龙门吊油漆图片
起重机防腐油漆施工方案及流程
起重机防腐油漆施工方案及流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!起重机防腐油漆施工方案及流程:①表面处理:首先彻底清除起重机金属表面的锈蚀、氧化皮、旧漆膜和其他污物,可采用喷砂、打磨或化学清洗等方法,确保表面清洁并达到规定的粗糙度。
②检查与评估:施工前对处理过的表面进行检查,确保达到Sa2.5级或更高级别的清洁度标准,不合格部分需重新处理。
③涂装准备:选取符合项目要求的防腐油漆,如氯化橡胶耐候漆等,并准备好稀释剂、搅拌工具、喷涂设备等。
④底漆施工:涂装第一道底漆,通常为防锈漆,按比例调配油漆与稀释剂,均匀涂覆,注意湿膜厚度和干燥时间。
⑤中间漆施工:待底漆干燥后,依同样方法涂装中间漆,增强防腐层的厚度和抗渗透性。
⑥面漆施工:最后施涂面漆,提高外观美观度及抗紫外线能力,确保漆膜总厚度达到设计要求。
⑦质量检验:每道涂层施工后进行外观检查和漆膜厚度检测,确保无漏涂、流挂、针孔等缺陷。
⑧干燥与保养:涂层干燥期间应避免雨水和机械碰撞,完全固化后方可投入正常使用或进行下一阶段施工。
⑨现场清理:施工结束后,及时清理现场,收集废弃物,遵守环保规定。
此流程确保起重机防腐油漆施工的质量与效率,延长设备使用寿命。
JL830铝粉沥青船底防锈漆
必须按照国家规定储存,储存环境应干燥、阴凉、通风良好并避开热源、火源,包装容器必须保持密闭。
装卸
小心处置。使用前搅拌均匀
包装规格
20L/25kg
健康和安全
请注意包装容器上的警告标识,在通风良好的条件下使用,避免吞咽或吸入漆雾,避免皮肤接触,如果油漆溅在皮肤上应立即用合适的清洁剂、肥皂和水清洗。溅入眼睛时应用流动的水充分冲洗并立即就医诊治。有关健康和安全详细资料及使用本产品的注意事项,请查阅本公司的《产品安全手册》即MSDS。
ห้องสมุดไป่ตู้4h
24h
24h
30d
30℃
2h
16h
16h
30d
施工条件
底材温度不可低于5℃且至少应高于空气露点温度3℃以上,温度和相对湿度的测量必须靠近作业点附近的底材处进行,相对湿度控制在85%以下,具有良好的通风条件,以确保漆膜的正常干燥。
典型油漆配套
前道配套:环氧铁红、环氧富锌、无机硅酸锌车间底漆
后道配套:JL831黑棕沥青船底防锈漆
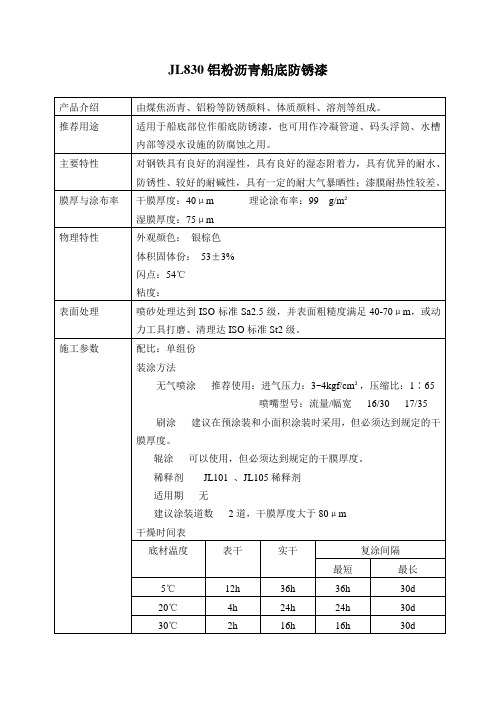
JL830铝粉沥青船底防锈漆
产品介绍
由煤焦沥青、铝粉等防锈颜料、体质颜料、溶剂等组成。
推荐用途
适用于船底部位作船底防锈漆,也可用作冷凝管道、码头浮筒、水槽内部等浸水设施的防腐蚀之用。
主要特性
对钢铁具有良好的润湿性,具有良好的湿态附着力,具有优异的耐水、防锈性、较好的耐碱性,具有一定的耐大气暴晒性;漆膜耐热性较差。
喷嘴型号:流量/幅宽16/30 17/35
刷涂建议在预涂装和小面积涂装时采用,但必须达到规定的干膜厚度。
辊涂可以使用,但必须达到规定的干膜厚度。
稀释剂JL101、JL105稀释剂
适用期无
建议涂装道数2道,干膜厚度大于80μm
龙门吊涂装工艺
资料编号:HJ/Y-港80/漆-04使用车间:钢构制造部港80油漆涂装工艺规程批准:_____________校核:_____________编制:_____________青岛海西重机有限责任公司2009年10月28日1 基本要求1.1该门式起重机长期处在盐雾多、湿度大及温差大的海洋大气和工业大气的腐蚀环境中工作,同时该起重机工作繁忙、涂装维修困难。
根据起重机涂装寿命不小于15年,涂装质量保证期3年的技术要求,涂装方案采用防腐蚀性能优异、耐海洋性气候、性能可靠的涂装材料。
1.2 本规程书适用于600t门式起重机主梁、刚腿、柔腿等结构件及配套制造的上下小车、维修起重机及大车行走机构的涂装工作。
1.3涂装施工时应严格执行产品使用说明书的有关规定,并接受产品服务工程师的现场指导。
2 引用标准2.1国家标准GB8923-88 涂装前钢材表面锈蚀等级和除锈等级ISO 8504-1:1998或GB13288:1991 表面处理粗糙度标准GB9286-1998 色漆和清漆漆膜的划格试验GB1764-79 漆膜厚度测定法标准GB/T 13912-2002 金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法2.2参考标准及资料SIS 055900 瑞典工业除锈标准ISO8501-1:1988 钢材表面涂装油漆前的除锈和清洁度的目视评定ISO8503 钢材表面粗糙度特征ISO24092/ISO24093 附着力测试-划格法ISO4624 附着力测试-拉开法GSB G51001-94 漆膜颜色标准样卡标准ISO12944-1~8 腐蚀环境评定与划分、涂装防腐期设计、油漆系统选择标准3涂装寿命计算与防腐设计3.1防护年限计算依据:ISO标准:ISO12944-1~8部分。
3.2工作环境及气象条件3.2.1气温:极端最高气温39.9℃, 极端最低气温-18.3℃,年平均气温12.3℃。
3.2.2湿度:最小湿度3%,最大湿度100%,年平均相对湿度65%。
公司设备着色管理规定

公司设备着色管理规定一、橡胶、动力机械涂漆标准1、机器本色:浅绿色 RAL60112、机器内表面:浅黄色(或白色)。
3、对于裸露外表面未加防护的回转部件,如飞轮、皮带轮、齿轮等的轮辐板应涂大红色。
4、防护装置的按钮或驱动杆、润滑部位标志、压力转换开关及安全性标志等应涂红色,除用于警示和引起注意的部位外,外露面漆不得涂成红色。
5、吊车轨道上下面浅绿色RAL6011,中间两侧橘黄色黑色相间RAL2OO4+(黑)RAL9005。
6、各管路的涂漆颜色(1)、压缩空气;天蓝色(GSB-6 PB05)。
(2)、自来水;深绿色(GSB 30 G02)。
(3)、冷却水;浅绿色(4)、蒸汽;银粉漆。
(5)、进油;黄色(GSB 59 YR04)。
(6)、回油;浅黄色(605-3)。
二、压力容器及各种储罐着色标准1、压缩空气储气罐;天蓝色KL-BL-11。
2、热水加热罐、除氧加热罐、硫化罐;灰色KL-GR-17。
3、储油罐;保温的灰色KL-GR-17 不保温的浅黄色KL-YE-15。
三、配电柜、配电箱着色标准1、硫化机配电柜:桔红色。
高压配电柜在显眼位置喷涂“高压危险”等警示标志2、其它配电柜、配电箱、线槽:RAL7032。
3、电机:原设备供应色(特殊要求除外)。
四、安全防护着色标准1、运动色,吊钩,防护网,防护罩,设备可移动部位:橘黄RAL2OO42、防护栏;橘黄色黑色相间RAL2OO4+(黑)RAL9005。
备注:1、保温管道用红色箭头标示流向。
2、除用于警示和引起注意的部位外,其它外露面不得是红色。
3、设备及各种管道金属表面刷漆前必须除锈修补,与设备连接的各种管道可刷与主机相同的颜色,再按以上规定作局部标识,例如可在管道显要部位刷色环或长方形色块(箭头),为了便于区别,可在同一管道上做一处或数处颜色标识。
4、新安装设备、改造设备及今后车间调整设备也要参照上述规定执行。
5、上述所有刷漆颜色以生产设备能源部-设备能源处下发的色标为准,各生产厂、车间要严格按照色标执行。
起重机涂装方案
起重机涂装方案桥机各零部件出厂前清除干净,并根据设备部件特点分别采取防护措施。
起重机涂漆颜色及色样符合JB2299《矿山、工程起重运输机械产品涂漆颜色和安全标志》的规定。
桥机除司机室外,所有暴露在空气中的部件在涂漆前进行抛丸表面除锈处理(对板厚小于6mm板抛除锈易变形,宜选用酸洗除锈方法),涂漆前的表面预处理符合GB8923标准的Sa21/2级。
其它零件达到St2级,成品一道底漆二道面漆。
使用照片目视对照评定。
除锈后,表面粗糙度达到40~80μm。
涂料涂装技术符合SDZ014的规定。
涂装前应按下列要求执行:. 涂漆的施工环境:涂装施工不应在雨天、雪天、大雾天、大风及寒冷的天气中进行。
被涂装表面温度应大于等于底材露点3度。
当大气相对湿度大于85%时不应施工。
待涂表面的钢板温度应在5℃~45℃的范围内。
施工部位应保持良好且安全的出入通道、良好的照明和通风,以便进行表面处理和油漆施工,同时也便于质量检查。
、涂装要求:喷涂时喷涂设备及压力应达到产品说明书之要求,以保证漆膜均匀,平整,光滑。
经表面处理后,应于4小时内将正确的油漆涂覆于待涂表面。
任何油漆漆膜之缺陷应及时修正。
保护涂层涂料选用优质涂料,其类型如下:底漆醇酸铁红底漆面漆醇酸磁漆漆膜厚度要求如下:底漆干膜厚度为25~35μm面漆干膜厚度为50~70μm总漆膜厚度75~105μm涂漆工艺严格遵守油漆厂规定的工艺的要求。
油漆检验标准:. 表面处理清洁度:ISO8501-1. 表面处理粗糙度:ISO8504-1. 油漆表观:油漆表面必须达到漆膜均匀、无露底、无针孔、无皱纹、无漏涂、无裂缝等,表面严重流挂,漆膜附着力符合GB9286中一级要求。
. 油漆的干膜厚度:油漆的漆膜应达到规定的漆膜厚度。
I设备的涂漆颜色按技术协议中的要求。
钢结构防腐常用油漆选用
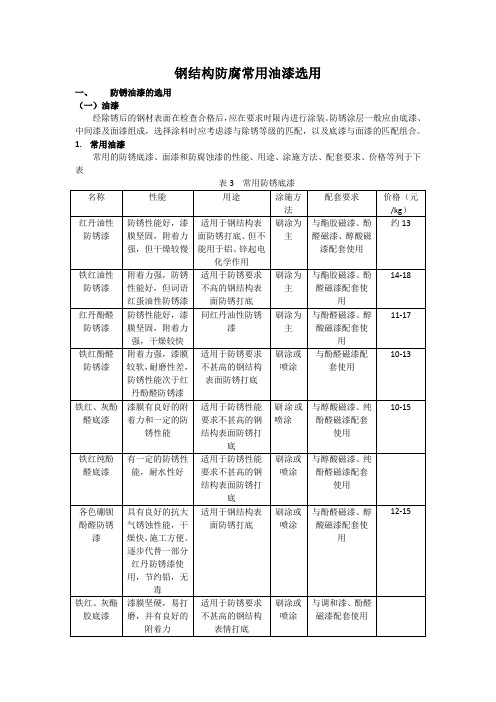
钢结构防腐常用油漆选用一、防锈油漆的选用(一)油漆经除锈后的钢材表面在检查合格后,应在要求时限内进行涂装。
防锈涂层一般应由底漆、中间漆及面漆组成,选择涂料时应考虑漆与除锈等级的匹配,以及底漆与面漆的匹配组合。
1.常用油漆常用的防锈底漆、面漆和防腐蚀漆的性能、用途、涂施方法、配套要求、价格等列于下表在重防腐蚀系统中,中间漆的主要作用是增加涂层的厚度提高整个涂层系统的屏蔽作用,最常用的中间漆是环氧云铁中间漆。
表5 常用中间漆2.油漆配套组合钢结构工程中所用防锈底漆、中间漆与面漆的配套组合参加下表6:表6 钢结构用底漆、中间漆与面漆的配套组合另外,《建筑钢结构防腐蚀技术规程》JGJT 251-2011中也有类似的配套组合表格,并较为全面完整,可供参考。
(二)镀锌1. 概述镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。
可分为热镀锌和冷镀锌两类。
现在主要采用的方法是热镀锌。
2. 分类热镀锌热镀锌也称热浸锌,是将钢铁工件经过除油、除锈,呈现出无污、浸润的表面,立即浸入到预先将锌加热融熔了的镀槽中去,在工件表面形成一层锌镀层的方法。
热镀锌的镀层较厚,一般为30-60微米,镀层防腐能力较高。
适合于户外工作的钢铁制件,如高速公路围栏、电力铁塔、大尺寸紧固件等较为“粗糙”的工件的长期防锈。
较早的铁质自来水管也是热镀锌的。
冷镀锌又称电镀锌,是将同样经过了除油、除锈,呈现出无污、浸润的工件挂入专门的电镀槽里的阴极上,阳极用锌。
接通直流电源,阳极上的锌离子向阴极迁移,并在阴极上放电,使工件镀上一层锌层的方法。
冷镀锌工件表面光滑平整,但是因为镀层比较薄,一般在5-30微米以内,所以防腐蚀的时间会比较短。
都用在室内使用制件的防锈,如机壳底、面板,小尺寸紧固件等。
3. 质量特点外观光滑,无锌瘤、毛刺,呈银白色;厚度均为可控,在5-107μm之内任意选择;无氢脆、无温度危害,可保证材料力学性能不变;可代替部分需热镀锌的工艺;耐腐蚀性好,中性盐雾试验达240小时。
栏杆钢丝绳等金属构筑物油漆技术方法

栏杆钢丝绳等金属构筑物油漆技术方法金属构筑物如栏杆、钢丝绳等需要进行油漆处理,可以增加材料的美观性,同时也起到防护作用。
下面介绍一些常见的金属构筑物油漆技术方法。
1.表面准备:首先,清洁金属构筑物的表面,去除油污、尘土等杂质,可以使用溶剂或者清洁剂来清洁表面。
然后使用砂纸或者钢丝刷轻轻打磨表面,去除锈蚀、氧化物等。
2.防锈处理:对于铁质构筑物,特别是容易生锈的地方,需要进行防锈处理。
可以使用防锈底漆先涂刷在金属表面上,形成一层防锈膜。
防锈底漆可以保护金属表面不受潮气和氧化破坏。
3.油漆选择:根据金属构筑物的用途和外观要求,选择合适的油漆。
常见的金属油漆有喷涂漆、刷涂漆、滚涂漆等。
喷涂漆可以快速均匀地涂刷金属表面,适用于大面积的金属结构。
刷涂漆适用于小面积的细节处理。
滚涂漆适用于平整的金属表面。
4.涂刷技巧:在进行油漆涂刷的时候,需要注意一些技巧。
首先,混合油漆的时候要充分搅拌均匀,确保颜色一致。
其次,油漆要均匀地涂刷在金属表面上,不要出现厚薄不均的情况。
可以采用交叉涂刷的方法,即先涂一遍垂直方向,再涂一遍水平方向。
涂刷时要保持一定的速度和力度,不要过快或者过慢。
涂刷完毕后要进行二次检查,确保涂层均匀平整。
5.干燥和涂层保护:涂刷完油漆后,需要等待一定的时间进行干燥。
干燥时间根据油漆的种类而定,一般来说,室温下,涂刷油漆之后,最好等待24小时以上。
干燥完毕后,可以涂上一层保护涂料,形成一层保护膜,增加油漆的耐久性和防护能力。
6.定期维护:金属构筑物经过一段时间的使用后,油漆可能会出现破损、剥落等情况。
需要定期检查和维护,及时修补剥落或者破损的油漆。
这样可以保持金属构筑物的美观性和使用寿命。
总之,对于金属构筑物的油漆技术方法,需要进行表面准备、防锈处理,选择合适的油漆进行涂刷,注意涂刷技巧,完成干燥后,涂上保护涂料,并定期维护。
这些步骤可以保证金属构筑物的外观和使用寿命。
起重机的油漆选择及表面处理

起重机的油漆选择及表面处理起重机所采用的油漆和油漆方法,应适用使用地区气候环境条件,油漆及涂装工艺应符合所认可的标准和规范。
油漆前应对需涂漆的部位表面进行清洁、除锈处理。
油漆涂装应在气温10-32℃范围内进行,但也考虑油漆制造商的油漆使用规范。
涂装场地应通风良好,遇到潮湿、尘土飞扬或烈日爆晒等情况应采取措施,否则应停止涂装工作。
油漆全部采用无气压力喷涂设备,油膜厚度采用公制的干膜厚度计来测量。
油漆使用前进行搅拌,直到油漆全部成份完全混合。
如油漆成份有快速沉淀倾向时,经常搅动。
当同一种颜色连续涂装时,分层进行,每一层都有足够的对比度,以便鉴定是否全部覆盖。
摩擦型联结表面进行喷砂处理,以确保结合面有足够的摩擦系数。
承重型联结面或普通螺栓的联结面允许涂漆,其他联结的接合面可不涂漆,但要有防锈措施。
机加工表面在检验后,装运前或放到露天堆场前涂一层防锈油。
卖方应负责对在运输和安装中碰掉的漆膜进行现场补漆,补漆的层数不能减少,运往现场的油漆,溶剂和添加剂应采用同一制造厂产品,并带有铭牌的原包装。
起重机涂装的寿命要求不小于5年。
即在产品验收后不得出现锈斑、剥落、分化或其他缺陷。
涂色方案在技术审查时,由卖方制定,买方认可。
所有油漆品牌,由买方确定。
车轮轮辐涂红色、轮缘涂白色、轨道和压板涂黑色。
表面处理------钢材涂漆前采用喷丸处理,达到瑞典SIS标准的Sa2.5标准。
底漆-------涂环氧富锌底漆,其固体含量按重量计不少于80%;按体积计最少为50%。
中间漆-------中间漆采用环氧云铁底漆,其固体含量以体积计不少于50%。
面漆------采用聚氨脂固化丙烯聚氨脂面漆,固体含量以体积计不少于60%。
油漆、涂层数、干膜厚度按下表要求执行:部位涂层涂料名称道数涂层厚度(um)钢材预涂底漆环氧富锌底漆1 25外表面底漆环氧富锌底漆1 70中间漆环氧云铁底漆1 100面漆聚氨基甲酸酯可复涂面漆2 80(每层40)外部结构的最小干膜总厚度250内表面底漆环氧富锌底漆1 70中间漆环氧云铁底漆1 100面漆聚氨基甲酸酯可复涂面漆1 50内部结构的最小干膜总厚度220封闭的箱型结构内表面涂二层底漆。