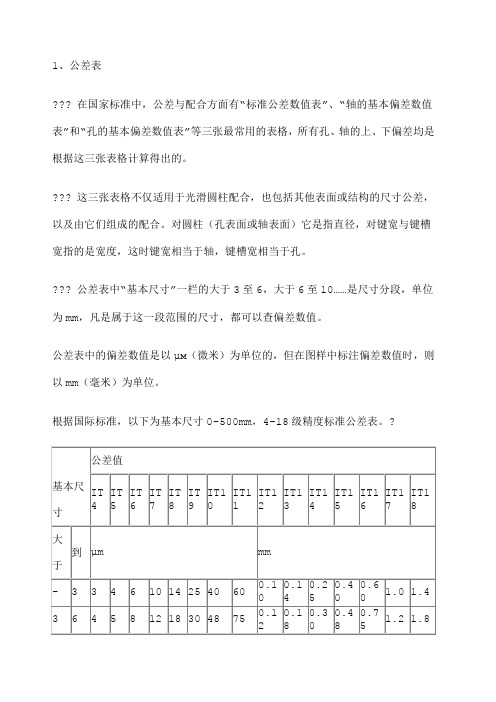
??? 公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段范围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
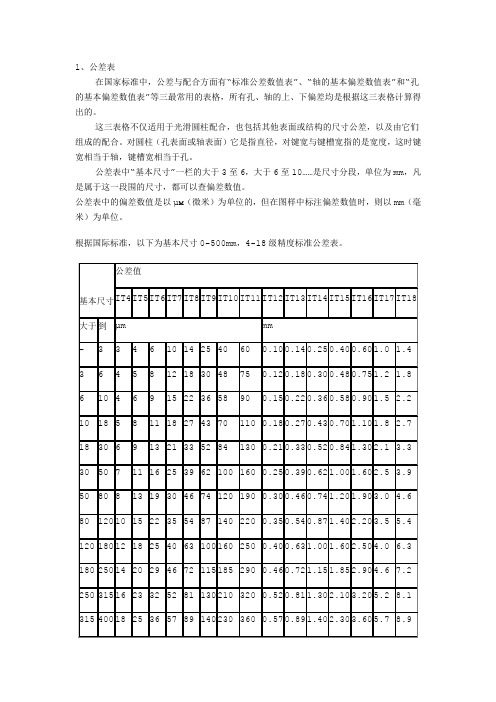
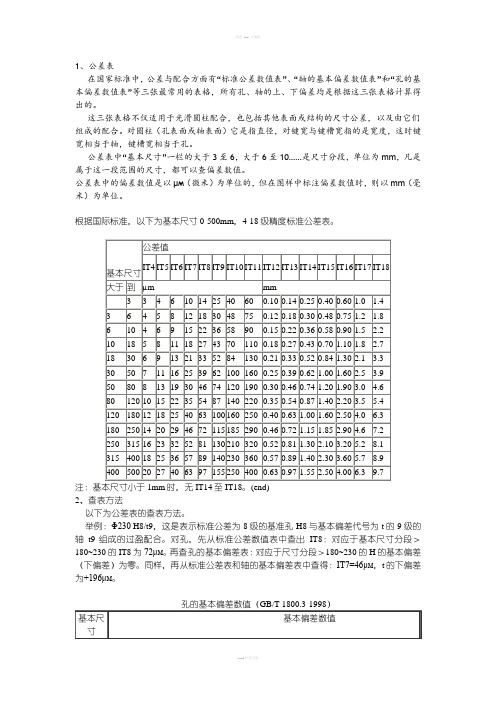
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
?
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方法
??? 以下为公差表的查表方法。
??? 举例:Φ230?H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t的下偏差为+196μм。
?
孔的基本偏差数值(GB/T 1800.3-1998)
轴的基本偏差数值?(摘自GB/T 1800.3—1998)(mm)
注:1.基本尺寸≤1mm时,基本偏差a和b均不采用。
机械制图公差尺寸及查表格
1、公差表
在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三最常用的表格,所有孔、轴的上、下偏差均是根据这三表格计算得出的。
这三表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方法
以下为公差表的查表方法。
举例:Φ230 H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t 的下偏差为+196μм。
孔的基本偏差数值(GB/T 1800.3-1998)
轴的基本偏差数值(摘自GB/T 1800.3—1998)(mm)
注:1.基本尺寸≤1mm时,基本偏差a和b均不采用。
机械制图公差尺寸及查表

1、公差表
在国家标准中,公差与配合方面有“标准公差数值表〞、“轴的全然误差数值表〞和“孔的全然误差数值表〞等三张最经常使用的表格,所有孔、轴的上、下误差均是依照这三张表格计算得出的。
这三张表格不仅适用于滑腻圆柱配合,也包括其他外表或构造的尺寸公差,和由它们组成的配合。
对圆柱〔孔外表或轴外表〕它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“全然尺寸〞一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,但凡属于这一段范围的尺寸,都能够查误差数值。
公差表中的误差数值是以μм〔微米〕为单位的,但在图样中标注误差数值时,那么以mm〔毫米〕为单位。
依照国际标准,以下为全然尺寸0-500mm,4-18级精度标准公差表。
注:全然尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方式
以下为公差表的查表方式。
举例:Φ230 H8/t9,这是表示标准公差为8级的基准孔H8与全然误差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于全然尺寸分段>180~230的IT8为72μм。
再查孔的全然误差表:对应于尺寸分段>180~230的H的全然误差〔下误差〕为零。
一样,再从标准公差表和轴的全然误差表中查得:IT7=46μм,t的下误差为+196μм。
孔的全然误差数值〔GB/T 〕
轴的全然误差数值〔摘自GB/T —1998〕〔mm〕
注:1.全然尺寸≤1mm时,全然误差a和b均不采纳。
机械制图公差尺寸和查表
1、公差表
在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最常用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段范围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方法
以下为公差表的查表方法。
举例:Φ230 H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t的下偏差为+196μм。
孔的基本偏差数值(GB/T 1800.3-1998)
轴的基本偏差数值(摘自GB/T 1800.3—1998)(mm)
注:1.基本尺寸≤1mm时,基本偏差a和b均不采用。
机加工公差标准对照表
机加工公差标准对照表一、尺寸公差尺寸公差是指零件的实际尺寸与基本尺寸之间的差异。
根据国家标准,尺寸公差分为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9等级。
其中,IT表示国际公差,数字越小,公差要求越高。
二、形状公差形状公差是指零件的形状精度,即实际形状与理想形状之间的差异。
常见的形状公差包括直线度、平面度、圆度、圆柱度等。
形状公差的等级分为:0级(最高)、1级、2级、3级(最低)。
三、位置公差位置公差是指零件的位置精度,即实际位置与理想位置之间的差异。
常见的位置公差包括平行度、垂直度、同轴度、对称度等。
位置公差的等级分为:0级(最高)、1级、2级(最低)。
四、表面粗糙度表面粗糙度是指零件表面的微观不平度。
表面粗糙度的数值用轮廓算术平均偏差Ra表示,单位为μm。
表面粗糙度的大小直接影响零件的耐磨性、耐腐蚀性和疲劳强度等性能。
五、孔径公差孔径公差是指孔的实际尺寸与基本尺寸之间的差异。
孔径公差分为H1、H2、H3、H4等级,其中H表示孔的基本偏差代号。
孔径公差根据孔径的大小和精度要求进行选择。
六、轴径公差轴径公差是指轴的实际尺寸与基本尺寸之间的差异。
轴径公差分为h1、h2、h3、h4等级,其中h 表示轴的基本偏差代号。
轴径公差根据轴径的大小和精度要求进行选择。
七、角度公差角度公差是指零件角度的实际值与理论值之间的差异。
角度公差的等级分为:0级(最高)、1级、2级(最低)。
角度公差的应用范围较窄,主要用于对角度精度要求较高的场合。
八、螺纹公差螺纹公差是指螺纹的实际尺寸与基本尺寸之间的差异。
螺纹分为单线螺纹和多线螺纹两种,分别有不同的公差标准。
螺纹公差的等级分为:0级(最高)、1级、2级(最低)。
螺纹公差的选择应根据实际应用场合和精度要求进行选择。
九、齿轮公差齿轮公差是指齿轮的实际尺寸与基本尺寸之间的差异。
齿轮的精度要求较高,因此齿轮公差的等级也较高。
齿轮公差的等级分为:0级(最高)、1级、2级(最低)。
机械制图公差尺寸及查表
机械制图公差尺寸及查表(共6页)
--本页仅作为文档封面,使用时请直接删除即可--
--内页可以根据需求调整合适字体及大小--
1、公差表在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最常用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段范围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
的查表方法。
举例:Φ230 H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t的下偏差为+196μм。
轴的基本偏差数值(摘自GB/T —1998)(mm)。
机械制图公差尺寸及查表

1、公差表
在国家尺度中,公差与配合方面有“尺度公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最经常使用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不单适用于光滑圆柱配合,也包含其他概略或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔概略或轴概略)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的年夜于3至6,年夜于6至10……是尺寸分段,单位为mm,但凡属于这一段规模的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
根据国际尺度,以下为基本尺寸0500mm,418级精度尺度公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表法子
以下为公差表的查表法子。
举例:Φ230 H8/t9,这是暗示尺度公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从尺度公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从尺度公差表和轴的基本偏差表中查得:IT7=46μм,t的下偏差为+196μм。
孔的基本偏差数值(GB/T 1800.31998)
轴的基本偏差数值(摘自GB/T 1800.3—1998)(mm)。
机械制图公差尺寸及查表
机械制图公差尺寸及查
表
集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
1、公差表
在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最常用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段范围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end)
2、查表方法
以下为公差表的查表方法。
举例:Φ230H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:
IT7=46μм,t的下偏差为+196μм。
轴的基本偏差数值(摘自GB/T 1800.3—1998)(mm)。