金属软管规格
金属软管规格表

金属软管规格表金属软管为了方便查阅选用方便我们按结构型式不同把金属软管分为:1、通用螺纹连接式。
2、通用法兰连接式。
3、两端接管连接式。
4、快速接头连接式。
5、几种典型行业的结构形式。
注意:在选用所需金属管总成时,一般应首先弄清以下四大要素:1、尺寸:即软管的通径和长度,确定长度时注意软管弯曲半径,一般静态弯曲半径R j=(5-8)DN,动态弯曲半径R d=10DN。
2、压力:选用承压能力合适的软管,并把工作压力注明。
注意:温度对软管承压能力的影响。
3、介质:据介质的腐蚀性选择管体及接头材质。
4、安装:据安装条件选择方便的软管接头,并注意:配置时使软管运动方向合理,不扭曲。
通用型金属软管接头形式一览表快速接头式金属软管性能表法兰式金属软管性能表两端钢管焊接金属软管性能表螺纹式金属软管性能表通用金属软管标注方法:吹氧波纹金属软管在炼钢行业中,转炉氧枪与供氧管道之间原为橡胶软管连接,但容易爆炸,危及人身设备安全,且使用寿命短,更换频繁,影响生产,因而近几年多改为金属软管。
我们引进国外技术研制成功转炉专用顶吹氧金属软管。
经两年多的使用验证,在高温高压、高流速、高粉尘的恶劣条件下使用,满足转炉炼钢工艺要求不产生噪音,寿命可达到26个月。
该吹氧软管也可用做转炉氧枪冷却水管及平炉吹氧软管。
说明:(1)平焊法兰标准为JB81-94,松套法兰标准为JB83-94,也可根据客户要求设计制造。
(2)材质为碳钢(Q235-A),连接形式代号为T;不锈钢时,为B。
(3)工作温度-196~+450℃(4)软管动态弯曲半径取R=(10~12)Dn双层保温金属软管说明:一、用途和特点:1、内,外管可同时流动两种不同的流体。
2、外管内通蒸汽便于内管的流体保温,防止固化。
二、可根据甲方的实际用途专门制作,法兰标准由用户提供。
三、两个小法兰的相对位置为180°,小法兰的高度的距大法兰的距离,由甲方订贷时提出。
四、规格:全长不能小于1000mm。
金属软管规格表

金属软管规格表金属软管为了方便查阅选用方便我们按结构型式不同把金属软管分为:1、通用螺纹连接式。
2、通用法兰连接式。
3、两端接管连接式。
4、快速接头连接式。
5、几种典型行业的结构形式。
注意:在选用所需金属管总成时,一般应首先弄清以下四大要素:1、尺寸:即软管的通径和长度,确定长度时注意软管弯曲半径,一般静态弯曲半径R j=(5-8)DN,动态弯曲半径R d=10DN。
2、压力:选用承压能力合适的软管,并把工作压力注明。
注意:温度对软管承压能力的影响。
3、介质:据介质的腐蚀性选择管体及接头材质。
4、安装:据安装条件选择方便的软管接头,并注意:配置时使软管运动方向合理,不扭曲。
通用型金属软管接头形式一览表快速接头式金属软管性能表法兰式金属软管性能表两端钢管焊接金属软管性能表螺纹式金属软管性能表通用金属软管标注方法:吹氧波纹金属软管在炼钢行业中,转炉氧枪与供氧管道之间原为橡胶软管连接,但容易爆炸,危及人身设备安全,且使用寿命短,更换频繁,影响生产,因而近几年多改为金属软管。
我们引进国外技术研制成功转炉专用顶吹氧金属软管。
经两年多的使用验证,在高温高压、高流速、高粉尘的恶劣条件下使用,满足转炉炼钢工艺要求不产生噪音,寿命可达到26个月。
该吹氧软管也可用做转炉氧枪冷却水管及平炉吹氧软管。
说明:(1)平焊法兰标准为JB81-94,松套法兰标准为JB83-94,也可根据客户要求设计制造。
(2)材质为碳钢(Q235-A),连接形式代号为T;不锈钢时,为B。
(3)工作温度-196~+450℃(4)软管动态弯曲半径取R=(10~12)Dn双层保温金属软管说明:一、用途和特点:1、内,外管可同时流动两种不同的流体。
2、外管内通蒸汽便于内管的流体保温,防止固化。
二、可根据甲方的实际用途专门制作,法兰标准由用户提供。
三、两个小法兰的相对位置为180°,小法兰的高度的距大法兰的距离,由甲方订贷时提出。
四、规格:全长不能小于1000mm。
金属软管及管接头的规格
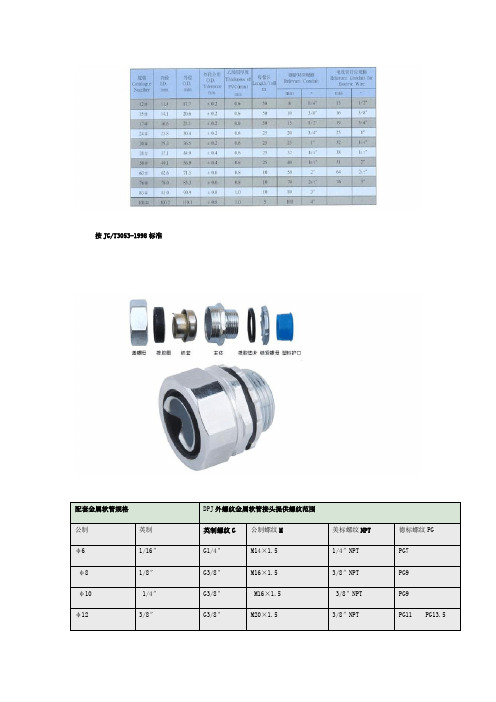
按JG/T3053-1998标准JSF-JSB平包塑软管[平包塑金属软管]卡套式金属软管接头DKJ.螺纹厚壁钢管(水、煤、气管)薄壁钢管(电线管)公制英制公称英称外径×壁厚英称公称外径×壁厚17.00×2.25 φ12(13)3/8″15.87×1.60 #15 5/8″ 3/8″ #12#15 1/2″ 1/2″φ15(21.25×2.75 16) 19.05×1.80 #20 3/4″#20 3/4″)φ20( 3/4″25.40×1.80 #25 1″ 26.75×2.75 19#25 1″ 1″ #32 1-1/4″31.75×1.80 33.50×3.25 φ25#32 1/4″1- 1-42.25×3.25 1/4″φ32 #40 38.10×1.80 1/2″G1-#40 φ38(40) G1-#50 1/2″ 2″ 50.80×2.00 1-48.00×3.50 1/2″φ51( 2-1/2″ 63.50×2.50 50#50 ) #70 2″ 60.00×3.50 2″φ64(70)#70 2-#80 3″ 76.20×3.20 1/2″ 1/2″2-75.50×3.75φ75(80) #80 88.50×4.00 3″ 3″4″φ100 #100114.0×4.00 4″140.0×4.50 φ125 5″ #125 5″φ150 6″ #150 6″ 165.0×4.50 φ2008″ 8″ #200注:特殊规格、型号,特殊螺纹可来电订做。
自固式管接头DGJ配套金属软管规格DGJ卡套金属接头对应钢管尺寸螺纹厚壁钢管(水、煤、气管)薄壁钢管(电线管)公制英制公称英称外径×壁厚外径×壁厚英称公称17.00×2.25 5/8″ 15.87×1.60 φ12(13#15 ) 3/8″ 3/8″#12#15 3/4″ 19.05×1.80 )16 1/2″ 21.25×2.75 1/2″φ15(#20#203/4″)19φ20( 26.75×2.75 3/4″ 25.40×1.80 1″#25内螺纹金属软管接头DPN.配套金属软管规格 DPN内螺纹金属软管接头提供螺纹范围公制螺纹M美标螺纹G英制公制NPT德标螺纹PG 英制螺纹PG13.5 3/8″φ12 G3/8″ 3/8″NPT M20×1.5PG13.5 1/2″)φ15(16 G1/2″ 1/2″NPTM20×1.5PG21 M27×2.0 3/4″NP 3/4″)φ20(19 G3/4″ T PG29 1″NPTM33×2.0 1″φ25 G1″PG29 1/4″NPT M42×2.0 1/4″ 1-φ32 G1-1/4″ 1-PG36 1- 1/2″)40 M48×2.0 G1-1/2″ 1/2″NPT 1-φ38(PG48 φ51(502″ M60×2.0 G2″ 2″NPT )M76×2.0 2-1/2″NPT )φ64(701/2″ 2- 1/2″ G2- M88×2.0 G3″ 3″NPT )φ75(803″G4″ M114×2.0 φ100 4″ 4″NPT5″NPT φ125 5″ G5″ M140×2.06″NPT M164×2.0 G6″ 6″φ150。
金属软管规格表

金属软管规格表2010-07-04 14:39金属软管为了方便查阅选用方便我们按结构型式不同把金属软管分为:1、通用螺纹连接式。
2、通用法兰连接式。
3、两端接管连接式。
4、快速接头连接式。
5、几种典型行业的结构形式。
注意:在选用所需金属管总成时,一般应首先弄清以下四大要素:1、尺寸:即软管的通径和长度,确定长度时注意软管弯曲半径,一般静态弯曲半径R j=(5-8)DN,动态弯曲半径R d=10DN。
2、压力:选用承压能力合适的软管,并把工作压力注明。
注意:温度对软管承压能力的影响。
3、介质:据介质的腐蚀性选择管体及接头材质。
4、安装:据安装条件选择方便的软管接头,并注意:配置时使软管运动方向合理,不扭曲。
通用型金属软管接头形式一览表快速接头式金属软管性能表法兰式金属软管性能表两端钢管焊接金属软管性能表螺纹式金属软管性能表通用金属软管标注方法:吹氧波纹金属软管在炼钢行业中,转炉氧枪与供氧管道之间原为橡胶软管连接,但容易爆炸,危及人身设备安全,且使用寿命短,更换频繁,影响生产,因而近几年多改为金属软管。
我们引进国外技术研制成功转炉专用顶吹氧金属软管。
经两年多的使用验证,在高温高压、高流速、高粉尘的恶劣条件下使用,满足转炉炼钢工艺要求不产生噪音,寿命可达到26个月。
该吹氧软管也可用做转炉氧枪冷却水管及平炉吹氧软管。
说明:(1)平焊法兰标准为JB81-94,松套法兰标准为JB83-94,也可根据客户要求设计制造。
(2)材质为碳钢(Q235-A),连接形式代号为T;不锈钢时,为B。
(3)工作温度-196~+450℃(4)软管动态弯曲半径取R=(10~12)Dn双层保温金属软管说明:一、用途和特点:1、内,外管可同时流动两种不同的流体。
2、外管内通蒸汽便于内管的流体保温,防止固化。
二、可根据甲方的实际用途专门制作,法兰标准由用户提供。
三、两个小法兰的相对位置为180°,小法兰的高度的距大法兰的距离,由甲方订贷时提出。
金属软管规格表汇总
金属软管规格表金属软管为了方便查阅选用方便我们按结构型式不同把金属软管分为:1、通用螺纹连接式。
2、通用法兰连接式。
3、两端接管连接式。
4、快速接头连接式。
5、几种典型行业的结构形式。
注意:在选用所需金属管总成时,一般应首先弄清以下四大要素:1、尺寸:即软管的通径和长度,确定长度时注意软管弯曲半径,一般静态弯曲半径R j=(5-8)DN,动态弯曲半径R d=10DN。
2、压力:选用承压能力合适的软管,并把工作压力注明。
注意:温度对软管承压能力的影响。
3、介质:据介质的腐蚀性选择管体及接头材质。
4、安装:据安装条件选择方便的软管接头,并注意:配置时使软管运动方向合理,不扭曲。
通用型金属软管接头形式一览表快速接头式金属软管性能表法兰式金属软管性能表两端钢管焊接金属软管性能表螺纹式金属软管性能表通用金属软管标注方法:吹氧波纹金属软管在炼钢行业中,转炉氧枪与供氧管道之间原为橡胶软管连接,但容易爆炸,危及人身设备安全,且使用寿命短,更换频繁,影响生产,因而近几年多改为金属软管。
我们引进国外技术研制成功转炉专用顶吹氧金属软管。
经两年多的使用验证,在高温高压、高流速、高粉尘的恶劣条件下使用,满足转炉炼钢工艺要求不产生噪音,寿命可达到26个月。
该吹氧软管也可用做转炉氧枪冷却水管及平炉吹氧软管。
说明:(1)平焊法兰标准为JB81-94,松套法兰标准为JB83-94,也可根据客户要求设计制造。
(2)材质为碳钢(Q235-A),连接形式代号为T;不锈钢时,为B。
(3)工作温度-196~+450℃(4)软管动态弯曲半径取R=(10~12)Dn双层保温金属软管说明:一、用途和特点:1、内,外管可同时流动两种不同的流体。
2、外管内通蒸汽便于内管的流体保温,防止固化。
二、可根据甲方的实际用途专门制作,法兰标准由用户提供。
三、两个小法兰的相对位置为180°,小法兰的高度的距大法兰的距离,由甲方订贷时提出。
四、规格:全长不能小于1000mm。
金属软管及管接头的规格

按JG/T3053-1998标准JSF-JSB平包塑软管[平包塑金属软管] DKJ卡套式金属软管接头配套金属软管规格DKJ卡套金属接头对应钢管尺寸螺纹厚壁钢管(水、煤、气管)薄壁钢管(电线管)公制英制公称英称外径×壁厚公称英称外径×壁厚φ12(13)3/8″ #12 3/8″17.00×2.25 #15 5/8″15.87×1.60 φ15(16)1/2″ #15 1/2″21.25×2.75 #20 3/4″19.05×1.80 φ20(19)3/4″ #20 3/4″26.75×2.75 #25 1″25.40×1.80 φ25 1″ #25 1″33.50×3.25 #32 1-1/4″31.75×1.80 φ32 1-1/4″ #32 1-1/4″42.25×3.25 #40 G1-1/2″38.10×1.80 φ38(40) 1-1/2″ #40 G1-1/2″48.00×3.50 #50 2″50.80×2.00 φ51(50)2″ #50 2″60.00×3.50 #70 2-1/2″63.50×2.50 φ64(70) 2-1/2″ #70 2-1/2″75.50×3.75 #80 3″76.20×3.20 φ75(80)3″ #80 3″88.50×4.00φ100 4″ #100 4″114.0×4.00φ125 5″ #125 5″140.0×4.50φ150 6″ #150 6″165.0×4.50φ2008″ #200 8″注:特殊规格、型号,特殊螺纹可来电订做。
DGJ自固式管接头配套金属软管规格DGJ卡套金属接头对应钢管尺寸螺纹厚壁钢管(水、煤、气管)薄壁钢管(电线管)公制英制公称英称外径×壁厚公称英称外径×壁厚φ12(13)3/8″ #12 3/8″17.00×2.25 #15 5/8″15.87×1.60 φ15(16)1/2″ #15 1/2″21.25×2.75 #20 3/4″19.05×1.80 φ20(19)3/4″ #20 3/4″26.75×2.75 #25 1″25.40×1.80DPN内螺纹金属软管接头配套金属软管规格DPN内螺纹金属软管接头提供螺纹范围公制英制英制螺纹G公制螺纹M美标螺纹NPT德标螺纹PG φ12 3/8″ G3/8″ M20×1.53/8″NPT PG13.5φ15(16)1/2″ G1/2″ M20×1.51/2″NPT PG13.5φ20(19)3/4″ G3/4″ M27×2.03/4″NP T PG21φ25 1″ G1″ M33×2.01″NPT PG29φ32 1-1/4″ G1-1/4″ M42×2.01-1/4″NPT PG29φ38(40)1-1/2″ G1-1/2″ M48×2.01-1/2″NPT PG36φ51(50)2″ G2″ M60×2.02″NPT PG48φ64(70)2-1/2″ G2-1/2″ M76×2.02-1/2″NPTφ75(80)3″ G3″ M88×2.03″NPTφ100 4″ G4″ M114×2.04″NPTφ125 5″ G5″ M140×2.0 5″NPTφ150 6″ G6″ M164×2.06″NPT。
金属软管及管接头的规格

4″
#100
4″
114.0×4.00
φ125
5″
#125
5″
140.0×4.50
φ150
6″
#150
6″
165.0×4.50
φ200
8″
#200
8″
注:特殊规格、型号,特殊螺纹可来电订做。
DGJ自固式管接头
配套金属软管规格
DGJ卡套金属接头对应钢管尺寸
公制
英制
螺纹厚壁钢管(水、煤、气管)
薄壁钢管(电线管)
φ200
8″
#200
8″
注:特殊规格、型号,特殊螺纹可来电订做。
DPN内螺纹金属软管接头
配套金属软管规格
DPN内螺纹金属软管接头提供螺纹范围
公制
英制
英制螺纹G
公制螺纹M
美标螺纹NPT
德标螺纹PG
φ12
3/8″
G3/8″
M20×1.5
3/8″NPT
PG13.5
φ15(16)
1/2″
G1/2″
M20×1.5
#20
3/4″
19.05×1.80
φ20(19)
3/4″
#20
3/4″
26.75×2.75
#25
1″
25.40×1.80
φ25
1″
#25
1″
33.50×3.25
#32
1-1/4″
31.75×1.80
φ32
1-1/4″
#32
1-1/4″
42.25×3.25
#40
G1-1/2″
38.10×1.80
φ38(40)
#70
金属软管的规格型号有哪些

金属软管是现代工业设备连接管线中的重要组成部件之一。
主要用作电线、电缆、自动化仪表信号的电线电缆保护管和民用淋浴软管,规格从3mm到150mm之间不等。
具体的规格从DN20到DN800mm之间都有,压力值从0.25MPa到6.0MPa之间,下面列出了各类金属软管的型号,大家可以进行参考。
巩义市中泰管道设备有限公司成立于2002年,公司创建以来,以“诚实、诚恳、诚心、诚意”为企业精神,以“高科技、高质量、高品位”为企业生命,坚持“技术创新、塑企业品牌,优质服务、树企业形象”的质量方针,依托雄厚的技术力量,不断开发出精良、品质的技术,满足了客户的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属软管规格
总则( Z% I8 N E4 h" B9 \/ {3 d' R0 H2 f
1.1 范围
1.1.1 本规定对金属软管在设计、材料选用、检验/试验、标注、涂漆和运输准备等方面提出了详细的要求。
% P: @2 r7 z3 P2 j0 w' J, e
1.1.2 本规定内容若与1.2条款中引用的文件有矛盾时,应按照较严格的规定执行。
* k" V/ n" p$ l
1.1.3 在金属软管的询价/订货过程中,本规定应作为技术文件,和金属软管数据表(金属软管规格书)一并提交给供应商。
6 r# T) o5 `6 ^% C- U
注:金属软管数据表包括:位号、尺寸、数量和详细要求。
1.1.4 本规定适用于SEI(买方)对金属软管的设计、采购工作。
1 h3 s) x0 z! E: @: `6 V) F+ _
1.2 规范性引用文件
下列文件中的条款通过本规定的引用而成为本规定的条款,其最新版本适用于本规定。
1)ASME 规范和标准
B31.3 工艺配管
B1.1 统一英制螺纹# `( N/ h1 ]. c# \0 w6 `
B1.20.1 管螺纹(一般用途)) T2 A' G/ _1 ]
B16.5 钢制管法兰和法兰管件0 O) ?) B$ _; P1 B
B16.25 对焊端部
B46.1 表面粗糙度" j! r5 F% P Q! U" R
2)MSS 标准
SP-25 阀门、管件、法兰和活接头用标准标记系统
3)ASTM 标准
4)工程的相关规定6 o8 n' { y6 v; s7 \( K9 k
2 金属软管的设计
2.1 金属软管的工艺条件5 /8 F( u2 U# j4 /$ f6 z
金属软管的工艺数据,详见金属软管规格书。
2.2 金属软管的结构
1)金属软管的结构,详见金属软管规格书。
2)金属软管的弯曲半径至少为公称直径的10倍。
7 G- K( T( f; l% r6 J6 Z
2.3 金属软管的端部连接' T# D1 X# k- ^0 _: @
1)金属软管的端部连接要求,详见金属软管规格书;& t3 b; v& M# Z2 d. J) w# S3 r7 d 2)金属软管的端部连接应执行的标准如下:$ [ M4 U$ Z; ]$ f4 m8 /
法兰连接: ASME B16.5 (24”及以下)
承插焊连接: ASME B16.11
螺纹连接: ASME B1.20.1
3)密封面加工粗糙度; y1 Y6 y& M2 H; i5 z2 }
通常,法兰的密封面加工粗糙度为125μin~250μin(3.2微米~6.3微米)。
( c5 U, /7 ?$ f8 w! r
2.4 制造要求0 u( l# B% V, ~
1)金属软管的焊接、预热和焊后热处理应符合ASME B31.3的要求。
9 L& E* /. ~! W7 D,
`" F2 S
2)全部波纹管用金属丝编织保护。
# H! F/ @5 Z8 @! ^8 z h
3 材料选用+ W5 @6 f3 F" V& p' ?; {
3.1 材料的选用条件,详见金属软管规格书。
3.2 材料通常采用ASTM标准(除非另有说明)。
3.3 全部材料应为整体表面清洁,没有缺陷、焊渣、电弧冲击、锈蚀、污垢、夹砂、油漆和任何其它杂质的新的材料。
4 检验和试验程序3 o P! E8 ]% F0 /" @4 L' s' c8 M
4.1 试验和检验程序* ?; W1 o9 /: O6 v* ^- d9 H* F
1) 质量证明书
买方应检验材料,以确认其与质量证明书说明的材质一致。
2)尺寸测量
买方应测量尺寸,确认其符合卖方的(经买方批准的)确认图。
3)外观检验
——加工面没有凹凸不平缺陷;8 M& x! [" X3 P' ^, b/ y5 p9 B9 `
——表面无气孔、裂纹。
4)压力试验
所有的金属软管,均应根据金属软管规格书中规定的压力进行水压试验。
5)压力部件的无损检验+ I: i/ x( f0 w# {. n. A9 B
金属软管的无损检测,应按供方提出的(经买方同意的)标准进行。
3 f( m" V8 m6 c- s3 z, r' ~9 q
6)奥氏体不锈钢的水压试验
——水中的氯离子含量不得超过50μg/g;
——试压后,应将水立即放净。
$ M, O0 /, F! t1 u- J
4.2 文件提交
在最终检验后,供方应提交试验和检验报告。
5 防锈和涂漆
5.1 防锈0 I5 V$ /% d& N, b
完成所有的试验和检验后,供方应采用合适的防锈措施,对暴露的碳钢机加工面进行防锈。
5.2 涂漆) /# _8 f3 y9 P; f7 _4 }/ R% H1 g
1)碳钢和低合金钢的非加工面,应在制造厂(按制造厂的标准)进行涂漆(除非另有说明)。
) d9 g! @. p' b
2)通常面漆的颜色应为灰色,漆料应采用无铅漆。
6 铭牌标注# e: {) G; U6 x C: ?3 Y/ F0 [: ?
1)对每个金属软管,供方应提供不锈钢或铝制铭牌;
2)铭牌上应标注金属软管规格书中规定的位号等内容;
3)若金属软管上带有生产厂家永久性铭牌,则应在铭牌上标注其位号。
7 运输准备C. q9 M- }2 f! l8 e2 Z0 H
1)在运输前,所有部件应全部清理干净。
2)供方应用塑料帽、金属或木材等对法兰端、对焊端进行保护,以防在运输和储存期间对密封面、焊接端部和内部造成损坏。
8 对供方建议的要求
1)供方若对本规定存在不一致的意见,应在报价时提出建议;& _( R: q. R" s, d4 }
2)供方对不一致的意见、建议,应有详细的书面说明;
3)供方的建议应和报价文件一并提供给买方。
, T' Z% c3 T; E) c3 b$ K7 \9 G$ j
9 金属软管规格书
详见公司成品表F1-PD0043(cppd43)更多详情欢迎前来莱克斯高温软管、金属软管/。