宝钢-五冷轧新技术概述
冷轧综述——精选推荐

冷轧综述年产量80万吨冷轧板带钢车间设计1 综述1.1 我国冷轧带钢技术的发展历史1.1.1国际冷轧带钢技术的发展史钢的冷轧是在19世纪中叶始于德国,当时只能⽣产宽度20-25mm的冷轧钢带。
美国1859年建⽴了25mm冷轧机,1887年⽣产出宽度为150mm的低碳钢带。
1880年以后冷轧钢带⽣产在美国、德国发展很快,产品宽度不断扩⼤,并逐步建⽴了附属设备,如剪切、矫直,平整和热处理设备等,产品质量也有了提⾼。
宽的冷轧薄板(韧带)是在热轧成卷带钢的基础上发展起来的。
⾸先是美国早在1920年第⼀次成功地轧制出宽带钢,并很快由单机不可逆轧制⽽跨⼊单机可逆式轧制。
1926年阿姆柯公司巴特勒⼯⼚建成四机架冷连轧机。
原苏联开始冷轧⽣产是在30年代中期,第⼀个冷轧车间建在伊⾥奇冶⾦⼯⼚,是四辊式,⽤单张的热轧板作原料1938年在查波罗什⼯⼚开始安装从国外引进的三机架1680mm冷连轧机及1680mm可逆式冷轧机,⽣产厚度为0.5-2.5mm,宽度为1500mm 的钢板。
以后为了满⾜汽车⼯业的需要,该⼚⼜建⽴了⼀台2180mm可逆式冷轧机。
1951年原苏联建设了⼀套2030mm全连续式五机架冷连轧机,年产250万吨,安装在新利佩茨克。
⽇本1938年在东洋钢板松下⼯⼚安装了第⼀台可逆式冷轧机,开始冷轧薄板的⽣产。
1940年在新⽇铁⼴⽕⽥⼚建⽴了第⼀套四机架1420mm冷连轧机。
1.1.2我国冷轧带钢技术的发展史建国初期,由前苏联援建单机架可逆式1250、1700冷轧机。
在20世纪70年代,武钢引进1700冷连轧机和连退、涂镀设备。
总体说来,中国冷轧技术发展相对缓慢。
改⾰开放之后,宝钢等⼤型企业相继从国外引进⼤型冷连轧机2030 、1550、1420 等不同尺⼨的轧机,以板形控制⼿段为代表的机型也⼏乎囊括了国外开发的各种机型,CVC、HC、UC、UCM、UCMW、DSR 轧辊、VC轧辊等,采⽤了当今世界上最先进的⼯艺、控制技术,如厚度控制、板形控制、轧制润滑、动态变规格、交流传动等。
宝钢冷轧核心技术研发历程

宝钢冷轧核心技术研发历程冷轧是冶金流程中非常重要的变形工序,在金属相变点温度以下,将轧件压缩到理想的厚度,使其具有良好的力学性能、优良的表面质量、精密的尺寸精度,可以广泛应用于汽车、家电、电子、建筑、包装等各个行业。
虽然近年来随着热轧设备的不断进步,热卷箱、无头轧制、边部加热、层流冷却边部遮蔽等设备的开发使用,一定程度上提高了热轧产品的温度均匀性,但热轧产品的性能和厚度均匀性仍然无法和冷轧产品相媲美。
此外,冷轧产品的表面质量、冲压性能、电磁性能,也是热轧产品无法达到的。
以硅钢为例,我国曾大力推广以高效的冷轧硅钢取代落后热轧硅钢,“以冷代热”以节约在传输和转换过程中损耗的电能。
冷轧作为“轧薄、轧亮、轧精”的工序,有着无可替代的功能和优势,将来还将不断发展。
宝钢从1988年第1条冷轧机组投产以来,经过20年的生产和研发,经历了一条从引进消化到不断改进,发展到自主创新的道路,引领着国内冷轧技术的发展。
冷轧机核心技术的发展如果往前追溯,钢的冷轧最早始于19世纪中叶的德国,当时只能生产宽度20~25 mm的冷轧钢带。
美国在1920年第一次成功地轧制出宽带钢,并很快由单机不可逆轧制而跨入单机可逆式轧制。
1926年阿姆柯公司巴特勒工厂建成四机架冷连轧机。
冷轧带钢生产经历了漫长的发展过程,从最初的单张轧制到现在的成卷轧制,从可逆轧机到全连续轧机再到酸轧联合机组的多种生产工艺,装备水平和自动化程度不断提高。
特别是20世纪七、八十年代,冷轧技术在全连续和自动化技术的带动下,出现了一个快速发展的阶段。
现代冷轧生产技术基本上以连续化、高速化和专业化为特征,出现了全连续冷连轧机组、酸洗一冷连轧联合机组、酸洗一冷连轧一连退联合机组等全连续设备冷轧设备,出现了出口速度达到2000 m/min以上的冷连轧机,出现了专业生产镀锡原板、极薄板的冷连轧机等等。
1958年鞍钢建成了我国第一套冷带钢轧机,即1700 mm四辊可逆轧机,之后的几十年仅鞍钢和太钢有几台单机架可逆轧机可以生产宽带钢,不仅效率低,装备水平也差,产品品种和质量无法和世界先进水平竞争。
宝钢五冷轧带钢工程轧机设备基础施工技术

含水量 高、 透水性差 的特点 。土层构成及 特性 如表 1所示 。
3 施 工技 术
3 1 重 力 式 水 泥 搅 拌 桩 围护 结 构 施 工 .
气室结构 图纸没到 , 以先进行 10mm厚 垫层施工 。 一5 0 所 0 .0m 基坑东侧和西侧水泥土墙宽 5 2m, . 桩顶标高 一5m, 1 . 长 62m 以上开挖 采用一 级挖 土 ; .0m~ 一8 0 采用 二级接 力挖 一5 0 .0m ( 入 深 度 9 3m) 一5m 以 上 卸 荷 平 台宽 1 与 电气 室 衔 接 部 土 , .0m 以下采用三级 接力挖 土。基坑挖 土时 , 根 . , 1m; 一8 0 对前期 施打
宝 钢 五 冷 轧 带 钢 工 程 轧 机 设 备 基 础 施 工 技 术
王 鹏
摘 要: 介绍 了宝钢五冷轧 带钢工程 轧机 设备 基础 施工技 术 , 过 降水 施 工、 方施 工、 HC管桩 保护 、 筋加工 和绑 通 土 P 钢 扎、 模板施工 、 工缝 处理 以及大体积混凝土 的浇筑和养生等方面 的控制 , 施 解决 了结构施工复杂 的难题 , 保证 了基础的正
2 地质 情 况
根 据 中冶 集 团 武 勘 院 地 质 勘 探 报 告 , 地 土 类 型 为 软 弱 土 , 场 属 长江 口三 角 洲 沉 积 层 , 筑 场 地 类 别 为 Ⅳ类 , 有 土 质 颗 粒 细 、 建 具
设 计将轧机基础划分为 E块 和 F块 , 中 E块为轧机本体 , 其 F 块为轧 机通风 机房 。为方便施 工 , 将其划 分为第 ①块 ~第⑤块 , 其 中第①块对 应 F块 , 第②块 ~第 ⑤块对应 E块 ( 图 1 。根据 见 ) 到图情况 , 首先开挖第 ①块 , 利用 第②块作 为挖 土道路 , 第①块 待 底板施工结束后 , 再开挖第②块土方 ; 接着开 挖第 ③块 ~第⑤块 土 方 。轧机 电气 室土方随搅拌桩土方卸荷 挖完 , 由于挖土 时轧机 电
轧钢新技术

轧钢新技术轧钢新技术近年来,轧钢生产中所涌现的新技术、新工艺主要是围绕节约能源、降低成本、提高产品质量、开发新产品所进行的。
在节能降耗上,主要技术是:连铸坯热送热装技术、薄板坯连铸连轧技术、先进的节能加热炉等;在提高产品性能、质量上,主要技术是:TMCP 技术、高精度轧制技术、先进的板形、板厚控制技术、计算机生产管理技术等;在技术装备上,主要是大型化、连续化、自动化,即热轧带钢、冷轧带钢的连续化,实现无头轧制、酸轧联合机组、连续退火及板带涂层技术等。
这些技术的应用可极大地提高产品的竞争能力。
以节能降耗为目标的新技术1 连铸坯热送热装技术连铸坯热送热装技术是指在400℃以上温度装炉或先放入保温装置,协调连铸与轧钢生产节奏,然后待机装入加热炉。
在轧钢采用的新技术中热送热装效益明显,主要表现在:大幅度降低加热炉燃耗,减少烧损量,提高成材率,缩短产品生产周期等。
我国20 世纪80 年代后期开始首先在武钢进行热送热装试验,90 年代宝钢、鞍钢等在板带轧制中试验,并逐步采用了热送热装技术。
90 年代中期以后我国棒线材大量采用了热送热装技术,但是距日本和一些欧美国家的水平还有较大的差距。
连铸坯热送热装技术的实现还需要以下几个条件:(1)质量合格的连铸板坯;(2)工序间的协调稳定;(3)相关技术设备要求,如采用雾化冷却、在平面布置上尽可能缩短连铸到热轧之间的距离、通过在输送辊道上加设保温罩及在板坯库中设保温坑等;(4)采用计算机管理系统。
根据国内目前的实际情况分析,需要继续推广该技术,己经采用的轧机应当在提高水平上下功夫。
通过加强管理保证该技术的连续使用,不断提高热装率和提高热装温度,同时进行必要的攻关,解决由于采用热装技术以后,产生的产品质量不稳定问题。
2 薄板坯连铸连轧技术薄板坯连铸连轧是20 世纪80 年代末实现产业化的新技术,是钢铁生产近年来最重要的技术进步之一。
采用薄板坯连铸连轧工艺与传统钢材生产技术相比,从原料至产品的吨钢投资下降19%~34%,厂房面积为常规流程的24%。
宝钢不锈钢冷轧简介

• (5) 5#机架还配备了与板形辊实现闭环控制的工作 辊精细冷却控制功能,进一步提高了对板形的控 制能力; • (6) 设置了1#机架前馈和反馈控制、5#机架前馈 和反馈控制,以及1#机架的轧辊偏心补偿控制功 能等。 • (7) 轧制润滑系统采用同种基油的高、低浓度的乳 化液循环冷却系统,各种轧制条件下的乳化液供 应模式切换灵活,很好满足了轧制碳钢软钢和高 强钢、以及铁素体不锈钢的需要。 • (8) 机组设有自动和手段机架清洗系统,保证了在 钢种切换前机架内部的清洁。
典型冷轧机。
• 多辊轧机是指一个机架内轧辊数多于4个的轧机,早期是 六辊式和十二辊式的。现在普遍使用排列顺序为1、2、3
、4的森吉米尔型二十辊轧机,即每个工作辊是由2个第一
中间辊、3个第二中间辊和4个外支撑辊支撑,最后组装到 整体机架中。
• 这种结构使得轧机刚性很大、工作辊绕度很小。工作辊是
由弹性模量很大的材质制成的,能承受很大的轧制压力, 加上较完善的辊形调节系统,所以多辊轧机可以轧制极薄 带钢和变形困难的硅钢、不锈钢,以及高强度的铬镍合金 材料。
• 焊接条件: • 两带钢厚差:h21.3h1,h2-h11.0mm • (碳钢与碳钢,奥氏体与奥氏体不锈钢焊接) • h21.2h1,h2-h10.6mm • (碳钢与不锈钢,非奥氏体与非奥氏体不锈钢 焊接) • 带钢表面状况:经酸洗的热轧/冷轧板 • 两带钢材质:一般冷轧板和不锈钢
• 注:*1-低碳钢系碳当量≤0.45% • [碳当量]= C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 • *2-超低碳钢C<0.01% • *3-高强钢最大抗张强度750MPa • *4-√标示可以使用,×标示不根据 实验室结果确定。 • *6-焊后退火处理:适用于HSS 650MPa及其以 上强度品种
5米宽厚板轧机发展
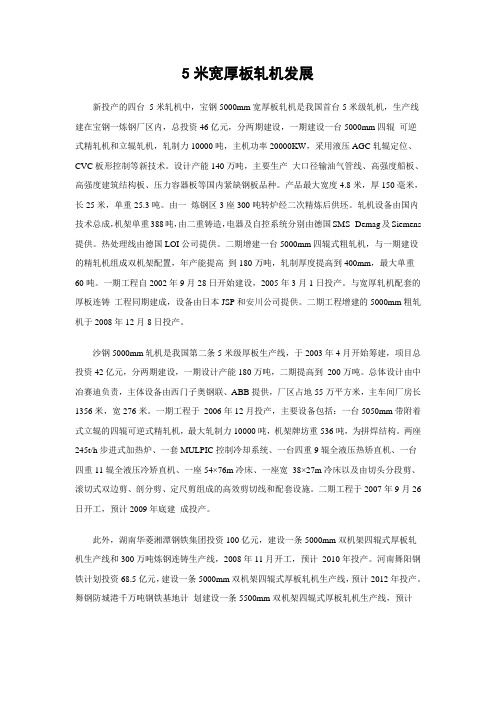
5米宽厚板轧机发展新投产的四台5米轧机中,宝钢5000mm宽厚板轧机是我国首台5米级轧机,生产线建在宝钢一炼钢厂区内,总投资46亿元,分两期建设,一期建设一台5000mm四辊可逆式精轧机和立辊轧机,轧制力10000吨,主机功率20000KW,采用液压AGC轧辊定位、CVC板形控制等新技术。
设计产能140万吨,主要生产大口径输油气管线、高强度船板、高强度建筑结构板、压力容器板等国内紧缺钢板品种。
产品最大宽度4.8米,厚150毫米,长25米,单重25.3吨。
由一炼钢区3座300吨转炉经二次精炼后供坯。
轧机设备由国内技术总成,机架单重388吨,由二重铸造,电器及自控系统分别由德国SMS- Demag及Siemens 提供。
热处理线由德国LOI公司提供。
二期增建一台5000mm四辊式粗轧机,与一期建设的精轧机组成双机架配置,年产能提高到180万吨,轧制厚度提高到400mm,最大单重60吨。
一期工程自2002年9月28日开始建设,2005年3月1日投产。
与宽厚轧机配套的厚板连铸工程同期建成,设备由日本JSP和安川公司提供。
二期工程增建的5000mm粗轧机于2008年12月8日投产。
沙钢5000mm轧机是我国第二条5米级厚板生产线,于2003年4月开始筹建,项目总投资42亿元,分两期建设,一期设计产能180万吨,二期提高到200万吨。
总体设计由中冶赛迪负责,主体设备由西门子奥钢联、ABB提供,厂区占地55万平方米,主车间厂房长1356米,宽276米。
一期工程于2006年12月投产,主要设备包括:一台5050mm带附着式立辊的四辊可逆式精轧机,最大轧制力10000吨,机架牌坊重536吨,为拼焊结构。
两座245t/h步进式加热炉、一套MULPIC控制冷却系统、一台四重9辊全液压热矫直机、一台四重11辊全液压冷矫直机、一座54×76m冷床、一座宽38×27m冷床以及由切头分段剪、滚切式双边剪、剖分剪、定尺剪组成的高效剪切线和配套设施。
钢铁冷轧工艺概论课件

建立有效的润滑和冷却系统,减少轧制过程中的 摩擦和热量,提高轧制效率和产品质量。
自动化控制系统
采用先进的自动化控制系统,实现轧制过程的精 准控制和优化,提高生产效率和产品质量。
03
冷轧产品的性能与用途
冷轧产品的力学性能
高强度
通过冷轧工艺,钢铁材料的强度得到 显著提高,使其具有较高的承载能力 和耐久性。
VS
良好的焊接性能
冷轧钢铁产品具有良好的焊接性能,方便 进行加工和组装。
冷轧产品的用途与市场需求
建筑行业
冷轧钢铁产品广泛应用 于建筑结构、桥梁、建 筑机械等领域,市场需
求量大。
汽车制造
冷轧钢铁产品是汽车制 造中的重要材料,用于 制造汽车零部件和结构件。
家电制造
家用电器中需要大量使 用冷轧钢铁材料,如冰 箱、洗衣机、空调等。
冷轧工艺的发展历程与趋势
发展历程
钢铁冷轧工艺的发展经历了从手工轧制到自动化轧制、从单一品种到多品种、从小规模生产到大规模 生产的过程。随着科技的不断进步和市场需求的变化,冷轧工艺也不断地进行技术升级和改造。
趋势
未来,钢铁冷轧工艺将朝着高效率、高精度、高质量、低成本、环保节能等方向发展。例如,采用先 进的轧制设备和工艺技术,提高轧制效率和产品质量;推广应用清洁生产和节能减排技术,降低生产 过程中的能耗和污染物排放;开发新型的轧制材料和产品,满足市场的多样化需求。
完善环保法规
政府应完善环保法规,加 大对钢铁企业违法排污的 处罚力度,倒逼企业加强 环保治理。
05
钢铁冷轧产业发展现状与展 望
全球钢铁冷轧产业发展现状与趋势
01
02
03
全球钢铁冷轧产业规模 持续扩大,产量和产值 逐年增长。
宝钢五冷轧连退CVC中间辊窜动控制系统
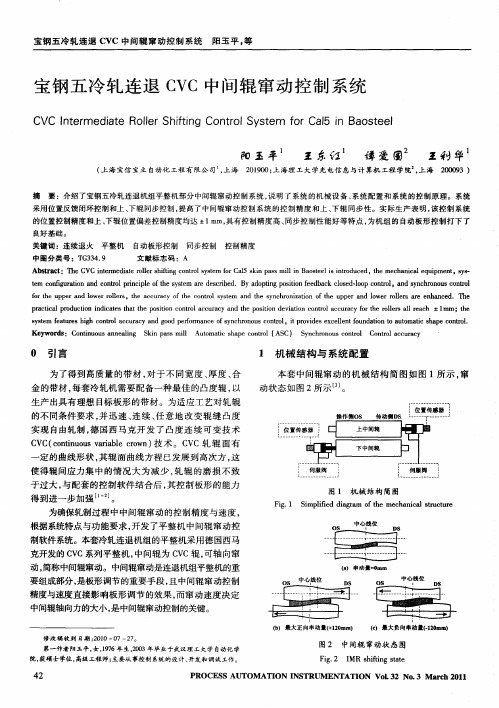
采用 位置反馈 闭环控制 和上 、 下辊 同步控 制 , 提高 了中 间辊窜动控 制 系统 的控 制精 度 和上 、 下辊 同步性 。实 际生产 表 明 , 控制 系 统 该
的位 置控制精度 和上 、 下辊位置偏 差控制 精度均达 ± m, 1 m 具有控 制精 度 高 、 同步控 制性 能好 等特 点 , 机组 的 自动板 形控 制打 下 了 为
Ke wod :C niu u n e ig S i asm l A tm t h p ot l( S Sn hoo scnrl C nrlacrc y rs o t o s n a n knp s i uo ai sa ec n o A C) y crn u ot o t cuay n a l l c r o o
o p e n e o es t c u a y o e c nr ytm n y c rnz i f e u p ra d l e e s r n a c d h frte u p ra d lw rrl r , e a c rc f h o t lsse a d te s n ho i t n o h p e n w rmU r ae e h n e .T e h o h t o h ao t o
s se fau e ih c nr la c a y a d g o e oma c fs n ho o sc n rl tp o ie x eln o n a o o a tmai h pec nr1 y tm e trshg o to c urc n o d p r r n e o y c r n u o to ,i rvd se c l tfu d t n t uo tcs a o to. f e i
良好 基 础 。
关键词 :连续退 火
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
质量改进新技术
➢ 精细分区的板形辊技术
板形辊分区改进前后对比 传统
改进
在带钢边部区域,板形辊分区进行边部精细化,分段的宽度 小于标准宽度,极大提高了板形的控制精度。
质量改进新技术
➢ 高强钢生产的大功率、大转距、单传动技术
马达 齿轮箱配置 轧辊直径
大功率 大转距
单传动
五冷轧酸轧机组采取了既提高马达功率,又降低基速的方法 来提高轧机的马达能力,满足高强钢的轧制需求,既经济又合 理;同时采用前述的单传动技术,确保高强钢的生产。
➢ 防停车斑技术
停车斑
酸洗入口设预漂洗槽,倒带时喷淋 脱盐水
酸洗入口配置气刀,防酸液带出 Nhomakorabea质量改进新技术
小白点
漂洗段配置特殊的喷淋漂洗系统, 在带钢短时间停止运行后启用,去 除残余酸液,防止带钢变色
避免酸洗停车缺陷
➢ 六辊CVCplus技术
优化CVC曲 线工作区段
质量改进新技术
CVCPlus技术
增加辊形曲线 高次方项
移动
型号1
气缸将刮刀 直接压在辊 面上,刮刀 在辊面上来 回往复平行
移动
五冷轧连退和热镀锌机组共采用了3种型号的刮刀对辊面进行 清理,确保辊面清洁度。
➢ 其他技术
除了上述介绍的新技术 以外,酸连轧机组还采 用了拉矫、紊流酸洗以 及圆盘剪等方面,热镀 锌机组在在线仪表和检 测方面也投入了大量的 实用新技术,对于提高 机组通板性能、提高产 品质量控制能力等方面 均大有裨益。
激光测速仪 平整延伸率的实时检测
6辊CVCplus技术 提高板形控制能力
大小工作辊径 解决高强钢与IF软钢平整矛盾
热水漂洗装置 清洗带钢表面平整残留液
平整高压冲洗辊面 减少平整粘锌
➢ 刮刀技术
型号1
气缸将刮刀 直接压在辊 面上,刮刀 在辊面上来 回往复平行 移动
质量改进新技术
刮刀
型号1
气缸将刮刀 直接压在辊 面上,刮刀 在辊面上来 回往复平行
节能环保新技术
无铬环保
电磁感应加热+热风干燥
三辊式辊涂机——优良的后处理涂敷 设备
自动配液系统——实现后处理产品的 快速切换
电磁感应加热+热风干燥——快速响应 加热、提高能源利用效率、利于膜层的 有效烘干
➢ 轧机主传动采用单传动结构形式
节能环保新技术
速度响应快
无需进行负荷平衡控制
控制系统结构简单 节省投资,运行成本低
宝钢-五冷轧新技术概述
2020/8/2
主要内容
总体情况 节能环保新技术 质量改进新技术 结语
总体情况
CQ
FH
DQ
软钢
SEDDQ
DDQ
EDDQ
CQ
TRIP
DQ
高强钢
DP
DDQ
BH
酸连轧机组能设计年生产能力180万吨;连退机组能设 计生产能力70万吨;两条热镀锌机组每条设计年生产能 力35万吨,有耐指纹和无铬钝化两种后处理方式。
质量改进新技术
➢ 镀锌技术
1
炉内气氛调整控制装置 为解决热镀锌高强钢可镀 性创造条件
提高锌锅内温度、成分 以及液面控制的稳定性
感应式锌锅+自动加锌 4 装置
镀锌技术
独立控制气刀
2
减少上下气刀相互干扰
,提高带钢锌层均匀性
锌锅辊子刮刀 减少辊子粘锌
3
➢ 平整技术 平整技术
连退机组 热镀锌机组
质量改进新技术
CVC技术
预留EDC技 术
优化CVC曲线工作区段——S形辊型趋于平缓化,减小轧制中的轴向力 增加CVC辊型曲线高次方项——更好地控制板形的高次浪 预留了EDC (边缘降控制)技术——为高强钢生产、薄料的板形控制 以及电工钢生产留有发展空间
➢ 大辊径通板技术
质量改进新技术
传统
大辊径
五冷轧的连退机组和热镀锌机组均采用大辊径技术,其辊径 为目前设备制造许可的最大辊径,最大程度的减轻带钢小辊径 下反复弯曲产生加工硬化现象,稳定产品最终性能。
节能环保新技术
废气余热利用 推拉式燃烧系统
废气余热主要用于预热辐射管助 燃空气、预热炉预热以及锅炉生 产过热水
提高热交换器的效率、保持空煤比 的稳定以及大幅度降低燃烧控制系 统的调整工作,节约能源
炉子均热
均热段辐射管需要的功率较低,只 是为了补偿热损失,这些热损失通 过合适的保温设计降低到最少
➢ 满足无铬环保产品的装备配置
单传动
降低了上下辊的电流差 ,提高了厚控精度
上下辊径差要求高,配 辊复杂
质量改进新技术
➢ “0机架+激光测速”控制技术
先进控制模式
0
1
传统控制模式
2 3 45
激光测速仪
先进厚度控制模式下,出口带钢厚度严格地与带钢速度成比例。为此 ,1架和5架后配置了先进的激光测速仪,提高速度控制精度,出口厚 度精度也随之提高。
➢ 高氢冷却技术
质量改进新技术
1 先进的喷吹理念
喷孔结构——减少冷瓢曲 独立挡板阀——气流稳定
2 快冷段采用圆筒形结构
机械——减少应力集中、耐压、耐高温 保护气体流动——更适应废气的动态流动 吹扫——减少吹扫时间
3 优化炉壳设计
耐高温炉壳,无需内保温——避免保温材料剥落
五冷轧连退以及热镀锌机组均采用先进的高氢冷却技术,采用 高氢气含量的气体进行喷射冷却,最高冷却速度为100℃/sec以 上。
持恒定 – 能够保证3000000
次动作的寿命(至 少6年)
节能环保新技术
➢ 超滤水处理技术
超滤的切向流过滤模式与垂直过滤模式比较
五冷轧两条热镀锌机组应用了该技术,可实现碱液再利用, 减少95-99%的废水,减少用水量,并长期保持碱液质量。超 滤还可有效分离油水,解决泡沫问题,提高清洗效果。
➢ 余热利用技术
紊流酸洗技术 在线检测技术
质量改进新技术
拉矫技术
其它新技 术
圆盘剪技术
结语
宝钢五冷轧机组采用的各项新技术能有效降低 机组能耗,减少污染排放,确保机组稳定运行,提 高带钢表面质量,提升板形控制能力,使宝钢生产 的产品在节能环保的同时能满足用户的需求。
节能环保新技术
➢ 辐射管控制特色:开关控制 开关控制
带钢加热质量
– 保证带钢横断面 温度的均匀性
– 根据要求优化热 量分布
节能和环保
– 燃烧效率始终维持 最高
– 每个烧嘴的空燃比 保持恒定
– NOx / CO排放少
设备寿命和安全
– 辐射管应力小 – 某个烧嘴损坏时,
不影响其它烧嘴 – 空气与煤气压力保