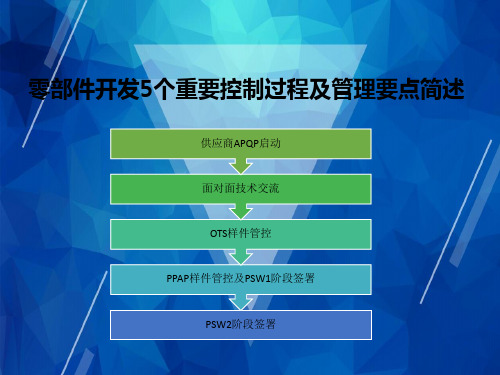
PPAP-零部件过程流程图
生产零组件批准程序PPAP课件

仔细核对PPAP文件内容 ,确保没有遗漏或错误 。
定期对PPAP文件进行审 查和更新,以确保文件 质量符合要求。
加强与供应商的沟通与 合作,确保供应商提供 的PPAP文件符合要求。
PPAP常见问题解答集锦
Q
PPAP文件提交后发现错误怎么办?
A
如果PPAP文件提交后发现错误,应及时通知相关方,并 尽快进行修正和重新提交。
某机械制造企业通过数据分析发现生产过程中的瓶颈和问题 ,针对性地进行了工艺改进和管理优化,提高了生产效率和 产品质量。同时,加强了与客户的沟通,及时了解客户需求 和反馈,提高了客户满意度。
05
PPAP常见问题与解答
PPAP常见问题及解决方法
问题
PPAP文件提交不全或提交错误。
解决方法
确保提交完整的PPAP文件,包括所 有必要的图纸、规格表、检验报告 等,并仔细核对确保没有错误。
01
02
03
定期评审
按照预设的时间间隔对已 批准的PPAP进行定期评审 ,以确保持续满足要求。
不符合项整改
针对在评审或监控过程中 发现的不符合项,要求供 应商进行整改并验证整改 效果。
监控与改进
持续监控生产过程,收集 数据并进行分析,发现潜 在问题并及时采取改进措 施。
04
PPAP的持续改进
PPAP的持续改进目标
问题
PPAP文件提交延迟。
解决方法
制定合理的PPAP文件提交计划,并 确保按时完成提交,如有延误需及时 通知相关方。
问题
PPAP文件质量不符合要求。
解决方法
提高PPAP文件的质量,确保文件内 容清晰、准确、完整,符合相关标 准和规范。
PPAP常见问题的预防措施
【汽车研发】零部件APQP流程
SKO
项 目 组
A样机数 据发布
T试 FTF
A样机 点火
F试 OTS样件管控
B样机性 能确认
P试
B样机开 发总结
PPAP样件管控/PSW签署(1阶段)
LS PSW签署(2阶段)
CC冻结
专用件清单 技
术
中
BOM明细
FTF会 议纪要
试制 协议
心
关重
工装件图纸
手工件图纸(更改单)
特性
(更改单)
采 购
手工件选厂
供应商设备、工装、 模具清单(初始)
原材料&辅料清单(初始)
分供方清单(初始)
供应商工程问题清单
供应商零件开发计划
设计验证计划和报告
模具评审
第一次拜访
监察报告
OTS样件生产监察 OTS样件确认
已开启的质 量问题跟踪、
闭环
模具评 审报告
模具试 运行
全尺寸检 测报告
检查基准 书(样件)
ห้องสมุดไป่ตู้
检具认 可表
第二次拜访 试生产监察
零部件特殊 特性清单
产品设计资料 更改申请单
B样机开 发总结
PPAP样件管控/PSW签署(1阶段)
LS PSW签署(2阶段)
CC冻结
专用件清单 技
术
中
BOM明细
FTF会 议纪要
试制 协议
心
关重
工装件图纸
手工件图纸(更改单)
特性
(更改单)
采 购
手工件选厂
部
工装件 选厂
订单
锁定设 计数据 和图纸
样件鉴定
试生产订单
小批 鉴定
产能分 析报告
APQP开发流程图

APQP小组组 长
制造部/保障部
APQP小组 质管部
外协、
外购件
准备及
过
验收
程
设
No
计
和
过程设计验证
开
发
Yes
工装制 造
及验收
保障部
质管部
APQP小组组 长
APQP小组
制造部
保障/质管
质量记录/输出数据 《样件评审记录》 材质、毛坯、产品等各类检测报
告 发货记录
《 阶段数据清单》 《 阶段总结表》
认 回馈 、评 定、 纠正
No 产品评审 Yes
小批发运
No
第三阶段总结
Yes
No
产品性量认定
Yes
批量生产
制造部
质管部
质管部
APQP小组
APQP小组组 长
销售公司 APQP小组组
长 APQP小组组
长
质管部 项目组 质管部 项目组 APQP小组
APQP小组 APQP小组
过程质量记录
各类《检验试验记录》
质管部
计
验收
和
开
发
样件 制造过程设计
主设计师
项目组
质量记录/输出数据
《项目立项报告》
立项指令
《项目可行性初步分析表》
《项目评估表》
《新产品开发任务书》 《新产品开发合约》(必要时)
《APQP初始会议记录》
《新产品APQP进度计划》
《顾客要求、识别评审表》 《产品设计输入表》
《项目可行性研究报告》
《新产品试制计划》 《产品设计目标书》(含设计目 标,接收准则,可行性及质量目
《过程设计验证记录》 《过程设计输出数据清单》
APQP第二阶段

DFMEA表格说明
(6)关键日期: 填入初次FMEA预定完成的日期,该日期不能超过计划开始生产的时间,比如
现在为第二阶段的样件FMEA,那么此FMEA的完成时间不能超过该样件开始生产的 时间。 (7)FMEA日期:编制此FMEA的日期
每一个于设计DFMEA列出的项目, 将在过程PFMEA的特殊过程管制中被列出.
注意符号的一致型:FMEA、控制计划、工艺文件、作业指导书、检验文件都必须
一致.
(15)频度(O) 指失效发生的可能性,可能发生的等级是一个值,评价方法1—10级,见下图 等级的判断方法: 1.过去服务取得资料和相关经验 2.零件是否为全新的产品?零件使用条件是否改变? 3.因目前的环境、设计要求、设备、工艺等是否能达到要求
正措施来降低RPN值。一般实务上, 较不注意RPN质的结果, 通常严重度数(S)较高 时, 就会特别注意。
(19)建议措施 建议采取的措施,其目的是为了降低S、O、D.
PPAP-过程流程图、PFMEA、控制计划的关系
根据过程流程图制定PFMEA,根据PFMEA制定控制计划
过程流程图
ቤተ መጻሕፍቲ ባይዱ
PFMEA
控制计划
4、DFMEA——设计阶段的潜在失效模式和后果分析 FMEA 分为设计DFMEA和过程PFMEA,设计阶段主要是对
零部件的材质性能的失效分析,过程阶段主要是产品在生产 过程的失效分析。
5、采购测料清单 6、采购新增物料清单
7、样件阶段总结表---阶段评价记录表
FMEA:潜在失效模式和后果分析
FMEA的最重要因素之一,它是一个“事前的行为”,而不是“事后的 行为”,为达到最佳效益,FMEA必须在设计或过程失效模式被无意纳入 设计产品之前进行。
简化汽车零部件开发流程
OTS件交付(附自我认可试验报告) 性能认可或第三方认可试验(必要时 MB1确认 MB2确认 皮纹指令下达(适用时) 皮纹制作(适用时)
编制各类作业指导书、检验指导书 原材料及辅助材料消耗定额清单 初始工序能力研究计划 检具开发(专用检具) 检具设计及方案提交
皮纹样件提交(适用时) MB3确认(适用时) 整车道路试验结论 提交法规认证报告(3C、强检) 工程认可(ESO)
OTS交样
→
EP车 (工程样车)
→
MB1 (单件和量检具的匹配
→
PPV车 (工程、工艺验证样
→
MB2 (单件和整车系统匹配验
→
PP车 (预试生产样车)
→
MB3 (色彩/皮纹/颜色匹配验
→ (试生产车) →
SOP
P车
SOP
项目策划和准备
→
产品设计
↓
产品开发协议签订 APQP小组批准成立 材料及分供方清单 专用设备、工装清单(注明需新增 检具与试验设备清单(注明需新增 项目启动会(必要时)
内部产品与过程审核(提交 内审报告) PPAP预审核(必要时) PPAP零件及文件交付 物流包装方案的认可 PPAP试装及结论 PPAP审核 PPAP批准
检具方案确认(川汽控制的零件清单 检具供应商确定 检具制造 检具自我验收(测量报告) 检具预验收 原材料、外协件(模具)及工装/设 备的开发 新增设备&设施采购(适用时) 二级供应商开发 模夹具设计 模夹具制造(必要时详细计划-附表1 模夹具调试 分供方工装样件制造并提交 分供方审核(必要时) 包装物流器具开发 物流包装方案设计并提交 物流包装方案确认 包装和器具的设计与制造提交 包装和器具的验证与评审 量产用包装和器具的制造 人员的招聘和培训 制定人员需求计划和培训计划 人员的招聘和培训 新增量具&试验设备采购(适用时) 原材料、外协件(模夹具)下达开发
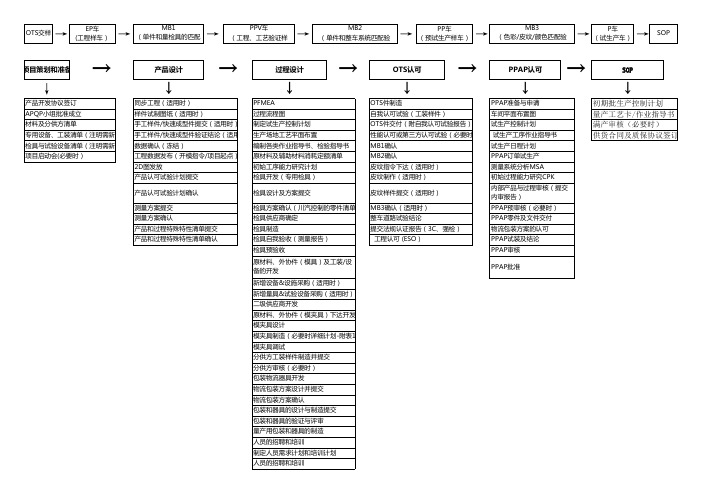
APQP的六个过程
• • • • • • •
认可首件外购/外协件 验收设备、工装、模具和检具 制造、检测与评审样件 反馈顾客意见,更改产品设计 确认设计 审核产品诞生过程 跟踪评审里程碑计划(期限、成本与质量)
原材料供应商开发
设计验证计划
样件控制计划
关键尺寸检测计划
DVP&R (样件)
首件零件认可 设备验收报告 工装和模具验收报告 检具验收报告 制作目视标准样件 和极限样件 样件评审 顾客送样匹配/确认 顾客模具批准报告 样件装车匹配报告 工程更改 问题清单与纠正措施 产品诞生过程审核 顾客样件批准报告 样件制造 关键尺寸报告
精益生产策划
潜在人机工程问题清单 重要环境因素清单 潜在危险问题清单 岗位能力矩阵图
批量装车匹配 批量装车匹配报告 顾客包装评估 问题清单/纠正措施
PPAP汇总和递交
顾客过程审核 问题清单/纠正措施 顾客批准书
财务控制计划 项目财务评审
生产控制计划(修)
过程指导书(修)
• • • • •
批量生产运行 产品审核 过程审核 展开顾客满意工程 PPAP状态的维持和持续改进
顾客批准书
批量生产控制计划 过程流程图 过程指导书 产品工艺流程卡 目视标准样件和极限样件 过程能力研究报告 MSA研究报告 工厂布局图
第一阶段 第二阶段 第三阶段 第四阶段 第五阶段 第六阶段
投标过程 产品设计和开发过程 制造过程设计和开发过程 产品设计验证与确认过程 过程设计验证和确认过程 批量生产启动过程
• • • • • • • • •
识别标书要求 分析竞争标杆 设想项目方案 评审项目可行性 编制报价文件包 提交标书 签订技术协议 组建项目小组 形成产品责任书
SOW 初始材料清单 初始过程流程图 项目进度计划表
3.零部件APQP过程之样件开发
在确认了样件制造的工艺和样件控制计划,可以开始进 行样件制造, 分供方的部件制造需要提前完成(特别是 对于分供方制造或采购周期较长的需要提前来计划). 制造数量的确定需要考虑到: 用户的需求,产品的合格率,供方DV实验的需要及 必要的少量库存(以应对突发事件) 样件制造时应按订单要求的设计状态(图号)进行, 如果 因设变造成新状态的零件无法按时交付,应立即与 PD及STA协商,必要时需要求更改订单中的设计状 态.
样件控制计划制定的步骤
供应商技术支持(STA)
样件控制计划制定的步骤
n 过程名称/操作说明 n 应与过程流程图中的一致 n 建议采用 动词 +对象的格式 如: 车削轴的外圆 n 生产设备 n 确定在工序中使用的机器设备 n 如果可能使用的机不少于一台, 则需标明机器编号
供应商技术支持(STA)
样件控制计划制定的步骤
过程设计和开发产品和过程确认批量生产策划反馈评定和纠正措施计划和确定项目产品设计和开发验证产品和过程确认过程设计和开发验证反馈评定和纠正措施产品apqp过程简图供应商技术支持sta计划与定义组建小组财务批准初始零件清单productassuranceplan项目管理跟踪矩阵表采购决定开发问题清单管理层支持顾客输入要求项目时间计划设计目标可靠性质量目标成本目标产能策划联系人清单产品质量时间计划产品设计和开发设计fmea初始产品及过程特性清单设计评审设计验证计划dvp设计验证apqp状态工装设备及量具样件控制计划制造系统分析计测量系统分析计划小组可样件制造包装规范图纸及技术规范过程fmea产品及过程特性清初始过程能力研究计划测量系统分析试生产控制计过程特性与产品特性的连接floorplanlayout特性矩阵表包装标准产品过程质量系统评管理评审产品与过程确认作业指导书试生产量产控质量计划签发及管理零件提交保证书pswpsw件交样功能检测报告fcr初始过程能力研究pv实验包装验证制造及服务设计反馈评审整改行动经验总结交付及服务过程设计和开发paprcpcc1pp顾客满意减少变异设计验证签发及报告设计并发布样件制造零件设计验证整车设计验证试生产过程评审投产验证apqp过程样件开发的项目节点供应商技术支持sta样件质量对整车项目的影响设计尺寸性能耐久外观等目标都是通过样件装成整车来进行验证设计的工艺性好坏及工艺能够达到的程度如外观是通过样件来确认的所以样件是否有符合设计ots样件是否有量产的代表性对于实现投产至关重要
PPAP生产件批准程序(流程图)

PPAP生产件批准程序(IATF16949-2016/ISO9001-2015)1.0目的按顾客要求进行生产件的批准,以证明本公司能满足顾客所有要求。
对供方提出生产件批准要求,以验证其是否符合我公司要求。
2.0范围适用于顾客提出的生产件批准要求及对供方提出的生产件批准要求。
3.0术语和定义3.1 PPAP(Production Part Approval Process):生产件批准程序。
3.2 生产件:是指在生产现场用正式生产工装、量具、过程、材料、操作者、环境和过程参数(如时间/压力/温度)以及制造所需的零部件。
3.3 PSW:零件提交的保证书。
4.0工作程序责任部门业务流程要点描述及记录工程部生产部物控部4.1 进行生产件批准的时机4.1.1 新的产品4.1.2 已经批准的零件或产品,使用了其它可选择的结构或材料。
4.1.3 使用新的或改进的工装(不包括易损工装)、模具等。
4.1.4 对现有工装及设备进行翻新或重新布置之后进行生产。
4.1.5异地生产(包括转移场地和附加场地)。
4.1.6 供方材料或服务的来源生产变化。
4.1.7 工装在停止批量生产达到或超过12个月以后,重新生产。
4.1.8 制造过程和方法发生了变化。
4.1.9 产品设计图样、规范或材料规范的改变使产品发提出PPAP申请生了变化。
工程部 销售部4.2 判定是否向顾客提交生产件批准及提交等级。
生产部工程部4.3 提交生产件批准的产品和文件。
4.3.1 一般样件数量为3~6件,顾客另有规定的则按顾客要求的数量。
4.3.2 零件提交保证书。
4.3.3 外观件批准报告(如果有)。
4.3.4 设计记录(图纸、技术规范)。
工程部 质管部否否4.3.5 工程更改文件。
4.3.6 DFMEA/PFMEA 。
4.3.7 尺寸检查报告。
4.3.8 材料检查报告。
4.3.9 产品性能检查报告。
4.3.10 过程流程图。
4.3.11 初始过程能力分析。