螺栓螺母采购要求
螺丝标准规范

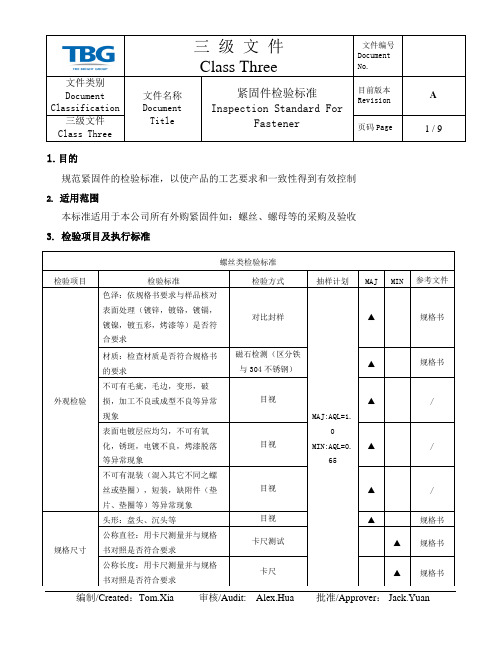
文件类别Document Classification 文件名称DocumentTitle紧固件检验标准Inspection Standard ForFastener目前版本RevisionA三级文件Class Three页码Page 1 / 9 1.目的规范紧固件的检验标准,以使产品的工艺要求和一致性得到有效控制2. 适用范围本标准适用于本公司所有外购紧固件如:螺丝、螺母等的采购及验收3.检验项目及执行标准螺丝类检验标准检验项目检验标准检验方式抽样计划MAJ MIN 参考文件外观检验色泽:依规格书要求与样品核对表面处理(镀锌,镀铬,镀镉,镀镍,镀五彩,烤漆等)是否符合要求对比封样MAJ:AQL=1.MIN:AQL=0.65▲规格书材质:检查材质是否符合规格书的要求磁石检测(区分铁与304不锈钢)▲规格书不可有毛疵,毛边,变形,破损,加工不良或成型不良等异常现象目视▲/表面电镀层应均匀,不可有氧化,锈斑,电镀不良,烤漆脱落等异常现象目视▲/不可有混装(混入其它不同之螺丝或垫圈),短装,缺附件(垫片、垫圈等)等异常现象目视▲/规格尺寸头形:盘头、沉头等目视▲规格书公称直径:用卡尺测量并与规格书对照是否符合要求卡尺测试▲规格书公称长度:用卡尺测量并与规格书对照是否符合要求卡尺▲规格书文件类别 Document Classification文件名称 Document Title紧固件检验标准Inspection Standard ForFastener 目前版本RevisionA 三级文件 Class Three页码Page2 / 9注释:○1中性盐水喷雾试验法:依据IEC 68-2-11之规范施行.测试条件: (Tested condition)a) 盐雾浓度(Consistency of salt spray): 5±1% b) 氯化钠(NaCl): 99.8%以上c) 试验温度(Test temperature): 35±2℃ d) 喷雾量(Spray amount): 1-2 ml/hr/80cm^2 e) 酸碱值: 35±2℃时,PH 值6.5-7.2 f) 试验时间: 24小时.g) 实验湿度(Test Humidity): 85%以上;h) 压缩空气压力(Compress air pressure): 1.25 kgf/cm^2○2扭力测试:螺钉试件的杆部(镀层或无镀层的)应夹紧在与螺钉螺纹相匹配的、开合的、螺纹模具或其他装置内;螺钉夹紧部分不应损伤,且至少有两扣完整螺纹伸出夹紧装置并除螺钉末端外至少有两扣完整螺纹夹紧在夹具内。
BS 3692-2001 ISO公制精密六角头螺栓、螺钉和螺母规程 中文

2 引用标准
©BSI 05-2001
4/26
BS 3692:2001
13 钢制螺栓和螺钉的力学性能
钢制螺栓和螺钉应当满足 BS EN ISO 898-1 中所规定的力学性能要求。
14 钢制螺母的强度等级名称系统
14.1 钢制螺母的强度等级名称系统是一个数字,即规定保证载荷应力(N/mm2)的百分之一。保证载荷应 力相当于螺母可以使用的最高等级螺栓或螺钉的最小抗拉强度(参见表 3)。
8.2 公差
8.2.1 如表 D.2 中规定,所有直径的螺栓螺纹长度公差应当加两个螺距。
8.2.2 螺纹相对于螺栓杆的偏心度不得超过表 5 栏 19 中所规定的值。
8.3 螺钉
螺钉攻丝应当允许手动拧上螺钉环规,按照表 5 栏 3,螺纹与螺钉头下侧的距离,直径≤52 mm 的螺
钉不得超过螺距的 2.5 倍,直径>52 mm 的螺钉不得超过螺距的 3.5 倍。
5.2 长度公差 公称长度公差应当符合表 8 规定。
6 螺栓和螺钉末端
螺栓和螺钉末端制造厂可以选择 45°倒角至稍微超过螺纹深度,或者圆角半径约等于杆公称直径的 1.25 倍。当螺栓和螺钉系轧制螺纹时,则可以把轧制操作在螺栓末端形成的导线作为末端必要的倒角,不 需要另外的机加工操作,但末端应当与杆中心线垂直。(参见图 5 和图 6。)
以下的引用标准包含正文中引用的条款,构成本英国标准的条款。对于注明日期的引用标准,则引用 标准出版后的任何修正或修订不适用。对于未注明日期的引用标准,则所引用标准的最新版适用。
2023年螺栓,螺母和紧固件(质量控制)公告

2023年螺栓,螺母和紧固件(质量控制)公告2023年螺栓、螺母和紧固件(质量控制)公告1. 介绍近年来,随着工业和制造业的快速发展,螺栓、螺母和紧固件的质量控制变得越来越重要。
随着全球经济一体化的进程不断加快,各国之间的贸易往来日益频繁,因此螺栓、螺母和紧固件的质量安全也受到了更多的关注。
在这样的背景下,2023年螺栓、螺母和紧固件的质量控制公告至关重要。
2. 行业现状2019年,我国国家市场监督管理总局发布了《螺栓、螺母和紧固件产品应符合的强度等级技术要求》标准,对螺栓、螺母和紧固件的质量控制进行了明确规定。
然而,由于市场需求与质量监管之间的矛盾存在,一些不法商家为了谋求暴利,不顾产品的质量安全,生产和销售不合格产品,给市场和消费者带来了巨大的安全隐患。
3. 政策措施2023年螺栓、螺母和紧固件的质量控制公告必须加强政策执行力度。
政府应该依法加强螺栓、螺母和紧固件的监管,对违法生产和销售不合格产品的企业严厉打击,同时鼓励和引导合法企业加大对产品质量的投入。
还可以通过加强质量认证、强化质量标准等手段,提高企业生产螺栓、螺母和紧固件的质量水平,推动整个行业的可持续发展。
4. 技术创新2023年螺栓、螺母和紧固件的质量控制公告应着力推动技术创新,提高产品质量和性能。
鼓励企业加大科研投入,积极开展新材料、新工艺、新技术等方面的研究,提升产品的使用寿命和可靠性。
加强对新技术的应用推广,提高整个行业的技术水平和竞争力。
5. 个人观点作为一名专业的文章写手,我深知螺栓、螺母和紧固件的质量控制对于整个制造业的重要性。
只有确保产品的质量和安全性,才能赢得消费者的信任和市场的认可。
我希望2023年的螺栓、螺母和紧固件的质量控制公告能够真正起到规范市场秩序、保障产品质量安全的作用,推动我国螺栓、螺母和紧固件行业的健康发展。
6. 总结2023年螺栓、螺母和紧固件的质量控制公告是我国制造业的一项重要举措,对于规范市场秩序、保障产品质量安全具有重要意义。
M5140 用于制造压水堆1、2、3级设备中螺栓、螺钉、螺杆及螺母

M5140 产品采购技术规范用于制造压水堆1、2、3级设备中螺栓、螺钉、螺杆及螺母0 适用范围本规范系棒材采购技术规范的补充部分,适用于压水堆设备中螺栓、螺钉、螺杆及螺母的采购。
1 制造1.1 制造所有产品应由尽可能接近成品件的棒材制成。
——用在蒸汽发生器、稳压器和冷却剂泵中螺栓及用在冷却剂泵和堆内构件的螺钉,螺纹的加工工艺若未在技术规格书或其它有关合同文件中规定,均用滚轧法制作。
——堆内设备用的螺钉,其头部不得用镦锻法制作,六角螺钉必须采用电浸蚀法或电化学法制作;——对其它材料,螺纹可用滚轧法或机加工法制作,其中以滚轧法更为可取。
螺钉头部可用热锻或冷锻或机加工法制作。
1.2 制造程序对1、2级零件,制造商在开始制造前必须制订包括如下内容的制造程序:——所用棒材的直径和交货状态;——制造工艺;——热处理方式;——按时间先后顺序,列出热处理、锻造、机加工或滚轧以及无损检验的各个操作过程。
2 化学成分要求由熔炼分析和成品分析测定的学成分,必须符合M5110、M5120和M3308规范中第2章的规定。
3 交货状态——热处理所有产品必须以热处理状态交货。
可能有下列三种情况:1)一般情况:制造前须对棒材作热处理,制造中不作任何热成形加工;2)零件经热成形情况:零件再热成形加工后须进行性能热处理;3)硬化钢:制造后为达到所要求的力学性能所作的热处理。
对于2)、3)类情况,热处理方式必须在制造程序中注明。
若该批钢棒需作重新热处理(见4.4),则重新热处理工艺必须满足同样的要求。
4 力学性能对螺钉、螺栓和螺母,如果棒材以热处理状态交货且制造后不再作热处理,则不要求验证其力学性能。
这种验证须在加工前的棒材上进行。
其它情况,按4.1~4.4的规定执行。
4.1 规定值若在制造后进行热处理,供货商必须做力学性能试验。
测定的性能指标值必须符合棒材采购技术规范中所用钢种的规定值。
4.2 取样试样是由成品件由取自同一批的棒材的钢坯所组成,该钢坯与成品件一起共装一炉进行热处理。
螺栓螺母采购合同

螺栓螺母采购合同合同编号:[合同编号]合同名称:螺栓螺母采购合同甲方(采购方):[甲方全称]乙方(供应方):[乙方全称]签订日期:[签订日期]签订地点:[签订地点]鉴于甲方需要采购螺栓螺母产品,乙方具有生产或销售该产品的资质和能力,双方本着平等自愿、诚实信用的原则,就乙方供应螺栓螺母给甲方的事宜,经协商一致,订立本合同,以资共同遵守。
第一条产品信息1. 产品名称:螺栓螺母2. 型号规格:[具体型号规格]3. 数量:[具体数量] 件4. 质量标准:按照国家标准 [具体标准编号] 或双方约定的标准执行。
第二条价格条款1. 单价:[产品单价] 元/件(含税)2. 总价:[合同总价] 元(含税)3. 价格条款:FOB/CIF/其他(根据实际情况选择)第三条交付条件1. 交货地点:[甲方指定地点]2. 交货时间:[具体交货日期]3. 运输方式:[运输方式,如汽运、铁路、海运等]4. 费用承担:甲方/乙方负责运输费用。
第四条质量保证乙方保证所供螺栓螺母质量符合本合同规定的标准,若甲方在使用过程中发现质量问题,乙方应在接到甲方通知后 [时间期限] 内负责免费更换或修理。
第五条支付方式1. 预付款:甲方在合同签订后 [时间期限] 内支付合同总价的 [百分比] 作为预付款。
2. 交货付款:甲方在乙方交货并验收合格后 [时间期限] 内支付剩余的 [百分比] 款项。
第六条违约责任1. 逾期交货/付款:违约方需按逾期天数向守约方支付未交付/未支付货款总额 [百分比] 的违约金。
2. 质量不符合约定:违约方需承担由此给守约方造成的一切损失。
第七条争议解决合同执行过程中发生争议,双方应协商解决;协商不成,提交甲方所在地人民法院诉讼解决。
第八条其他约定[双方根据实际情况约定的其他条款]第九条本合同一式两份,甲乙双方各执一份,自双方授权代表签字盖章之日起生效。
甲方代表(签字):___________乙方代表(签字):___________甲方盖章:___________乙方盖章:___________签订日期:___________[注:以上内容为模板,具体合同内容需根据实际情况由专业法律人士根据双方协商结果定制。
螺丝标准规范
文件类别Document Classification 文件名称DocumentTitle紧固件检验标准Inspection Standard ForFastener目前版本RevisionA三级文件Class Three页码Page 1 / 9 1.目的规范紧固件的检验标准,以使产品的工艺要求和一致性得到有效控制2. 适用范围本标准适用于本公司所有外购紧固件如:螺丝、螺母等的采购及验收3.检验项目及执行标准螺丝类检验标准检验项目检验标准检验方式抽样计划MAJ MIN 参考文件外观检验色泽:依规格书要求与样品核对表面处理(镀锌,镀铬,镀镉,镀镍,镀五彩,烤漆等)是否符合要求对比封样MAJ:AQL=1.MIN:AQL=0.65▲规格书材质:检查材质是否符合规格书的要求磁石检测(区分铁与304不锈钢)▲规格书不可有毛疵,毛边,变形,破损,加工不良或成型不良等异常现象目视▲/表面电镀层应均匀,不可有氧化,锈斑,电镀不良,烤漆脱落等异常现象目视▲/不可有混装(混入其它不同之螺丝或垫圈),短装,缺附件(垫片、垫圈等)等异常现象目视▲/规格尺寸头形:盘头、沉头等目视▲规格书公称直径:用卡尺测量并与规格书对照是否符合要求卡尺测试▲规格书公称长度:用卡尺测量并与规格书对照是否符合要求卡尺▲规格书文件类别 Document Classification文件名称 Document Title紧固件检验标准Inspection Standard ForFastener 目前版本RevisionA 三级文件 Class Three页码Page2 / 9注释:○1中性盐水喷雾试验法:依据IEC 68-2-11之规范施行.测试条件: (Tested condition)a) 盐雾浓度(Consistency of salt spray): 5±1% b) 氯化钠(NaCl): 99.8%以上c) 试验温度(Test temperature): 35±2℃ d) 喷雾量(Spray amount): 1-2 ml/hr/80cm^2 e) 酸碱值: 35±2℃时,PH 值6.5-7.2 f) 试验时间: 24小时.g) 实验湿度(Test Humidity): 85%以上;h) 压缩空气压力(Compress air pressure): 1.25 kgf/cm^2○2扭力测试:螺钉试件的杆部(镀层或无镀层的)应夹紧在与螺钉螺纹相匹配的、开合的、螺纹模具或其他装置内;螺钉夹紧部分不应损伤,且至少有两扣完整螺纹伸出夹紧装置并除螺钉末端外至少有两扣完整螺纹夹紧在夹具内。
连接螺栓国标

连接螺栓国标摘要:1.连接螺栓国标简介2.连接螺栓国标分类3.连接螺栓国标规格及参数4.连接螺栓国标性能要求5.连接螺栓国标应用领域正文:连接螺栓国标,是指在我国生产、使用的连接螺栓所需要满足的国家标准。
连接螺栓作为一种常用的连接件,广泛应用于各种机械设备、工程结构等领域。
国标对于连接螺栓的分类、规格、性能等方面都有详细的规定,以确保其在使用过程中的安全可靠。
一、连接螺栓国标简介连接螺栓国标主要包括GB/T 14、GB/T 12和GB/T 30三个系列,分别对应六角头螺栓、内六角头螺栓和螺母。
这些标准对于连接螺栓的规格、材料、性能等方面都有明确的规定。
二、连接螺栓国标分类连接螺栓按照连接方式可以分为普通螺栓、高强度螺栓和特高强度螺栓;按照头型可以分为六角头螺栓、内六角头螺栓、圆头螺栓等;按照螺纹可以分为粗牙螺栓和细牙螺栓。
三、连接螺栓国标规格及参数连接螺栓的规格主要包括直径、长度和螺纹规格等。
国标对于这些参数都有详细的规定,以便于生产、采购和使用。
例如,GB/T 14-2017《六角头螺栓》规定了直径范围为M6-M30,长度范围为20-200mm的螺栓。
四、连接螺栓国标性能要求连接螺栓国标对于其性能要求主要包括抗拉强度、屈服强度、硬度、冲击韧性等。
这些性能要求确保了连接螺栓在使用过程中能够承受一定的载荷,并具有良好的耐疲劳性能。
例如,GB/T 30-2016《螺母》规定了螺母的抗拉强度应不低于螺栓抗拉强度的80%。
五、连接螺栓国标应用领域连接螺栓国标在各种工程结构、机械设备等领域都有广泛应用。
例如,在建筑行业中,连接螺栓用于混凝土框架结构的连接;在汽车行业中,连接螺栓用于发动机、悬挂系统等部件的连接。
常用紧固件采购规范

常用紧固件采购规范1. 引言紧固件是工程和制造领域中常用的一类零部件,用于连接和固定其他零部件。
在项目和产品开发过程中,采购合适的紧固件是至关重要的。
本文将介绍常用紧固件采购的规范和注意事项,以帮助企业和个人在采购过程中做出明智的决策。
2. 类型和规格2.1 螺栓和螺母 - 螺栓和螺母是常用的紧固件类型,用于连接两个或多个部件。
在采购螺栓和螺母时,应注意规格、材料和强度等属性。
- 规格应基于具体应用需求来确定,包括螺栓和螺母的直径、长度、螺纹类型和螺纹长度等。
- 材料选择应考虑环境条件和要求,常见的材料包括碳钢、合金钢和不锈钢等。
- 强度等级是衡量螺栓和螺母抗拉力和剪切力能力的指标之一,应根据实际需要选择合适的等级。
2.2 螺丝 - 螺丝是用于连接板材、金属和木材等的紧固件。
在采购螺丝时,应根据具体使用场景选择合适的类型和规格。
- 螺丝的类型包括自攻螺丝、机器螺丝和木螺丝等。
选择时应根据材料和使用环境来确定。
- 规格应考虑螺丝直径、长度和螺纹类型等属性,以确保螺丝能够正确连接和固定部件。
- 螺丝的材料可以是碳钢、不锈钢或合金钢,根据具体需求来决定。
2.3 螺母和螺栓组合件 - 螺母和螺栓组合件是将螺栓和螺母组合在一起,方便安装和拆卸的紧固件。
在采购时,应注意选择合适的尺寸和材料。
2.4 螺塞 - 螺塞是用于堵住孔洞的紧固件,常用于管道系统和容器密封。
在采购螺塞时,应考虑孔径、材料和密封性能等因素。
2.5 锁紧件 - 锁紧件用于防止螺栓和螺母松动,包括垫圈、弹簧垫片和螺母锁定垫片等。
在采购时,应根据具体应用情况选择合适的类型和规格。
3. 采购流程3.1 确定需求 - 在进行紧固件采购之前,应明确具体的需求和要求,包括紧固件的类型、规格和材料等。
可以与设计人员、工程师或供应商进行沟通,以确保采购的紧固件满足项目需求。
3.2 寻找供应商 - 寻找可靠的供应商是成功采购的重要一步。
可以通过互联网、行业展会和业务联系等渠道来寻找潜在的供应商。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1范围
石油开采机械等井口装置(API 6A)及节流压井管汇设备(API 16C)进出口连接使用的螺栓、螺母。
2引用标准
ANSI/API Spec 6A-2004 第19版
API Spec 16C
ASTM A193 高温设备用合金钢和不锈钢螺栓材料
ASTM A194 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格ASTM A320 低温用合金钢螺栓材料规格
ASTM A370 钢制品机械测试的标准试验方法和定义
3 螺栓
3.1对API 6A采油树等井口装置:端部连接法兰材料等级AA、BB、CC,温度等级为P、S、T或U;端部连接法兰材料等级DD、EE、FF、HH,温度等级为P、S、T或U。
对API 16C流压井管汇设备:端部连接法兰材料等级为EE、FF或HH,温度等级为A、B、P、U;
使用的螺栓应符合ASTM A193等级B7等级的要求,可以用符合表一力学性能要求的替代材料。
表一
3.2 ASTM A193 B7等级螺栓的化学成份要求见下表二:
表二
3.3 B7等级螺栓的机械性能要求见下表三,试验方法按ASTM A370:
表三
3.4 对API 6A采油树等井口装置:端部连接法兰材料等级AA、BB、CC,温度等级为K、L、P、S、T或U;端部连接法兰材料等级DD、EE、FF、HH,温度等级为K、L、P、S、T或U。
对API 16C流压井管汇设备:端部连接法兰材料等级为EE、FF或HH,温度等级为K;
使用的螺栓应符合ASTM A320等级L7等级的要求,可以用符合表一力学性能要求的替代材料。
3.5L7等级螺栓的化学成份要求见下表四:
表四
3.6L7等级螺栓的机械性能要求见下表五,试验方法按ASTM A370:
表五
3.7L7等级螺栓的冲击要求见下表六,冲击温度应低于-46℃,试验方法按ASTM A370:
表六
4螺母
4.1螺母为ASTM A194等级2H。
4.2 2H 等级螺母的化学成份要求见下表七:
表七
4.32H等级螺母的最低回火温度850℉(455℃),布氏硬度要求为
248~352HB。
5 标识
5.1要求每只螺栓打钢印标识
对埋头螺栓在伸出端做标识,对双头螺栓应在两端做标识。
对B7螺栓标识:制造厂识别标记或厂名—B7
对L7螺栓标识:制造厂识别标记或厂名—L7
5.2要求每只螺母在端面打钢印标识
对热锻或冷冲螺母:制造厂识别标记或厂名—2H
对棒料机加工螺母: 制造厂识别标记或厂名—2HB
6 表面处理方式及要求按相关图纸、文件规定。
7 所有试验(除成品分析)和检查均应在装运前在制造厂进行。
8 制造商提供文件
8.1制造商应提供如下文件
一.对B7等级螺栓
1合格证书
合格证应包括以下内容:
a.说明原材料或成品紧固件已按ASTM A193标准以及在采购订单或合同指定的任何补充要求或其他要求制造、取样、检查,并且是符合这些要求的
b.标准号、年号、识别符号
2.化学分析报告
3.机械性能试验报告(要说明热处理方法)
4.低倍浸蚀检验
二、对L7等级螺栓
1、合格证书
合格证应包括以下内容:
标准号、年号、修订符号(如果有)
2、化学分析报告
3、机械性能试验报告
三、对2H等级螺母
1、合格证书
合格证应包括以下内容:
说明紧固件已按ASTM A194标准以及在采购订单或合同指定的任何补充要求或其他要求制造、取样、检查,并且是符合这些要求的
标准号、年号、识别符号
2、化学分析报告
3、机械性能试验报告
4、低倍浸蚀检验
5、最小回火温度。