车刀详细解析和应用图解ppt课件
合集下载
车刀简介(车刀种类及用途) PPT

2018/6/3
10
课程体系设计思路
学生为主,教师为辅
复习提问 通过苹果 引入新课
借助实物 视频教学 讲授新课
车间训练 自评互评 教师点评
总结 分析
讲解室
车 间
讲解室
2018/6/3
11
六、教学过程设计
班前教育(提前2分钟)
强调安全 文明生产 工作服、 工作帽等
2018/6/3
12
导入
复习检查:
2018/6/3
6
三、教学目标
1、养成严格遵守安全操作规程的职业 意识; 2、在技能训练过程中获得成功的喜悦 和乐趣; 3、通过训练,培养学生吃苦耐劳和对 专业技能的钻研精神。 4、培养学生的观察能力,培养学生的 竞争意识。
2018/6/3
7
四、教学重点难点
教学重点
常用车刀的种类及用途
教学难点
常用车刀的用途
2018/6/3
当 一 个 小 小 的 心 念 变 成 行 为 时 , 便 能 成 了 习 惯 ;
28
七、教学反思
1、通过本课的讲解,我发现学生对于动态的视 频兴趣浓厚; 2、通过每个小组的对抗,在教学过程中养成你 追我赶得学习风气,激发了发学生的学习热情; 3、在教学过程中经常使用鼓励性的语言,激发 了学生对于本科目的学习兴趣; 我的这堂课很成功,得到老师们的好评。
课题五常用车刀的种类及用途
劳动创造财富,技能改变命运。
2018/6/3
1
课程体系设计思路
说课提纲
1、教材分析 2、学情分析 3、教学目标 4、教学重点及难点 5、教学策略 6、教学过程 7、教学反思
2018/6/3
2
一、教材分析
第十二章 车刀

2019/9/22
6
12.3 机夹车刀
一、机夹车刀的特点 二、机夹车刀结构
机夹车刀的结构主要是指到刀片的夹固方式 • 1、上压式 • 2、侧压式
2019/9/22
7
12.4 可转位车刀
• 可转位车刀是使用可 转位刀片的机夹车刀。
• 可转位车刀由刀杆、 刀片、刀垫和夹固元 件组成,其特点是刀 片可以转位使用,当 几个切削刃都用钝后, 即可更换新刀片。
• 可转位式: 避免了焊接刀的缺点,刀片可快换、转位,生产率高。断屑稳定。 可使用涂层刀片。用于中型车床上加工外圆,端面,内孔。特别适用于自动线, 数控机床。
2019/9/22
3
• 一、焊接式硬质合金车刀
• 焊接时常用乙炔焰加热,硬质合金刀片易氧化、 过热,焊料易扩散,降低了刀具强度。
• 硬质合金抗弯强度低,膨胀系数、导热性能和 刀体相差大,焊接时的加热和冷却,易产生内 应力,极易导致裂纹,降低刀片抗弯强度,易 出现崩刃,碎断等现象。
2019/9/22
11
可转位车刀图
2019/9/22
12
目前,可转位车刀刀片巳制订有国家标准,由硬质 合金厂大批生产,提供给用户。经工厂的长期使用 和结构进一步完善,巳证明是一种经济效益较好的 刀具结构,不仅适用于车刀,也可用在其它刀具, 如端铣刀、钻头等,是机械工业生产中很值得推广 的重点项目。
• 工厂中几乎有一半以上的焊接式硬质合金刀具的报废是因焊 接、刃磨出现的缺陷造成的。
• 采取的措施:正确的选择焊料、焊剂,焊时注意加热均匀, 保温冷却;采用焦碳焊、油炉焊、电焊等;焊后进行质量检 查;采用不加热的无机粘结法;正确的刃磨,如采用间断磨 削、电解磨等。
• 采用机夹式:硬质合金刀片的几何形状先在刀片上做出,不 经过焊接,借机械的方式夹固在刀杆上。
第五章车刀ppt课件

如图6.10 (b) 杠杆式
杠杆式夹紧机构 1-刀杆 2-刀片 3-刀垫 4-杠杆 5-弹簧套
6-调解螺钉 7-弹簧 8-压紧螺钉
(3) 楔块式[如图6.10(c)所示]。该构造利 用斜面夹紧的原理将刀片夹紧,拧动螺 钉带动楔块下压,楔块将刀片向右压向 刀片中间孔的大圆柱销上。刀杆构造简 单,夹紧可靠,但由于利用孔的一个侧 面定位,刀片转位后定位精度不易保证。 此外,由于切削热的影响,将产生较大 的内应力,能够呵斥刀片碎裂和圆柱销 变形。
上压式车刀 1-刀杆 2-刀垫 3-刀片 4压紧螺钉 5-调解螺钉 6-压
板
2、侧压式 这种方式普通多利用刀片本身的斜面,有楔块和
螺钉从刀片侧面来加夹紧刀片。其特点是刀片竖装, 对刀槽制造精度的要求可适当降低,刀片用钝后重磨 前面。
侧压式车刀 1-刀片 2-调解螺钉 3-楔
块 4-刀杆 5-压紧螺钉
正方形刀片:适于主偏角为45°、60°、75°的各种
五边形、六边形、八边形刀片:切削刃数较多, 刀片利用率较高。它们的刀尖角更大,故可提高 刀具寿命和改善已加工外表质量。但往往遭到工 件外形、工艺系统刚性和背吃刀量的限制,故运 用范围不如三角形和正方形刀片广泛。
其他外形刀片:如圆形、平行四边形和菱形刀片, 主要用于仿形车削和数控机床加工。
刀槽方式:a〕开口槽 b〕半封锁槽 c〕封锁槽 d〕坎入槽
名称 开口槽 半封闭槽
封闭槽
简图
特点
适用刀具
制造简单, 外圆刀、弯 焊接面最少, 头刀、切槽 刀具应力小 刀
夹持刀片较 牢固,焊接 面大,容易 产生焊接应 力
外圆车刀
夹持刀片牢 固,焊接应 力大,易产 生裂纹
螺纹刀
配用刀 片 A1、C3、 C4、B1、 B2
杠杆式夹紧机构 1-刀杆 2-刀片 3-刀垫 4-杠杆 5-弹簧套
6-调解螺钉 7-弹簧 8-压紧螺钉
(3) 楔块式[如图6.10(c)所示]。该构造利 用斜面夹紧的原理将刀片夹紧,拧动螺 钉带动楔块下压,楔块将刀片向右压向 刀片中间孔的大圆柱销上。刀杆构造简 单,夹紧可靠,但由于利用孔的一个侧 面定位,刀片转位后定位精度不易保证。 此外,由于切削热的影响,将产生较大 的内应力,能够呵斥刀片碎裂和圆柱销 变形。
上压式车刀 1-刀杆 2-刀垫 3-刀片 4压紧螺钉 5-调解螺钉 6-压
板
2、侧压式 这种方式普通多利用刀片本身的斜面,有楔块和
螺钉从刀片侧面来加夹紧刀片。其特点是刀片竖装, 对刀槽制造精度的要求可适当降低,刀片用钝后重磨 前面。
侧压式车刀 1-刀片 2-调解螺钉 3-楔
块 4-刀杆 5-压紧螺钉
正方形刀片:适于主偏角为45°、60°、75°的各种
五边形、六边形、八边形刀片:切削刃数较多, 刀片利用率较高。它们的刀尖角更大,故可提高 刀具寿命和改善已加工外表质量。但往往遭到工 件外形、工艺系统刚性和背吃刀量的限制,故运 用范围不如三角形和正方形刀片广泛。
其他外形刀片:如圆形、平行四边形和菱形刀片, 主要用于仿形车削和数控机床加工。
刀槽方式:a〕开口槽 b〕半封锁槽 c〕封锁槽 d〕坎入槽
名称 开口槽 半封闭槽
封闭槽
简图
特点
适用刀具
制造简单, 外圆刀、弯 焊接面最少, 头刀、切槽 刀具应力小 刀
夹持刀片较 牢固,焊接 面大,容易 产生焊接应 力
外圆车刀
夹持刀片牢 固,焊接应 力大,易产 生裂纹
螺纹刀
配用刀 片 A1、C3、 C4、B1、 B2
车刀角度详解ppt课件
请下载后在播放状态下观看(按F5或Shift+F5),不然效果不理想。
不同方向看车削(素材)
请按Shift+F5
不同方向看车削(素材)
不同方向看车削(素材)
在下曾从事车床操作多年,也参加过一些操作技能竞赛,是一个不赖的车工(你就吹吧!),这段经历是我至今引为自豪的。本PPT是根据自己的经验并参考 有关资料而作,为便于理解,采用了3D的形式。(编!你继续编!)
K向
λS 基面
刀尖为主切刃上最高点,所以λS >0°
请按Shift+F5
如果现在还不是很明白,可能是我没表达清楚。没能帮到你,抱歉啦!
问题延伸——无论切削刀具如何变化,其原理都与车刀相同。
车刀的主要几何角度的选择
1)前角(γ0 ) 选择的原则:前角的大小主要解决刀头的坚固 性与锋利性的矛盾。因此首先要根据加工材料的硬度来选择前角。
艾瑞巴蒂! 黑喂够!
跟我一起来一套! 动词大慈动词! 我说煎饼你说要!
“煎饼” “要” “煎饼” “要” 切克闹切克闹! 金黄喷香好味道~
加工材料的硬度高,前角取小值,反之取大值。其次要根据加工
性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角
应取大值。前角一般在-5°~ 25°之间选取。
基面
γ0
通常,制作车刀时并没有预先制出前角(γ0) ,而是靠在车刀上刃磨出排屑槽来获得前角 的。排屑槽也叫断屑槽,它的作用大了去了——
☆折断切屑,不产生缠绕; ☆控制切屑的流出方向,保持已加工表面的精度; ☆降低切削抗力,延长刀具寿命。
三个坐标平面相互垂直,构成一个空间直角坐标系。
请按Shift+F5
看完动画,如果不是很明白,没关系,下面与你慢慢道来。
不同方向看车削(素材)
请按Shift+F5
不同方向看车削(素材)
不同方向看车削(素材)
在下曾从事车床操作多年,也参加过一些操作技能竞赛,是一个不赖的车工(你就吹吧!),这段经历是我至今引为自豪的。本PPT是根据自己的经验并参考 有关资料而作,为便于理解,采用了3D的形式。(编!你继续编!)
K向
λS 基面
刀尖为主切刃上最高点,所以λS >0°
请按Shift+F5
如果现在还不是很明白,可能是我没表达清楚。没能帮到你,抱歉啦!
问题延伸——无论切削刀具如何变化,其原理都与车刀相同。
车刀的主要几何角度的选择
1)前角(γ0 ) 选择的原则:前角的大小主要解决刀头的坚固 性与锋利性的矛盾。因此首先要根据加工材料的硬度来选择前角。
艾瑞巴蒂! 黑喂够!
跟我一起来一套! 动词大慈动词! 我说煎饼你说要!
“煎饼” “要” “煎饼” “要” 切克闹切克闹! 金黄喷香好味道~
加工材料的硬度高,前角取小值,反之取大值。其次要根据加工
性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角
应取大值。前角一般在-5°~ 25°之间选取。
基面
γ0
通常,制作车刀时并没有预先制出前角(γ0) ,而是靠在车刀上刃磨出排屑槽来获得前角 的。排屑槽也叫断屑槽,它的作用大了去了——
☆折断切屑,不产生缠绕; ☆控制切屑的流出方向,保持已加工表面的精度; ☆降低切削抗力,延长刀具寿命。
三个坐标平面相互垂直,构成一个空间直角坐标系。
请按Shift+F5
看完动画,如果不是很明白,没关系,下面与你慢慢道来。
车床刀具演示幻灯片
2020/4/13
7
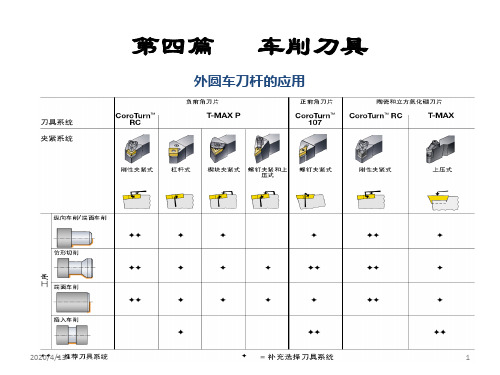
第四篇 车削刀具
内孔刀杆的应用
2020/4/13
8
第四篇 车削刀具
内孔刀片的应用
2020/4/13
9
第四篇 车削刀具
基本原则
内孔车刀杆的选择原则
• 选择尽可能大的直径;
• 选择尽可能小的镗杆悬伸;
• 选择刚性尽可能大的夹紧,以减少 震动的危险;
• 冷却液(或压缩空气)可提高排屑 能力和表面质量,特别是在深孔加 工中。
工端面或圆柱面,在内孔车刀中一般用于加工台阶孔。
R形:圆形刃口,用于特殊圆弧面的加工,刀片利用率高,但径向力大。
W形:三个刃口且较短,刀尖角80°刀尖强度较高,主要用在普通车床上加
工圆柱面和台阶面。
D形:两个刃口且较长,刀尖角55°刀尖强度较低,主要用于仿形加工,当
做成93°车刀时切入角(图4.1)不得大于27°~30°;做成62.5° 车刀时,切
6.3/25 8/32 32/100
0.22 0.30 0.38 0.37 0.47 0.43 0.54 1.08 0.53 0.66 1.32 0.62 0.72 0.80 1.00 0.88 1.10 1.01 1.26 2.54 1.13 1.42 2.94 1.26 1.58 3.33
刀尖半径与进给量、表面粗糙度的关系
20/20% 20/50%
34
第四篇 车削刀具
通过大切深实现高效率粗车
Q = ap × fn × vc
4刀 3刀
12mm
2刀
2020/4/13
35
第四篇 车削刀具
通过加快走刀量来提高效率
Q = ap × fn × vc
选择刚性较好的夹紧方式 选择大圆角半径与韧性槽型
车 刀
金属切削方法
v 车刀
2. 按结构分类
(4)可转位车刀
图8.22 硬质合金可转位刀片的常用形状
金属切削方法
v 车刀
2. 按结构分类
(4)可转位车刀
金属切削方法
v 车刀
2. 按结构分类
(5)成形车刀
图8.23 成形车刀的种类
金属切削方法
v 车刀
2. 按结构分类
(5)成形车刀
图8.24 切向成形车刀
金属切削方法
v 车刀
2. 按结构分类
(5)成形车刀
用成形车刀加工零件时,要获得精确的工件表面形状和尺寸 精度,除正确设计和制造刀具外,成形车刀在刀夹上的正确安装 及调整也至关重要
刀尖的调整和成形车刀前、后角的形成等都是靠刀夹的结 构来实现的
图8.25介绍了径向棱体成形车刀的装夹和径向圆体成形车 刀的装夹
用于车削工件的外螺纹
用于加工工件的成形回转表面
金属切削方法
v 车刀
2. 按结构分类
(1)整体车刀
主要是高速钢车刀,俗称“白钢刀”,截面为正方形或 矩形,使用时可根据不同用途加以刃磨
金属切削方法
v 车刀
2. 按结构分类
(2)焊接车刀
图8.18 焊接刀片
金属切削方法
v 车刀
2. 按结构分类
(2)焊接车刀
机械制造基础
金属切削方法
v 车刀
车刀是金属切削加工中最常用的刀具之一,也是研究铣刀、刨 刀、钻头等其他切削刀具的基础
车刀通常是只有一条连续切削刃的单刃刀具,可以适应外圆、 内孔、端面、螺纹以及其他成形回转表面等不同的车削要求
按照不同的分类方法分,车刀常见的有以下种类:
金属切削方法
车刀基础知识ppt课件
使用要点: 注意主偏角的大小! 刀片材质
精品课件
32
天津职业技术师范大学
普通车削-刀片磨损成因及应对解决方案
1 后刀面磨损,沟槽磨损 2 切削刃出现细小缺口
原因: → 切削速度过高 → 进给不匹配 → 刀片牌号不正确 → 加工硬化材料
原因:
→ 刀片过脆
→ 振动
→ 进给过大或切深过大
→ 断续切削
原因: → 切削速度或进给过大 → 刀片前角偏小 → 刀片不耐磨 → 冷却不够充分
解决方案: → 降低切削速度或进给
→ 选用正前角槽形刀片
→ 选择更耐磨的刀片 → 增加冷却或加大冷却液流量
原因:
→ 切削温度过高且压力过大 基体软化
→ 刀片涂层被破坏
解决方案: → 降低切削速度 → 选择更耐磨的刀片 → 增加冷却
E 20°
N 0°
P 11° N
R D和C S
TW
V
最常用车刀片后角:B,C,P,N
精品课件
10. 自 编 号
7
普通车削-内孔车削
天津职业技术师范大学
精品课件
8
天津职业技术师范大学
车削刀具质量定位
尺寸精度 外观精度 配件选型 与国内外同内产品的比较 通用性与可替换性 产品规格齐备
精品课件
讨论:为什么会规定多种主偏角
精品课件
46
天津职业技术师范大学
➢ 确定操作类型-主偏角、刀尖角
内孔车削刀具形式与主偏角
精品课件
47
确定刀具系统-正前角or负天前津职角业技术师范大学
综合考虑各方面的因素,确定选用 正前角刀具还是负前角刀具。
一般来说,推荐使用负前角刀具。 负前角刀具采用0°后角刀片,刀片强 度好,大多数刀片双面有切削刃,有效 刃增加了一倍,刀片装夹可靠性与经济 性都优于正前角刀具。
第五章-车刀PPT课件

• 通槽[如图 (a)所示]易加工,用于A1型矩形刀片; • 半通槽[如图 (b)所示]用于带圆弧的A2、A3、A4等型刀片; • 封闭槽[如图 (c)所示]焊接面积大、强度高,但焊接应力较大
,适用于焊接面积相对较小的Cl 、C3 型刀片。
(a) 通槽
(b) 半通槽
.
(c) 封闭槽
6
• 硬质合金焊接车刀具的特点: • (1) 结构简单、制造方便、使用灵活,一般工厂都可自制。 • (2) 可以根据切削条件和加工要求刃磨出所需的形状和角度,
• 缺点:刃磨时仍有热应力存在;切削性能取决于刃磨技术水平;刀杆制 造复杂
• 常用于切断车刀、切槽车刀、螺纹车刀等。
• 二、机夹车刀的结构
• 1.上压式
• 2.自锁式
• 3.弹性压紧式
.
19
.
20
.
21
.
22
第三节 可转位车刀
• 一、可转位车刀特点
• 可转位车刀由刀杆、刀片和夹紧元件组成。正多边形刀片上压制 出卷屑槽并经过精磨,可以转位使用,几条切削刃全用钝后,可 更换相同规格的刀片,使用起来很方便。可转位车刀的几何角度 由刀片和刀槽的几何角度组合而成。切削性能稳定,适合于大批 量生产。
.
15
图5-3 刀片在刀 槽中的安放位置
.
16
车刀刀柄截面形状和尺寸选择
表5-3 常用车刀刀柄截面尺寸(单位:mm)
.
17
图5-4 机夹式车刀夹紧结构形式 a)上压式 b)自锁式 c)弹性压紧式
.
18
第二节 机夹式车刀
• 一、机夹车刀的特点
• 用机械夹固的方法将普通刀片夹持在刀杆上。
• 优点:刀片无需高温焊接,不会引起硬度下降、产生裂纹;刀具使用寿 命长,生产率高;刀杆可重复使用,废刀片可回收再制,经济效益高; 刀片重磨后,尺寸逐渐变小,为了恢复刀片的工作位置,在车刀结构上 设有刀片调整机构,以增加重磨次数;刀片压板的端部,可起断屑器作 用。
,适用于焊接面积相对较小的Cl 、C3 型刀片。
(a) 通槽
(b) 半通槽
.
(c) 封闭槽
6
• 硬质合金焊接车刀具的特点: • (1) 结构简单、制造方便、使用灵活,一般工厂都可自制。 • (2) 可以根据切削条件和加工要求刃磨出所需的形状和角度,
• 缺点:刃磨时仍有热应力存在;切削性能取决于刃磨技术水平;刀杆制 造复杂
• 常用于切断车刀、切槽车刀、螺纹车刀等。
• 二、机夹车刀的结构
• 1.上压式
• 2.自锁式
• 3.弹性压紧式
.
19
.
20
.
21
.
22
第三节 可转位车刀
• 一、可转位车刀特点
• 可转位车刀由刀杆、刀片和夹紧元件组成。正多边形刀片上压制 出卷屑槽并经过精磨,可以转位使用,几条切削刃全用钝后,可 更换相同规格的刀片,使用起来很方便。可转位车刀的几何角度 由刀片和刀槽的几何角度组合而成。切削性能稳定,适合于大批 量生产。
.
15
图5-3 刀片在刀 槽中的安放位置
.
16
车刀刀柄截面形状和尺寸选择
表5-3 常用车刀刀柄截面尺寸(单位:mm)
.
17
图5-4 机夹式车刀夹紧结构形式 a)上压式 b)自锁式 c)弹性压紧式
.
18
第二节 机夹式车刀
• 一、机夹车刀的特点
• 用机械夹固的方法将普通刀片夹持在刀杆上。
• 优点:刀片无需高温焊接,不会引起硬度下降、产生裂纹;刀具使用寿 命长,生产率高;刀杆可重复使用,废刀片可回收再制,经济效益高; 刀片重磨后,尺寸逐渐变小,为了恢复刀片的工作位置,在车刀结构上 设有刀片调整机构,以增加重磨次数;刀片压板的端部,可起断屑器作 用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
➢前角、后角的形成 只刃磨前刀面,预先磨出一定的角度,再相对工件装 夹成一定位置,分别形成需要的前角、后角。
重磨前刀面hc 时R1,si必n(f 须f保) 持h不变。为便是控制, 刀具两端面H上R1刻si有nf 刃磨检精选验ppt 园。
式中 :R—圆体成形车刀半 最径 大 (m外 m圆 )
钢料:rf=5°~10°,抗拉强度高的取小值,反之取大值; 铸铁: rf=0°~10°,硬度高的取小值,反之取大值;
精选ppt
➢轮廓设计的准备工作 1、理论上工件廓形各点均需修正计算,以便求出刀具 廓形上的对应点。通常选取工件形状与尺寸变化的各转 折点作为组成点,进行修正计算。 2、计算组成点尺寸 按平均值标注 3、根据工件材料性质和刀具类型,选取所需前、后角 4、圆体成形车刀,尚须确定外径D1
实际生产中,已知apmax,可参考资料选取相关尺寸。
成形车刀的类型
➢按外形和结构分: 平体成形车刀 切削刃为成形刃,其它与普通刀具结构相似 棱体成形车刀 外形棱柱体,刚性好,寿命长 圆体成形车刀 带有刀孔的回转体
➢按进给方向分:进向成形车刀、切向成形车刀 精选ppt
成形车刀的前角、后角
成形车刀切削刃形状复杂,有直线部分,也有曲线部分, 各段的主剖面方向互不相同,为简便起见,规定:成形车 刀的前角、后角均在假定工作平面内度量,并以切削刃上 最外一点(工件上半径最小处的点)的侧前角、侧后角作 为刀具的名义前角、后角。
精选ppt
成形车刀的轮廓设计
工件的轮廓是指工件轴向剖面上的形状和尺寸,包 括宽度、深度、圆弧半径等。
成形车刀轮廓在与后刀面垂直的剖面内表示,对圆 体成形车刀而言,就是它的轴向剖面。
➢轮廓设计的必要性
当 rf0、f 0时 ,刀具廓形等 ,但 于这 工种 件成 廓形 意 车 ;义 刀 当 rf0、f0时 ,必须按工件 修 的 正 廓 计 形 算 深 成 度 深 形 。 度 车
2.4 可转位车刀几何角度的形成
由刀片角度和刀槽角度综合形成。刀片角度是以刀片 底面为基准度量的,安装到车刀上相当于法平面系角 度。刀片的独立角度有:刀片法前角、法后角、刃倾 角、刀尖角。通常,刀片法后角、刃倾角为零度。
精选ppt
2.2 成形车刀
特点: 1、加工质量稳定 加工精度 IT10~8,Ra6.3~3.2μm 2、生产率高 3、刀具寿命长 4、刃磨简便
可转位刀片的选择
可转位刀片的型号由代表一定意义的字母和数字代号 按一定顺序排列组成,共有十个号位。
✓刀片形状: 17种 三角形、正方形刀片使用最广泛 ✓刀片后角
精选ppt
✓刀片精度等级
11种 A、F、C、H、E、G、J、K、L、M、U 其中U为普通级, M为中等级,其余为精密级,A级最 精密,一般选U级,数控机床刀片一般选用G级。
单,使用方便可靠。 侧压式 利用楔形块和螺钉从刀片侧面将刀片压紧,刀片
上无障碍,排屑顺畅。
精选ppt
2.3 可转位车刀
特点:生产效率高 适应现代化生产的需要 有利于新型刀具材料的使用
夹紧机构 偏心式、楔销式、杠杆式、上压式 要求:转位、更换刀片简便迅速,重复定位精度高, 结构简单,夹固牢靠
精选ppt
精选ppt
✓刃口形式及切削方向
F—尖锐刃口 E—倒圆刃口 T—倒棱刃口 S—倒棱又倒圆刃口 R—供向左切的外圆刀 L—供向右切的外圆刀 N—左右都有切削刃
✓断屑槽形式与宽度
目的:卷屑、断屑 形式:16种,按结构分为开口式封闭式两大类 开口式:(A、Y、H、K、J等)断屑槽一边或两边开通,前角大, 刃口锋利,切削力小,刀尖强度低,断屑范围窄。 封闭式:(V、M、W、G)断屑槽不开通,左、右切削刃角度相等, 可以通用,刀尖强度好,适应性精广选p。pt杆:45钢 截面形状:矩形、正方形、圆形。常用矩形。 矩形和方形刀杆的截面尺寸,一般按机床中心高选取。 刀头尺寸:刀头有效长度l、刀尖偏距m
精选ppt
刀槽的形状、尺寸及选择
刀槽形状:通式、半封闭式、封闭式、切口式
精选ppt
2.2 机夹式车刀
结构比较复杂 常用的两种结构形式:上压式、侧压式 上压式 多用螺钉和压板从上向下施力压紧刀片,结构简
精选ppt
➢廓形设计方法
图解法
计算法
精选ppt
成形车刀廓形设计误差 加工圆锥面或曲面时,存在双曲线误差
成形车刀的装夹与结构尺寸 ➢成形车刀的装夹
精选ppt
➢成形车刀的结构尺寸 棱体成形车刀: 刀体高度、宽度、厚度、燕尾尺寸; 圆体成形车刀: 外径、孔径、宽度、端面齿等。
Lclcabcd
lc工件成形表 ; 面的宽度 a为避免切削 加 刃 的 太 切 尖 削 ;而 一 刃 附 般 宽 2~取 5m 度;m b考虑在工件 加 端 工 面 余 留 量 出 而 精 刃 附 宽 , 加 一 度 的 般 1~ 切 3 取 m削 ;m c考虑切断预 的 加 切 工 精,削 选宽 而 pp刃 t度 附应 加等于 削 或 刃 略 ,宽 一 大 度 般 于 3~取 8切 m;m d保证切削刃 圆 超 而 出 附 毛 加 坯 ,的 约 外 切 0有 .5~削 2m。 m 刃
✓刀片结构 六种 (按有无断屑槽和中心安装孔)
✓刀片基本尺寸
刀片内切圆直径d 尺寸系列5.56、6.35 、9.52、12.7、15.875、 19.05、22.225、25.40
刀片厚度
尺寸系列 3.18、4.26、6.35、9.73
刀尖圆弧半径 尺寸系列 0.2、0.4、0.8、1.2、1.6、2.0、2.4、3.2
第2章 车 刀
按结构分类:整体式、焊接式、机夹式和可转位式
精选ppt
2.1 焊接式车刀
刀杆:结构钢 刀头:硬质合金刀片 缺点:易产生热应力、焊接裂纹,降低刀具切削性能 1.刀片的型号及选择
由一个字母及一个或两个数字表示。字母表示形 状,有A、B、C、D、E五类;数字代表刀片的主 要尺寸,一般指刀片长度。
成形车刀的后角取决于其种类。圆体形车刀:αf=10º~12º 棱体形车刀:αf=12º~15º
➢工件时的前角、后角变化特点 切削刃上只有最外一点与工件中心等高,其余各点 均低于工件中心,因此,离切削刃上最外一点越远, 前角越小,后角越大。
➢切削刃上任一点处正交平面内的后角
一般对切削刃上关键部位点的后角进行验算,避免 过小。
重磨前刀面hc 时R1,si必n(f 须f保) 持h不变。为便是控制, 刀具两端面H上R1刻si有nf 刃磨检精选验ppt 园。
式中 :R—圆体成形车刀半 最径 大 (m外 m圆 )
钢料:rf=5°~10°,抗拉强度高的取小值,反之取大值; 铸铁: rf=0°~10°,硬度高的取小值,反之取大值;
精选ppt
➢轮廓设计的准备工作 1、理论上工件廓形各点均需修正计算,以便求出刀具 廓形上的对应点。通常选取工件形状与尺寸变化的各转 折点作为组成点,进行修正计算。 2、计算组成点尺寸 按平均值标注 3、根据工件材料性质和刀具类型,选取所需前、后角 4、圆体成形车刀,尚须确定外径D1
实际生产中,已知apmax,可参考资料选取相关尺寸。
成形车刀的类型
➢按外形和结构分: 平体成形车刀 切削刃为成形刃,其它与普通刀具结构相似 棱体成形车刀 外形棱柱体,刚性好,寿命长 圆体成形车刀 带有刀孔的回转体
➢按进给方向分:进向成形车刀、切向成形车刀 精选ppt
成形车刀的前角、后角
成形车刀切削刃形状复杂,有直线部分,也有曲线部分, 各段的主剖面方向互不相同,为简便起见,规定:成形车 刀的前角、后角均在假定工作平面内度量,并以切削刃上 最外一点(工件上半径最小处的点)的侧前角、侧后角作 为刀具的名义前角、后角。
精选ppt
成形车刀的轮廓设计
工件的轮廓是指工件轴向剖面上的形状和尺寸,包 括宽度、深度、圆弧半径等。
成形车刀轮廓在与后刀面垂直的剖面内表示,对圆 体成形车刀而言,就是它的轴向剖面。
➢轮廓设计的必要性
当 rf0、f 0时 ,刀具廓形等 ,但 于这 工种 件成 廓形 意 车 ;义 刀 当 rf0、f0时 ,必须按工件 修 的 正 廓 计 形 算 深 成 度 深 形 。 度 车
2.4 可转位车刀几何角度的形成
由刀片角度和刀槽角度综合形成。刀片角度是以刀片 底面为基准度量的,安装到车刀上相当于法平面系角 度。刀片的独立角度有:刀片法前角、法后角、刃倾 角、刀尖角。通常,刀片法后角、刃倾角为零度。
精选ppt
2.2 成形车刀
特点: 1、加工质量稳定 加工精度 IT10~8,Ra6.3~3.2μm 2、生产率高 3、刀具寿命长 4、刃磨简便
可转位刀片的选择
可转位刀片的型号由代表一定意义的字母和数字代号 按一定顺序排列组成,共有十个号位。
✓刀片形状: 17种 三角形、正方形刀片使用最广泛 ✓刀片后角
精选ppt
✓刀片精度等级
11种 A、F、C、H、E、G、J、K、L、M、U 其中U为普通级, M为中等级,其余为精密级,A级最 精密,一般选U级,数控机床刀片一般选用G级。
单,使用方便可靠。 侧压式 利用楔形块和螺钉从刀片侧面将刀片压紧,刀片
上无障碍,排屑顺畅。
精选ppt
2.3 可转位车刀
特点:生产效率高 适应现代化生产的需要 有利于新型刀具材料的使用
夹紧机构 偏心式、楔销式、杠杆式、上压式 要求:转位、更换刀片简便迅速,重复定位精度高, 结构简单,夹固牢靠
精选ppt
精选ppt
✓刃口形式及切削方向
F—尖锐刃口 E—倒圆刃口 T—倒棱刃口 S—倒棱又倒圆刃口 R—供向左切的外圆刀 L—供向右切的外圆刀 N—左右都有切削刃
✓断屑槽形式与宽度
目的:卷屑、断屑 形式:16种,按结构分为开口式封闭式两大类 开口式:(A、Y、H、K、J等)断屑槽一边或两边开通,前角大, 刃口锋利,切削力小,刀尖强度低,断屑范围窄。 封闭式:(V、M、W、G)断屑槽不开通,左、右切削刃角度相等, 可以通用,刀尖强度好,适应性精广选p。pt杆:45钢 截面形状:矩形、正方形、圆形。常用矩形。 矩形和方形刀杆的截面尺寸,一般按机床中心高选取。 刀头尺寸:刀头有效长度l、刀尖偏距m
精选ppt
刀槽的形状、尺寸及选择
刀槽形状:通式、半封闭式、封闭式、切口式
精选ppt
2.2 机夹式车刀
结构比较复杂 常用的两种结构形式:上压式、侧压式 上压式 多用螺钉和压板从上向下施力压紧刀片,结构简
精选ppt
➢廓形设计方法
图解法
计算法
精选ppt
成形车刀廓形设计误差 加工圆锥面或曲面时,存在双曲线误差
成形车刀的装夹与结构尺寸 ➢成形车刀的装夹
精选ppt
➢成形车刀的结构尺寸 棱体成形车刀: 刀体高度、宽度、厚度、燕尾尺寸; 圆体成形车刀: 外径、孔径、宽度、端面齿等。
Lclcabcd
lc工件成形表 ; 面的宽度 a为避免切削 加 刃 的 太 切 尖 削 ;而 一 刃 附 般 宽 2~取 5m 度;m b考虑在工件 加 端 工 面 余 留 量 出 而 精 刃 附 宽 , 加 一 度 的 般 1~ 切 3 取 m削 ;m c考虑切断预 的 加 切 工 精,削 选宽 而 pp刃 t度 附应 加等于 削 或 刃 略 ,宽 一 大 度 般 于 3~取 8切 m;m d保证切削刃 圆 超 而 出 附 毛 加 坯 ,的 约 外 切 0有 .5~削 2m。 m 刃
✓刀片结构 六种 (按有无断屑槽和中心安装孔)
✓刀片基本尺寸
刀片内切圆直径d 尺寸系列5.56、6.35 、9.52、12.7、15.875、 19.05、22.225、25.40
刀片厚度
尺寸系列 3.18、4.26、6.35、9.73
刀尖圆弧半径 尺寸系列 0.2、0.4、0.8、1.2、1.6、2.0、2.4、3.2
第2章 车 刀
按结构分类:整体式、焊接式、机夹式和可转位式
精选ppt
2.1 焊接式车刀
刀杆:结构钢 刀头:硬质合金刀片 缺点:易产生热应力、焊接裂纹,降低刀具切削性能 1.刀片的型号及选择
由一个字母及一个或两个数字表示。字母表示形 状,有A、B、C、D、E五类;数字代表刀片的主 要尺寸,一般指刀片长度。
成形车刀的后角取决于其种类。圆体形车刀:αf=10º~12º 棱体形车刀:αf=12º~15º
➢工件时的前角、后角变化特点 切削刃上只有最外一点与工件中心等高,其余各点 均低于工件中心,因此,离切削刃上最外一点越远, 前角越小,后角越大。
➢切削刃上任一点处正交平面内的后角
一般对切削刃上关键部位点的后角进行验算,避免 过小。