太阳能电池银浆的焊接工艺研究
太阳能电池电极银浆
太阳能电池电极银浆太阳能电池电极银浆是一种重要的光伏材料,它主要由银粉、玻璃粉、有机载体等组成,具有良好的导电性和粘结性。
在太阳能电池产业链中,银浆扮演着至关重要的角色,它直接影响着太阳能电池的转换效率和稳定性。
本文将从太阳能电池电极银浆的概述、制备方法、应用、发展前景以及提高性能的研究方向等方面进行详细介绍。
一、太阳能电池电极银浆的概述太阳能电池电极银浆是一种专用于光伏产业的高科技材料。
其主要成分银,具有优良的导电性和反射性,可以提高太阳能电池的光电转化效率。
电极银浆在太阳能电池中的应用,可以有效降低电池的串联电阻,提高输出电压和功率。
此外,太阳能电池电极银浆还具有较好的耐腐蚀性和稳定性,有利于提高太阳能电池的使用寿命。
二、太阳能电池电极银浆的制备方法太阳能电池电极银浆的制备方法主要有以下几种:1.溶胶-凝胶法:通过溶胶-凝胶法制备的银浆,粒子大小分布均匀,具有良好的分散性和粘结性。
2.化学还原法:采用化学还原法制备的银浆,具有较高的纯度和较低的氧含量,有利于提高太阳能电池的性能。
3.物理混合法:物理混合法是将银粉、玻璃粉和有机载体等物理混合均匀,具有操作简便、成本较低的优点。
三、太阳能电池电极银浆的应用太阳能电池电极银浆广泛应用于晶体硅太阳能电池、薄膜太阳能电池以及柔性太阳能电池等领域。
通过采用不同类型的银浆,可以实现对太阳能电池性能的优化调整,提高光电转化效率。
四、太阳能电池电极银浆的发展前景随着光伏产业的快速发展,太阳能电池电极银浆的市场需求逐年增长。
为提高太阳能电池的性能,未来太阳能电池电极银浆的发展方向主要包括:1.提高银浆的导电性和反射性,以提高太阳能电池的光电转化效率。
2.优化银浆的粘结性能,提高太阳能电池的稳定性和耐久性。
3.降低银浆的成本,实现大规模产业化应用。
4.研究新型银浆材料,如纳米银、复合银等,探索其在太阳能电池中的应用前景。
五、提高太阳能电池电极银浆性能的研究方向为满足光伏产业对高效、低成本太阳能电池的需求,研究人员在提高太阳能电池电极银浆性能方面开展了以下几个方向的研究:1.优化银浆的组成和配方,提高其导电性和反射性。
晶硅太阳电池用正面银浆技术研究-张愿成
从数据可以看出,P4和P5电池效率相比P3略有降低,其中采用P4浆料时, 池开压和短路电流下降明显,电池效率下降相对更多。采用P5浆料时,电池开 压下降明显,但短路电流有所提高,电池效率基本与P3持平。
PART Ⅳ :结果与分析
流变性能测试分析
测试样品配方比例
为测试银浆流变性能,按下述配方制备了三款正面银浆。
w/% 浆料配方 P1 P2
银粉+玻 璃粉
91 91
1#有机载 体
9 0
2#有机载 体
0 9
3#有机载 体
0 0
P3
91
0
三款正面银浆配方
0
9
PART Ⅳ :结果与分析
银浆粘度曲线测试
P5与G产品制成电池后档位分布
浆料
P5 G产品
Voc
0.6281 0.6291
Hale Waihona Puke Isc8.722 8.695
Rs
0.0018 0.0018
Rsh
147.97 157.11
FF
79.27 79.34
NCell
17.845% 17.835%
18
P5与D产品对比
PART Ⅳ :结果与分析
主栅数:4 栅线设计线宽:36μm 硅片:156X156多晶 方块电阻 :82±3/ □ 扩散结深:浅结 印刷机 : BACCINI 对比片数:各1000片
8
银浆应力扫描测试
PART Ⅳ :结果与分析
由上图可看出,P1的弹性模量从100Pa剪切应力开始,以一个较慢的速率下降, 下降斜率较小,屈服应力在100Pa-200Pa之间,屈服应力最大,流动性差;P2的屈 服应力靠近50Pa,屈服应力最低,并且可能使银浆在印刷时流动超前于印刷刀的位 置,使少部分银浆过早地透过网孔,大部分银浆则平行于网版流动,导致下墨量偏 轻,不利于银浆的储存;P3的屈服应力为80Pa,最适合银浆丝网印刷。
太阳能电池电极银浆
太阳能电池电极银浆(原创实用版)目录一、太阳能电池电极银浆概述二、太阳能电池电极银浆的制备方法三、太阳能电池电极银浆的应用四、太阳能电池电极银浆的发展前景正文一、太阳能电池电极银浆概述太阳能电池电极银浆,顾名思义,是一种应用于太阳能电池电极制造中的银浆。
它是由高纯度银粉、导电剂、粘合剂等多种材料混合制成的一种浆料。
在太阳能电池的制作过程中,电极银浆被涂覆在太阳能电池的电极表面,通过烧结等工艺过程,形成一种具有良好导电性能和较高电化学稳定性的电极材料。
二、太阳能电池电极银浆的制备方法太阳能电池电极银浆的制备方法主要包括以下几个步骤:1.银粉的选用:一般采用高纯度(99.9% 以上)的金属银粉作为主要原料。
2.粘合剂的选择:常用的粘合剂有聚乙烯醇、羧甲基纤维素等,其作用是将银粉粘结在一起,并赋予银浆良好的流变性能。
3.导电剂的添加:为了提高银浆的导电性能,通常需要添加一定比例的导电剂,如碳纳米管、石墨烯等。
4.溶剂的选择:制备银浆时,需要选用合适的溶剂将银粉、粘合剂和导电剂搅拌均匀。
常用的溶剂有醇类、酮类等有机溶剂。
5.浆料的制备:将上述原料按一定比例混合,并搅拌均匀,形成具有良好导电性能和流变性能的银浆。
6.银浆的储存:制备好的银浆应密封储存,避免与空气、水分接触而影响其性能。
三、太阳能电池电极银浆的应用太阳能电池电极银浆广泛应用于太阳能电池的制造过程中,尤其是晶硅太阳能电池和薄膜太阳能电池的制作。
在太阳能电池的制作过程中,将电极银浆涂覆在电池的电极表面,通过烧结等工艺过程,使银浆形成一层具有良好导电性能和较高电化学稳定性的电极材料。
这样,太阳能电池在吸收太阳能并将其转化为电能的过程中,能够实现更高的光电转换效率。
四、太阳能电池电极银浆的发展前景随着全球能源危机和环境问题日益严重,太阳能作为一种清洁、可再生的能源得到了广泛关注。
我国政府对太阳能产业的支持力度也在不断加大,这为太阳能电池电极银浆的发展提供了良好的市场环境。
太阳能电池银浆的焊接工艺研究
阳能电池银浆的焊接工艺研究导读: 电池片与焊带间的连接影响着光伏组件的效率和使用寿命。
本文确定了在本公司生产条件下,焊头温度330~370℃、焊接时间4s以内作为人工焊接新银浆电池片的工艺窗口,并初步探讨了组件生产过程中质量控制问题。
1.引文组件制造过程中,电池片主栅与焊带间的连接影响组件的电性能和使用寿命[1,2]。
目前大部分光伏组件企业都在采用人工焊接的方式来焊接组件。
人工焊接过程中可能出现虚焊、过焊和主栅与焊带连接强度低等问题。
虚焊将增加组件的串联电阻,降低组件效率;过焊会造成电池片变形隐裂等问题[3]。
提高人工焊接的焊接质量,对组件生产非常重要。
影响主栅与焊带的焊接质量的因素主要有主栅银浆、焊接温度和时间、焊带、助焊剂、人工操作的焊接压力和烙铁的回温速度等因素[5]。
在人工焊接条件下,焊接受操作人员的影响很大。
寻求合适的焊接温度和时间窗口,使其对不同操作者的焊接习惯有一定的容忍度,有助于提高焊接强度,减少虚焊和过焊问题。
进行此类研究也有助于评价银浆和焊带的匹配性,规范操作者的焊接行为。
作者在研究新银浆正电极电池片的焊接条件过程中,通过改变焊头温度和焊接速度,绘制平均焊接拉力在不同焊接条件下的等值线图,寻找焊接温度和时间窗口以提高焊接质量,并讨论了组件生产中焊接质量控制方法。
2.实验部分使用公司生产的电池片和正常生产用的焊接设备和材料,所有焊接操作均由同一操作者进行。
用秒表控制焊接时间在设定值的±1秒范围内。
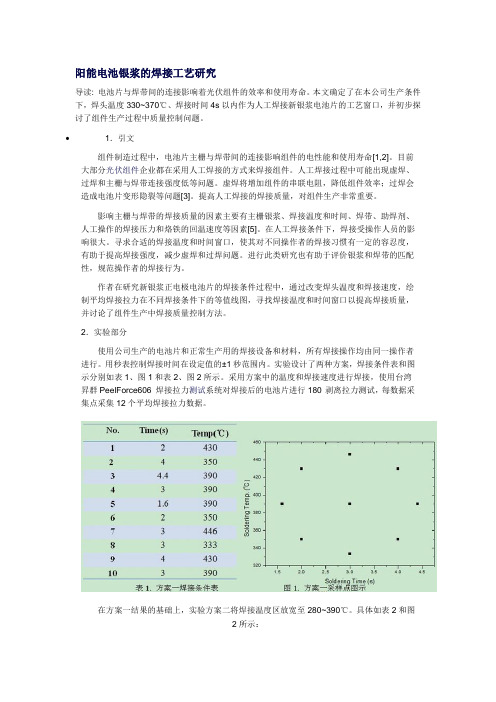
实验设计了两种方案,焊接条件表和图示分别如表1、图1和表2、图2所示。
采用方案中的温度和焊接速度进行焊接,使用台湾昇群PeelForce606 焊接拉力测试系统对焊接后的电池片进行180°剥离拉力测试,每数据采集点采集12个平均焊接拉力数据。
在方案一结果的基础上,实验方案二将焊接温度区放宽至280~390℃。
具体如表2和图2所示:3.结果与讨论3.1焊接拉力和时间工艺窗口本部分通过研究焊接温度和焊接速度对焊接拉力的影响,选择合适的焊接温度与时间工艺窗口,使之适应更多操作者的焊接,令不同操作者的焊接质量达到期望水准。
太阳能电池导电银浆的烧结工艺研究

太阳能电池导电银浆的烧结工艺研究
太阳能电池是一种利用太阳能转化为电能的设备,其中导电银浆是太
阳能电池的重要组成部分。
导电银浆的烧结工艺对太阳能电池的性能
和稳定性有着重要的影响。
本文将介绍导电银浆的烧结工艺研究。
导电银浆的烧结工艺是指将导电银浆涂覆在太阳能电池的电极上,并
通过高温烧结使其与电极紧密结合。
烧结温度、时间和气氛是影响导
电银浆烧结效果的重要因素。
烧结温度过高会导致导电银浆烧结不完全,影响太阳能电池的性能;烧结时间过长会使导电银浆的颗粒粘结
过度,影响导电性能;烧结气氛的选择也会影响导电银浆的烧结效果。
为了研究导电银浆的烧结工艺,研究人员进行了一系列实验。
首先,
他们确定了最佳的烧结温度和时间。
实验结果表明,烧结温度为550℃,烧结时间为5分钟时,导电银浆的烧结效果最佳。
其次,他们研究了不同气氛下导电银浆的烧结效果。
实验结果表明,氮气气氛下
导电银浆的烧结效果最佳。
除了烧结工艺的研究,导电银浆的配方也是影响太阳能电池性能的重
要因素。
研究人员通过改变导电银浆的配方,提高了太阳能电池的转
换效率和稳定性。
他们发现,添加少量的碳纳米管可以提高导电银浆
的导电性能;添加氧化铟可以提高太阳能电池的稳定性。
总之,导电银浆的烧结工艺对太阳能电池的性能和稳定性有着重要的影响。
通过研究导电银浆的烧结工艺和配方,可以提高太阳能电池的转换效率和稳定性,促进太阳能电池的应用和发展。
太阳能电池电极银浆

太阳能电池电极银浆摘要:1.太阳能电池电极银浆的简介2.太阳能电池电极银浆的组成与特点3.太阳能电池电极银浆的应用领域4.我国在太阳能电池电极银浆方面的研究进展5.太阳能电池电极银浆的发展趋势与前景正文:太阳能电池电极银浆是一种用于太阳能电池制造的关键材料,它对太阳能电池的光电转换效率有着重要影响。
本文将对太阳能电池电极银浆的简介、组成与特点、应用领域、我国研究进展以及发展趋势与前景进行详细探讨。
1.太阳能电池电极银浆的简介太阳能电池电极银浆,顾名思义,是一种涂覆在太阳能电池电极上的浆料。
它主要由银粉、溶剂、导电剂和添加剂等组成,具有高导电性和良好的附着力。
在太阳能电池的制造过程中,电极银浆被涂覆在电池的电极上,以形成良好的电极接触,降低电阻,提高电池的光电转换效率。
2.太阳能电池电极银浆的组成与特点太阳能电池电极银浆的主要成分是银粉,溶剂通常是水或者醇类物质,导电剂常用的是碳纳米管或石墨烯,添加剂则包括表面活性剂、防腐剂等。
太阳能电池电极银浆具有以下特点:高导电性,能够降低电池的电阻;良好的附着力,能够保证电极银浆与电极的紧密结合;高稳定性,能够适应太阳能电池在恶劣环境下的使用。
3.太阳能电池电极银浆的应用领域太阳能电池电极银浆广泛应用于太阳能电池的制造,包括晶硅太阳能电池、薄膜太阳能电池等。
此外,随着新型太阳能电池技术的发展,如有机太阳能电池、钙钛矿太阳能电池等,太阳能电池电极银浆的应用领域也将进一步拓展。
4.我国在太阳能电池电极银浆方面的研究进展我国在太阳能电池电极银浆方面的研究已经取得了显著的进展。
不仅成功研发了具有自主知识产权的太阳能电池电极银浆,而且银浆的性能已经接近国际先进水平。
同时,我国在太阳能电池电极银浆的生产工艺和设备上也取得了一系列突破。
5.太阳能电池电极银浆的发展趋势与前景随着全球对可再生能源的需求不断增长,太阳能电池产业将迎来更大的发展空间。
作为太阳能电池的关键材料,太阳能电池电极银浆的市场需求也将持续增长。
光伏电池银浆工艺

光伏电池银浆工艺一、银浆成分光伏电池银浆主要由银粉、玻璃粉、有机载体和其他添加剂组成。
其中,银粉是导电的主要成分,玻璃粉则起到粘合和导电的作用,有机载体是银浆的主要溶剂,而添加剂则用来调节银浆的印刷性能和使用寿命。
二、浆料制备浆料制备是光伏电池银浆工艺的重要环节,主要包括配料、混合、研磨和搅拌等步骤。
在制备过程中,需要严格控制各成分的比例、混合均匀度以及浆料的粘稠度等参数,以确保银浆的质量和稳定性。
三、丝网印刷丝网印刷是光伏电池银浆的主要应用方式,其工艺过程包括印刷、烘干、烧结等步骤。
印刷时,需根据电池板的结构和规格,选用合适的丝网和刮刀,控制印刷的厚度和均匀度。
烘干是为了去除银浆中的有机溶剂,烧结则使银浆固化在电池表面,形成导电膜层。
四、烧结工艺烧结工艺是银浆附着在光伏电池表面并形成导电膜层的关键步骤。
在烧结过程中,需要控制烧结温度、时间和气氛等因素,以保证银浆与电池表面良好的附着力和膜层的导电性能。
五、品质检测品质检测是确保光伏电池银浆质量的重要环节,包括外观检测、性能测试等步骤。
外观检测主要检查银浆的色差、颗粒度等外观指标,性能测试则主要测试银浆的导电性能、附着力等关键性能指标。
六、包装储存为了确保银浆的质量和稳定性,需要采用密封性好、防潮、防晒的包装材料对银浆进行包装储存。
同时,需存放在干燥、阴凉的环境中,避免阳光直射和高温。
七、环境控制在银浆的生产和使用过程中,需严格控制环境温度和湿度,保持生产车间的清洁卫生,防止杂质的混入。
此外,对于丝网印刷环节,还需要控制丝网的目数和质量,以及刮刀的角度和压力等参数,以确保印刷质量和效率。
八、安全防护由于银浆中含有金属粉末和其他可燃物质,因此在生产和使用过程中需要注意安全防护。
操作人员需穿戴防护服、口罩和手套等个人防护用品,同时车间应配备消防器材和通风设施,以防止火灾和吸入有害气体等意外事故的发生。
太阳能电池焊接技术研究及焊接质量影响因素
太阳能电池焊接技术研究及焊接质量影响因素摘要:焊接是太阳能组件生产的关键工艺,焊接的影响因素也多种多样,本文对焊接的主要对象进行了简要的介绍,并对各材料对焊接质量的影响进行了探讨。
关键词:光伏组件;串焊;太阳能电池1串焊工艺简介1.1焊接对象特性1.1.1晶体硅电池片硅(Si)的原子系数是14,为元素周期表上IVA族的类金属元素。
晶体硅的弹性模量为144GP、泊松比0.3、热膨胀系数2.4×10-6m/K、密度2328.3 kg/m³。
晶硅电池片本身比较脆且硬。
1.1.2涂锡焊带光伏组件串焊用涂锡焊带是以铜为基体材料,在铜基体上涂敷锡铅钎料或无铅钎料制作而成。
主要用于光伏电池片的正负电极链接。
涂锡焊带要根据硅电池片的特性来选用,一般的选用准则是根据硅片的厚度和组件的最大电流来决定涂锡焊带的厚度,涂锡焊带的宽度由晶硅电池片的银电极宽度决定(主栅宽度)。
涂锡焊带的技术要求有力学性能(抗拉强度、伸长率、屈服强度)、材质、尺寸偏差、电阻率、耐腐蚀性等。
焊带的力学性能主要是保证焊带在使用时有足够的强度,同时有良好的伸长率以保证在温度变化时应力不至于过大。
焊带的抗拉强度和伸长率按照国家标准GB/T228-2002进行测试,抗拉强度≥170MP、伸长率≥30%、屈服强度≤70MP。
铜基体外围的锡涂层对焊接性能起决定性作用。
Sn在钎焊时能与大部分金属反应形成化合物,在焊接时起重要作用。
Pb能减小钎料的表面张力和粘度,改善钎料的流动性。
Ag能增加焊带的导热性,钎料中的Ag还可避免电池片上电极中的Ag往焊带中扩散。
1.1.3助焊剂助焊剂是晶硅光伏电池焊接质量的一个关键因素,且会影响组件层压质量。
在整个焊接过程中,助焊剂主要起到以下几个作用:助焊剂通过自身的活性物质在高温下作用,去除焊接材质表面的氧化层,同时使锡液及被焊材质之间的表面张力减小,增强锡液流动和浸润的性能;同时通过助焊剂本身在基体中移动,将热传递到基体,并且有时还能保护被焊材质在焊接完成之前不再氧化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
阳能电池银浆的焊接工艺研究
导读: 电池片与焊带间的连接影响着光伏组件的效率和使用寿命。
本文确定了在本公司生产条件下,焊头温度330~370℃、焊接时间4s以内作为人工焊接新银浆电池片的工艺窗口,并初步探讨了组件生产过程中质量控制问题。
1.引文
组件制造过程中,电池片主栅与焊带间的连接影响组件的电性能和使用寿命[1,2]。
目前大部分光伏组件企业都在采用人工焊接的方式来焊接组件。
人工焊接过程中可能出现虚焊、过焊和主栅与焊带连接强度低等问题。
虚焊将增加组件的串联电阻,降低组件效率;过焊会造成电池片变形隐裂等问题[3]。
提高人工焊接的焊接质量,对组件生产非常重要。
影响主栅与焊带的焊接质量的因素主要有主栅银浆、焊接温度和时间、焊带、助焊剂、人工操作的焊接压力和烙铁的回温速度等因素[5]。
在人工焊接条件下,焊接受操作人员的影响很大。
寻求合适的焊接温度和时间窗口,使其对不同操作者的焊接习惯有一定的容忍度,有助于提高焊接强度,减少虚焊和过焊问题。
进行此类研究也有助于评价银浆和焊带的匹配性,规范操作者的焊接行为。
作者在研究新银浆正电极电池片的焊接条件过程中,通过改变焊头温度和焊接速度,绘制平均焊接拉力在不同焊接条件下的等值线图,寻找焊接温度和时间窗口以提高焊接质量,并讨论了组件生产中焊接质量控制方法。
2.实验部分
使用公司生产的电池片和正常生产用的焊接设备和材料,所有焊接操作均由同一操作者进行。
用秒表控制焊接时间在设定值的±1秒范围内。
实验设计了两种方案,焊接条件表和图示分别如表1、图1和表2、图2所示。
采用方案中的温度和焊接速度进行焊接,使用台湾昇群PeelForce606 焊接拉力测试系统对焊接后的电池片进行180°剥离拉力测试,每数据采集点采集12个平均焊接拉力数据。
在方案一结果的基础上,实验方案二将焊接温度区放宽至280~390℃。
具体如表2和图
2所示:
3.结果与讨论
3.1焊接拉力和时间工艺窗口
本部分通过研究焊接温度和焊接速度对焊接拉力的影响,选择合适的焊接温度与时间工艺窗口,使之适应更多操作者的焊接,令不同操作者的焊接质量达到期望水准。
图3是实验设计方案一的平均焊接拉力和标准差的3D等值线图。
采用较低的焊头温度,对操作者的焊接速度有更大的容忍度。
而在较高温度和较长时间条件下焊接得到的平均焊接拉力数据相对较小。
这是因为高温长时间下焊接使含有玻璃体等成分的电池片主栅金属化[5],从而降低拉力。
当操作者的焊接时间较短时,焊接温度可以选择的更高,但从标准差的等值图可以看到此时数据的标准差变大,表明焊接均匀性变差,这可能是由焊头的回温速度在高温下变差或高温对电池片内部产生损害造成的。
方案一等值曲线图(图3a)表明,较低的焊接温度和较短的焊接时间有利于提高焊接拉力和焊接的稳定性,在温度330~370℃,时间2~4s范围内焊接拉力值和稳定性均较好。
而图中数据采集区外,温度低于330℃后出现焊接强度增加的现象,是软件算法导致的,在更低温度下的焊接质量还需实验验证。
为此,方案二中将温度范围改变为280~390℃,得到的平均拉力的3D等值线图如图4所示。
方案二是同一操作者在另一时间完成的,其他焊接条件均相同。
相同区域的平均拉力数值整体较方案一低,这是由两次实验的数据波动造成的。
从其平均拉力等值曲线图(图4a)可知,拉力焊头温度进一步降低后,焊接拉力值变小。
通过对比主栅银浆脱落的情况发现,焊头温度从330℃继续降低,焊接不能使主栅和焊带接触面发生共溶,导致虚焊增多,焊接拉力数值降低。
将方案二与方案一的数据结合在一起,绘制焊头温度在280~450℃的焊接拉力平均值的等值线图和3D曲面图如图5所示。
从图5可以看到焊接温度在330~370℃时,对操作者焊接速度的容忍度较大,电池片焊接的牢固程度也较大,可以作为新浆料焊接的温度窗口。
图5中焊头温度340℃、焊接时间3秒出现的异常状况,是由于两次实验数据的波动引起的,加大数据采集量,可以使图形更加规则。
3.2 手工焊接中的质量控制
太阳能电池银浆的选择对焊接拉力测试结果影响很大。
银浆玻璃成分和银颗粒大小的不同,导致银浆与硅片、银浆与焊带的粘附性能不同[5]。
所以当电池生产企业换用新的浆料时,下游组件企业也进行与之对应的焊接实验,选择合适的工艺或新的焊带来进行焊接。
在本文中,通过对同一操作者的焊接情况的研究,将焊接拉力的工艺窗口制定在温度330~370℃,焊接时间小于4s的范围内。
再通过调查不同工人在此焊接工艺窗口下的焊接拉力情况,从而确定实际生产所需要的焊头温度和焊接速度。
在组件生产的质量控制中,通常采用观察焊掉焊带的电池片上的虚焊和过焊情况来评价焊接质量。
检验过的电池片又可重新焊上新的焊带,所以这种质量监控方式具有耗时短、成
本低的优点。
但这种监控方式,对于操作者的焊接稳定性反映并不明显。
采用焊接拉力测试机来进行质量监控,对比焊接拉力测试数据和焊接后电池片主栅的情况,可以更直观的反映虚焊、过焊等问题(如图6所示)。
同时,曲线的标准差大小还可以反映操作者的焊接稳定性。
在组件生产单片焊接环节的质量监控方面,对拉焊力测试图形的曲线波动程度即焊接拉力数据平均值的标准差的监控,可以更加准确的掌握操作者的焊接稳定性。
将焊掉焊带观察虚焊长度和焊接拉力测试两种手段相结合,能够保障组件焊接质量的稳定性,也可以对工人的焊接操作提供指导。
焊接拉力测试后的电池片主栅会受到破坏,所以可以选择低效片来进行。
4.总结
本文通过改变焊头温度和焊接速度条件,确定了在本公司生产条件下适合新银浆的最佳焊接工艺窗口为温度330~370℃,焊接时间4s以内。
通过进一步研究产线工人在此工艺窗口下的焊接质量,可以确定最佳的焊接条件。
在焊接工序的质量控制过程中,运用拉力测试与传统目测法相结合的方式,有助于提高工人焊接稳定性,提高产品质量。
注:本文在方案设计和数据处理方面得到公司顾问Saul Winderbaum博士的帮助。
在此向Saul博士表示感谢!同时感谢实验过程中给予帮助的公司领导和同事!
作者:
山东力诺光伏集团研发工程师徐振华
山东力诺光伏集团光伏高科技有限公司工艺工程师宋书坤
山东力诺光伏集团技术总监杨青天
引用文献:
[1] Luque A, Hegedus S. Handbook of Photov olt a ic, Science and Engineering. Wiley: West Sussex, 2003.
[2] A. EL Amrani, et al., Solar Module Fabrication, International Journal of Photoenergy, Volume 2007, p1-5
[3] 郑军,光伏组件加工工艺与质量控制,新技术新工艺,2010(3),p85-87
[4] 李丙利,谈谈太阳能电池的焊接,太阳能,2009(1),p62-64
[5] Andrew M. Gabor, Mike Ralli, et al., Soldering induced damage to thin Si solar cells and detection of cracked cells in modules, Proc. 21th EU PSEC, Dr esd en, Sep. 2006。