物料编码规则手册
物料编码及BOM规则
物料编码、BOM 规则
一、 物料编码规则:
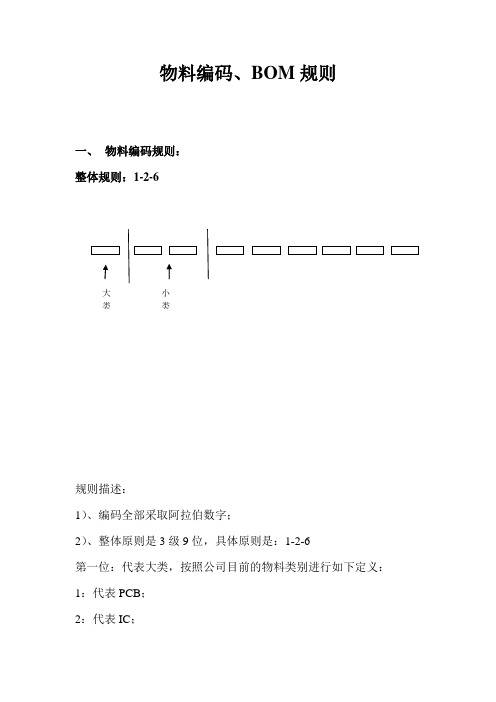
整体规则:1-2-6
规则描述:
1)、编码全部采取阿拉伯数字;
2)、整体原则是3级9位,具体原则是:1-2-6
第一位:代表大类,按照公司目前的物料类别进行如下定义: 1:代表PCB ;
2:代表IC ;
3:代表SMT XX;
4:代表DIP电子料;
5:代表DIP CONNECTOR接插件;
6:代表包材;
7:代表成品/半成品;
8:代表辅料
9,0:暂时预留;
第二位,第三位:代表大类下的小类,比如:100:代表PCB大类下的MB小类;
101:代表PCB大类下的VGA小类;
102:代表PCB大类下的LAN小类;
其他依此类推;
特别说明:7代表成品/半成品,作如下规定:700:代表包装完成后的成品;
701:代表SMT完成后的半成品;
702:代表插件完成后的半成品;
第四位到第九位:表示流水号:
二、BOM创建规则:
1、BOM模型:
1
A1
2
A2 3
A
4
5
其中;
A1:代表SMT完成后的半成品;1,2代表完成SMT需要的原材料;A2:代表插件完成后的半成品;3,4代表插件类原材料;
A :代表包装完成后的成品;5代表包装材料。
物料编码规则手册

物料编码规则手册文件编号:RD-0908-001版本:A4日期:物料编码格式及所用数字的含义零件编号一般格式:索佳物料编码格式由10位数字组成,在第三位与第四位、第七位与第八位之间用–连字符连接。
A1 A2 A3–B1 B2 B3 B4–C1 C2 C3A1:物料大类(按材质区分)A2A3:物料中类(按用途、类别等区分)B1B2B3B4:物料特征码(反映物料主要特征)C1C2C3:流水号特征码的说明:1、表03—表10中所使用的标量(参数、长度、宽度、直径、间距、外径、内径、中心距离、厚度、高度、环径、Pin脚数、通道数)说明:取实际数值的两位有效数字,当有效数位数大于两位时,取前面两位,当有效数位数小于两位时,后面补零。
例如:数值为838mm→83、0.3mm→30、3mm→30、300mm→30。
2、长宽高选取说明:取最长的作为长度,其次作为宽度。
3、物料型号说明:特征码选取物料型号中的四位数字,当不足四位时,前补零;当超过四位时,取前四位数字,字符舍去。
名称规格描述规范说明:物料编码中的名称及规格描述应书写规范,名称栏主要描述物料的中类特征和型号,如“螺丝,PWM”;规格描述栏描述物料的主要特征信息,其注:螺丝的直径与长度均为丝牙的直径与长度,通用螺丝的头径在规格描述中可不用标注,PW型螺丝的默认头径为φ6,其余螺丝默认头径为φ5。
注:面壳属于前盖注①幂数: B3=9 表示10-2B3=8表示10-1B3=0表示100B3=1表示101B3=2表示102B3=3表示103B3=4表示104B3=5表示105 B3=6表示106 B3=7表示107例如:1.789MHZ → B1B2=17,B3=5②误差: 电阻、电感:B4=1表示±1% B4=2表示±2% B4=3表示±5% B4=4表示±10% B4=5表示±20%电容:B4=1表示+80%/-20%B4=2表示±20%B4=3表示±10%B4=4表示±5%第21 页共21 页物料编码规则手册版本:A2。
物料编码规则说明书

物料编码规则说明书第1章目的为实现公司物料分类及电脑化管理,提高物料管理水平,特拟定本编码规则。
第2章适用范围适用于ERP系统中所有物料的编码定义。
第3章内容及流程以下物料编码以4位ASCII码字符表示,编码规则:2级2-2,具体格式和定义如下:◆整机:字母+数字以下物料编码以8位ASCII码字符表示,编码规则:3级4-2-2,具体格式和定义如下:◆模块:整机编码+字母+数字以下物料编码以8位ASCII码字符表示,编码规则:3级2-2-4,具体格式和定义如下:◆零件加工件:SL+类型+数字(类型:机加工件、雕刻件、手板、开模件)以下物料编码以10位ASCII码字符表示,编码规则:4级2-2-2-4,具体格式和定义如下:◆元器件、线材、标准件:SL+类型+字母+数字(类型:电子类,机械类)◆M : 原材料◆ A :生产辅料和消耗品◆ F :OEM产品及配件3.1模块、产成品编码规则模块、产成品编码结构如下:模块编码结构如下:1 2 3 4 5 6 7 81-4位表示产品名称代号;用英文+数字表示,产品工艺代号在新产品立项时,由技术委员会确定。
工程部在新产品工程化时,更改《产品型号与工艺代号对照表》,交质管部受控发放。
当前工艺代号规定如下:◆SC18为SenloSL180产品工艺代号◆SC30为SenloSL300产品工艺代号◆SC50为SenloSL500产品工艺代号第6、7位表示属性及子系统模块类型,规定如下:产品系统:PR (Products)软件子系统:SO (Software)硬件子系统:HA (Hardware)机械子系统:MA (Macheinery)液路子系统:YL热工子系统:TS (Thermal subsystem)光学子系统:PT (Ptical)测试子系统:TE (Test)临床子系统:CL (Clinical)外购件:OU (Outsourcing)装配件:AS (Assembly)自制件:SE (Self-control)硬件子系统: HA (Hardware)◆电源模块:01 DY(Power module)◆PCB板模块:02 PC◆反应盘模块:03 RW (Reaction wheel module)◆试剂盘模块:04 RM (Reagent module)◆样本盘模块:05 SM (Sample module)◆采样针模块:06 SZ◆搅拌针模块:07 PZ (Pin module)◆加样模块:08 UP◆搅拌模块:09 SJ◆机架模块:10 JJ◆外壳模块:11 HM (Housing module)◆自动清洗模块:12 CX◆注射器模块:13 ZS◆液路模块:14 YL◆附件模块:15 FM◆光电模块:16 PB第7、8 位表示产品模块流水号,由工程师根据具体设计细节添加,再申请录入,原则是不允许有重号,具体规定如下:◆第9、10位的XX值表示该产品模块下的第XX装配,◆第11、12位表示该装配的第XX个零件,若为“00”则表示装配总成范例:反应盘模块的物料编码SC18RW011 2 3 4 5 6 7 8产品工艺代号:SC18属性/系统类型:RW产品模块流水号:01该规则可以保证产品编码唯一化零件加工件编码结构如下1 2 3 4 5 6 7 8 91-2位表示公司部门名称代号SY3-4位表示类型◆机加工件LA◆雕刻件(雕刻铝材YB 塑料材料DB)◆手板件(钣金材料BJ 塑料材料SB)◆开模件MD (开模补加工BM)6-9位表示流水号3.2元器件、线材、标准件编码结构如下:1 2 3 4 5 6 7 8 9 10第1-2位表示公司部门:SY第3-4位表示系统类型:◆硬件子类HA◆机械子类MA第5-6位示器件、线材、标准件(如只有一位字母,第6位用0表示)以下为硬件的大分类代号,规定如下:◆成平单板:PC◆电阻类:R◆电容类::C◆发光管:D◆稳压二极管:D◆整流二极管:D◆桥堆:D◆二极管:D◆连接器:J◆插件连接器:J◆贴片连接器:J◆三极管:T◆开关:K(拔码开关、空气开关、过流保护开关、电源开关)◆器件:IC (CPU、通讯IC、电源IC、运算放大器、逻辑IC器件、A/D采集类IC、时钟IC、驱动IC、存储器IC)◆线材L◆变压器:L◆电感:L◆固定电阻器:L◆排阻:L◆可变电阻器:L (包括电位器)◆独石电容:L◆陶瓷电容:L◆铝电解电容:L◆云母电容:L◆薄膜电容:L◆可调电容:L◆隔离变压器:L◆电源变压器:L◆磁珠:L◆电感:L◆晶体:Z◆晶振:Z◆钟振:Z◆压控晶振:Z第7-10位表示流水号3.3 原材料编码规则原材料编码结构如下:1 2 3 4 5 6 7 8 9 10 11 12 13第1为M,表示原材料项目第2、3位表示原材料大类编码,意义规定如下:♦ 金属原材料♦ 塑胶原材料♦ 试剂厂原材料第位表示原材料明细编码,方法见以下各章节。
物料编码规则手册
物料编码规则手册文件编号:RD-0908-001版本:A4日期:物料编码格式及所用数字的含义零件编号一般格式:1 / 19索佳物料编码格式由10位数字组成,在第三位与第四位、第七位与第八位之间用–连字符连接。
A1 A2 A3–B1 B2 B3 B4–C1 C2 C3A1:物料大类(按材质区分)A2A3:物料中类(按用途、类别等区分)B1B2B3B4:物料特征码(反映物料主要特征)C1C2C3:流水号特征码的说明:1、表03—表10中所使用的标量(参数、长度、宽度、直径、间距、外径、内径、中心距离、厚度、高度、环径、Pin脚数、通道数)说明:取实际数值的两位有效数字,当有效数位数大于两位时,取前面两位,当有效数位数小于两位时,后面补零。
例如:数值为838mm→83、0.3mm→30、3mm→30、300mm→30。
2、长宽高选取说明:取最长的作为长度,其次作为宽度。
3、物料型号说明:特征码选取物料型号中的四位数字,当不足四位时,前补零;当超过四位时,取前四位数字,字符舍去。
名称规格描述规范说明:物料编码中的名称及规格描述应书写规范,名称栏主要描述物料的中类特征和型号,如“螺丝,PWM”;规格描述栏描述物料的主要特征信息,其余的物料信息在详细规格描述中表达.不同的信息字段用英文半角逗号”,”隔开,“×”以“*”代替,不允许有空隔符,其他连接符统一用半角格式。
2 / 193 / 19注:螺丝的直径与长度均为丝牙的直径与长度,通用螺丝的头径在规格描述中可不用标注,PW型螺丝的默认头径为φ6,其余螺丝默认头径为φ5。
4 / 19注:面壳属于前盖5 / 196 / 197 / 199 / 19注①幂数: B3=9 表示10-2B3=8表示10-1B3=0表示100B3=1表示101B3=2表示102B3=3表示103B3=4表示104B3=5表示105 B3=6表示106 B3=7表示107例如:1.789MHZ → B1B2=17,B3=5②误差: 电阻、电感:B4=1表示±1% B4=2表示±2% B4=3表示±5% B4=4表示±10%B4=5表示±20%电容:B4=1表示+80%/-20% B 4=2表示±20% B4=3表示±10% B4=4表示±5%10 / 19612 / 1913 / 1914 / 1915 / 1917 / 1918 / 1919 / 19。
(物料管理)物料编码规则说明书(必选)

规格描述的规则:无
示例:
物料编码 2.04.16.0001
名称
630 外镜片底座 ABS709 料黑色
2.04.17 产品命名规则:
类别定义:帽檐垫片
名称规则:产品型号+帽檐垫片+材料描述
规格描述的规则:无
示例:
物料编码 2.04.17.0001
名称
A623 帽檐垫片 ABS709 料黑色
2.04.18 产品命名规则:
辅料
二、 类别详细定义及规则说明
1.01 产品命名规则:
类别定义:夏盔
名称规则:型号+光/花+(客户商标)+材质+标准
规格描述的规则:无
示例:
物料编码 1.01.00001 1.01.00001
名称规则
339 花(YH)
339 花(YH)
1.02 产品命名规则:
规格描述
辅助属性
底色 花号 花色 尺码
类别定义:镜片压圈
名称规则:产品型号+镜片压圈+材料描述+喷漆颜色
规格描述的规则:无
示例:
物料编码 2.05.07.0001
名称
927 镜片压圈 ABS709 料(哑深灰)
2.05.07 产品命名规则:
名称规则:产品型号+嘴风件+材料描述+喷漆颜色
规格描述的规则:无
示例:
物料编码 2.05.03.0001
名称
953 嘴风件 ABS709 料(黑色 PU148A)
2.05.04 产品命名规则:
类别定义:侧风件
名称规则:产品型号+侧风件+材料描述+喷漆颜色
物料编码规则(SKD)
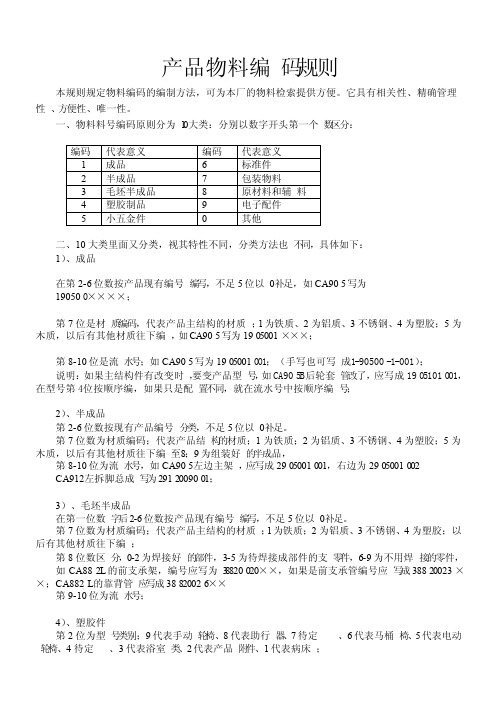
产品物料编码规则本规则规定物料编码的编制方法,可为本厂的物料检索提供方便。
它具有相关性、精确管理性、方便性、唯一性。
一、物料料号编码原则分为10大类:分别以数字开头第一个数区分:二、10大类里面又分类,视其特性不同,分类方法也不同,具体如下:1)、成品在第2-6位数按产品现有编号编写,不足5位以0补足,如CA905写为190500××××;第7位是材质编码,代表产品主结构的材质;1为铁质、2为铝质、3不锈钢、4为塑胶;5为木质,以后有其他材质往下编,如CA905写为1905001×××;第8-10位是流水号;如CA905写为1905001001;(手写也可写成1-90500-1-001);说明:如果主结构件有改变时,要变产品型号,如CA905B后轮套管改了,应写成1905101001,在型号第4位按顺序编,如果只是配置不同,就在流水号中按顺序编号;2)、半成品第2-6位数按现有产品编号分类,不足5位以0补足。
第7位数为材质编码;代表产品结构的材质;1为铁质;2为铝质、3不锈钢、4为塑胶;5为木质,以后有其他材质往下编至8;9为组装好的半成品,第8-10位为流水号,如CA905左边主架,应写成2905001001,右边为2905001002CA912左拆脚总成写为2912009001;3)、毛坯半成品在第一位数字后2-6位数按产品现有编号编写,不足5位以0补足。
第7位数为材质编码;代表产品主结构的材质;1为铁质;2为铝质、3不锈钢、4为塑胶;以后有其他材质往下编;第8位数区分,0-2为焊接好的部件,3-5为待焊接成部件的支零件,6-9为不用焊接的零件,如CA882L的前支承架,编号应写为38820020××,如果是前支承管编号应写成38820023××;CA882L的靠背管应写成38820026××第9-10位为流水号;4)、塑胶件第2位为型号类别;9代表手动轮椅、8代表助行器、7待定、6代表马桶椅、5代表电动轮椅、4待定、3代表浴室类、2代表产品附件、1代表病床;第5-7位代表颜色;颜色按颜色编号编写;第8-10位流水号5)、小五金件第2位为类别代码:9代表手动轮椅、8代表助行器、7待定、6代表马桶椅、5代表电动轮椅、4待定、3代表浴室类、2代表产品附件、1代表病床;第5-7位代表颜色;颜色按颜色编号编写;00代表毛坯第8-10位流水号6)、标准件第4位代表表面处理方式;0为本色、1为镀白锌、2为镀黑锌、3为镀彩锌、4为镀铬、5为发黑、6为电解、7为酸洗。
(完整版)物料编码规则

修订记录目录1.目的与适用范围 (4)2.物料编码规则 (4)2.1电路板(10) (4)2.2电阻(11) (5)2.3电容(12) (7)2.4晶体管(13) (9)2.5集成电路(14) (11)2.6磁性元件(15) (12)2.7电感(16) (13)2.8滤波器(17) (15)2.9晶振(18) (16)2.10电子类杂项(20) (18)2.11连接器(19) (19)1.目的与适用范围实行统一的规范化的物料编码规则,保证物料编码的唯一性,有利于公司物料的管控。
本规则适用于公司结构件和电子类元器件的物料编码的编制、修订等管理工作。
2.物料编码规则2.1电路板(10)区别码版本号项目编号预留区分类型类别电路板2.1.1第1、2位代表电路板,用“10”代表。
2.1.2第32.1.3第4、2.1.4第6、2.1.5第8、9、10位代表项目标号,从000-999共1000组2.1.6第11位代表版本号,从0-92.1.7第12位代表区别码当出现编码相同时用区分码区分不同标准描述格式如下:板子名称,空白板/成品板,板子上用的模块型号,项目英文缩写_板子名称_版本号转接板,空白板,海特项目转接板,SSS3T_Connector_V1.3.02.2 电阻(11)精度功率封装/尺寸阻值电阻区别码类别2.2.1 第1、2位表示电阻,用“11”表示。
2.2.2 第32.2.3 第42.2.4 换算方法:前三位表示有效数字,第7位表示10的指数,结果以欧姆(Ω)为单位。
例如:0013 = 1x103 Ω = 1k Ω;2398 = 239x10-2Ω= 23.9Ω。
若为电位器电阻值表示2.2.5第82.2.6第102.2.7第11位表示精度2.2.8第12位区分码2.2.9当出现编码相同时用区分码区分不同的电阻。
标准描述格式如下:名称,阻值,精度,封装,具体型号,厂家贴片电阻,5.49K,1%,0402,RC0402FR-075K49L,YAGEO2.3电容(12)区别码精度耐压值封装/尺寸容值类别电容2.3.1第1、2位表示电容,用“12”表示。
很全的物料编码原则
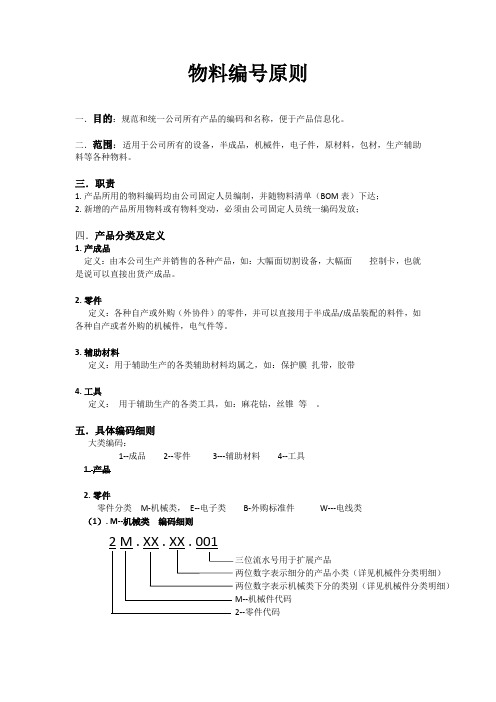
物料编号原则一.目的:规范和统一公司所有产品的编码和名称,便于产品信息化。
二.范围:适用于公司所有的设备,半成品,机械件,电子件,原材料,包材,生产辅助料等各种物料。
三.职责1.产品所用的物料编码均由公司固定人员编制,并随物料清单(BOM表)下达;2.新增的产品所用物料或有物料变动,必须由公司固定人员统一编码发放;四.产品分类及定义1.产成品定义:由本公司生产并销售的各种产品,如:大幅面切割设备,大幅面控制卡,也就是说可以直接出货产成品。
2.零件定义:各种自产或外购(外协件)的零件,并可以直接用于半成品/成品装配的料件,如各种自产或者外购的机械件,电气件等。
3.辅助材料定义:用于辅助生产的各类辅助材料均属之,如:保护膜扎带,胶带4.工具定义:用于辅助生产的各类工具,如:麻花钻,丝锥等。
五.具体编码细则大类编码:1--成品2--零件3---辅助材料4--工具1.产品2.零件零件分类M-机械类,E--电子类B-外购标准件W---电线类(1). M--机械类编码细则2 M . XX . XX . 001三位流水号用于扩展产品两位数字表示细分的产品小类(详见机械件分类明细)两位数字表示机械类下分的类别(详见机械件分类明细)M--机械件代码2--零件代码机械件分类明细:机械件(M)01-齿轮01-同步轮机械件(M)07-皮带01-同步带02-轴齿轮02-环形带08-导轨01-导轨02-轴承01-轴承02-外轨02-滑块轴承09-铝通01-铝通03-轴承座10-网链01-人字链03-联轴器01-联轴器02-乙字链04-拖链01-拖链03-链条05-气管接头A-三插/直径11-其他01-滚刷B-对接/直径02-拍刷C-弯头/直径03-胶辊D-转接/直径04-光轴E-接头/直径05-管类F-气压阀/直径06-防撞06-镜片01-聚焦12-加工件 01-加工件02-反射13-螺丝01-螺丝14-标示01-标示(2)E--电子类编码细则2 E . XX . XX . 001电子类分类明细:电气件(E)01-变压器01-变压器电气件(E)09-电机01-普通电机02-减速机01-减速机10-驱动器 01-驱动器03-电源01-开关电源11-插座/插头01-插座02-激光电源02-插头04-其他01-继电器12-电连接件01-地线桩02-电磁阀02-航空接头03-交流接触器03-连接器04-限位开关13-灯盘01-灯盘05-滤波器14-风扇01-散热风扇05-空开01-空开15-控制卡01-面板06-电流表01-电流表02-底板三位流水号用于扩展产品两位数字表示细分的产品小类(详见电子类分类明细)两位数字表示电子类下分的类别(详见电子类分类明细)E--电子类代码2--零件代码07-指示灯01-指示灯16-激光管 01-激光管08-开关/按键01-开关02-按键(3)B-外购标准件编码细则2 B - XX - XX - 001外购标准件分类明细:外购标准件(B)01-相机01-佳能相机02-工业相机02-镜头01-佳能镜头02-工业镜头03-风机01-普通风机02-静音风机04-气泵01-气泵05-冷水箱01-冷水箱(4)W---线材类编码细则:2 W- XX - XX - 001线材类分类明细:线材(W)01-电线单芯R-红色BK-黑色YW-黄色BE-蓝色02-电线2芯颜色简称同上03-电线3芯颜色简称同上三位流水号用于扩展产品两位数字表示细分的产品小类(详见标准件分类明细)两位数字表示标准件下分的类别(详见标准件分类明细)B--外购标准件代码2--零件代码三位流水号用于扩展产品两位数字表示细分的产品小类(详见线材分类明细)(若物料为电线,此处为颜色简称--详见线材分类明细)两位数字表示标准件下分的类别(详见线材分类明细)W--线材类代码2--零件代码04-电线4芯颜色简称同上10-连接线01-连接线3.辅助材料4.工具类编码细则工具分类:Z-钻头X-铣刀S-丝锥K-开孔器B-扳手Q-其他(01-夹具,02-毛刷)4 Z - XX - 001三位流水号用于扩展产品两位数字表示直径,如45表示ø4.5Z表示钻头;X表示铣刀;S表示丝锥4--工具类代码。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物料编码规则手册
文件编号:RD-0908-001
版本:A4
日期:
物料编码格式及所用数字的含义
零件编号一般格式:
索佳物料编码格式由10位数字组成,在第三位与第四位、第七位与第八位之间用–连字符连接。
A1 A2 A3–B1 B2 B3 B4–C1 C2 C3
A1:物料大类(按材质区分)
A2A3:物料中类(按用途、类别等区分)
B1B2B3B4:物料特征码(反映物料主要特征)
C1C2C3:流水号
特征码的说明:
1、表03—表10中所使用的标量(参数、长度、宽度、直径、间距、外径、内径、中心距离、厚度、高度、环径、Pin脚数、通道数)说明:取
实际数值的两位有效数字,当有效数位数大于两位时,取前面两位,当有效数位数小于两位时,后面补零。
例如:数值为838mm→83、0.3mm→30、3mm→30、300mm→30。
2、长宽高选取说明:取最长的作为长度,其次作为宽度。
3、物料型号说明:特征码选取物料型号中的四位数字,当不足四位时,前补零;当超过四位时,取前四位数字,字符舍去。
名称规格描述规范说明:
物料编码中的名称及规格描述应书写规范,名称栏主要描述物料的中类特征和型号,如“螺丝,PWM”;规格描述栏描述物料的主要特征信息,其
注:螺丝的直径与长度均为丝牙的直径与长度,通用螺丝的头径在规格描述中可不用标注,PW型螺丝的默认头径为φ6,其余螺丝默认头径为φ5。
注:面壳属于前盖
注①幂数: B3=9 表示10
-2
B3=8表示10-1
B3=0表示100
B3=1表示101
B3=2表示102
B3=3表示10
3
B3=4表示10
4
B3=5表示10
5 B3=6表示10
6 B3=7表示10
7
例如:1.789MHZ → B1B2=17,B3=5
②误差: 电阻、电感:B4=1表示±1% B4=2表示±2% B4=3表示±5% B4=4表示±10% B4=5表示±20%
电容:B4=1表示+80%/-20%
B4=2表示±20%
B4=3表示±10%
B4=4表示±5%
第21 页共21 页物料编码规则手册版本:A2。