C616型普通车床改造为经济型数控车床
数控专业毕业设计论文题目集合

1.机电系统DSP通用控制平台设计2.基于PLC的远程监控系统设计3.基于PLC的真空镀膜机系统设计4.基于RS-485串行通信标准的数控系统运动控制器的设计5.基于PLC的自动换刀系统设计6.嵌入式远程环境数据监控终端的设计7.柔性臂结构和控制系统设计8.数字变频空调智能控制系统设计9.基于PLC的电梯控制系统设计10.智能控制系统中的实时数据采集与处理系统设计2支承套零件数控加工工艺分析及工艺装备设计1数控铣床加工链轮的毕业设计基于plc的电梯设计基于plc的变频恒压供水系统的设计基于plc的污水处理系统基于plc的自动售货机的设计基于plc的温度湿度检测和显示系统设计CAD-CAM 毕业设计直齿圆锥齿轮数控专业毕业设计汇总1.机械毕业论文:X62W铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计4.机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计6.加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计9.数控车零件工艺设计及NC程序编制10.普通CA6140车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计12.常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工15.车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计21.杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计29.汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计31.拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计41.机械毕业设计:推动架零件加工工艺及工艺装备设计42.机械毕业设计:柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计46.数控毕业设计:高中压外缸毕业设计论文附cad图纸及编程程序47.数控加工毕业论文:二维奥迪车标设计论文下载含NC编程48.机械毕业设计:数控钻床横、纵两向进给系统的设计论文下载含cad图纸49.机械毕业论文:经济型数控车床控制系统设计论文下载含cad图纸50.汽车空调器前缸盖数控加工工艺的制订及夹具设计51.气门摇臂轴支座加工工艺及夹具设计52.输出轴工艺与工装设计53.数控龙门铣床立铣头部件设计54.通风安全节能监控系统设计55.铝线及CP送丝装置设计与典型零件数控加工56.自动给料装置传动系统设计57.R180柴油机曲轴工艺设计及夹具设计58.推动架加工工艺规程设计59.支承套零件的专用夹具设计60.CA6140杠杆加工工艺及夹具设计61.阀堵工艺工装设计及CAD/CAM62.CA6140车床拨叉C加工工艺及夹具设计63.CA6140车床拨叉A加工工艺及夹具设计64.468Q发动机缸体双面卧式钻床总体设计及左主轴箱设计65.专用榫齿铣PLC电气控制系统设计66.气门摇臂轴支座的机械加工工艺及夹具设计67.CA6140普通车床的数控化改造设计68.加工中心主传动系统(电主轴)设计69.靠模攻丝组合机床设计70.XK5025型数控立铣床自动换刀装置设计71.卧式加工中心自动换刀机械手设计72.CA6410车床拨叉831002加工工艺和夹具设计73.齿轮箱工艺钻2-φ20孔工装及专机设计74.齿轮箱工艺钻孔工装及专机设计75.送料机械手设计76.CAK6150普通车床的数控化改造77.活塞工艺夹具设计78.轻型液压浅孔钻机设计79.啤酒周转箱注射机液压系统设计80.斜胶胎2号成型机四连杆式后压滚设计81.毕业设计:4102机体主凸孔扩孔镗削加工夹具设计82.机械毕业设计:缸阀体的工艺分析及夹具设计83.机械毕业设计:凸轮轴零件工艺规程设计84.机械毕业设计:CA6140下部刀架的工艺工装的设计85.大学机械毕业设计:机车凸轮轴工艺夹具设计86.机械毕业设计:汽车后桥壳体工艺夹具设计87.机械毕业设计:三坐标数控铣床设计本毕业设计很完整,可以直接使用如果需要请联系Email:cumtg@QQ:624682020下载地址:还没有添加下载地址!数控专业毕业设计论文题目汇总1.机械毕业论文:X62W铣床数控化改造设计2.机械毕业论文:ZMX粉碎机下机体支承面专用铣床设计3.机械毕业论文:组合机床设计4.机械毕业论文:普通铣床数控化改造设计5.机械毕业设计:J45-6.3型双动拉伸压力机及PLC控制系统设计6.加工中心侧铣头结构设计7.平面凸轮数控铣工艺分析及程序编制8.机械毕业设计:数控回转工作台设计9.数控车零件工艺设计及NC程序编制10.普通CA6140车床的经济型数控化改造设计11.铣床的数控X-Y工作台设计12.常州井关农机加工工艺过程及数控编程13.定梁数控龙门镗铣床溜板进给系统设计14.基于SEMENS802S的典型零件的编程与加工15.车载机械自动调平机械系统设计16.铝箔轧机自剪机自动纠偏系统设计论文17.X-Y数控工作台机电系统设计18.机械毕业论文:C6140普通车床的数控化改造设计19.数控车床系统XY工作台与控制系统设计20.机械毕业设计CA6140法兰盘机械加工工艺过程的制定及铣Φ90(近中心孔)孔专用夹具设计21.杠杆工艺和工装设计毕业设计论文22.CA6140普通车床后托架(831002)零件机械加工工艺规程及工艺装备设计23.机械毕业设计:连杆零件加工工艺及专用钻床夹具设计24.毕业设计:推动架加工工艺与夹具设计25.CA6140拨叉零件加工工艺及工装设计26.CA6140车床后托架加工工艺及夹具设计27.机械毕业设计:CA6140车床后托架加工工艺及夹具设计28.机械毕业设计:WHX112减速机壳加工工艺及夹具设计29.汽车变速箱加工工艺及夹具设计30.3L-10/8空气压缩机曲轴零件机械加工工艺及夹具设计31.拨叉加工工艺及夹具设计32.CA6140C车床拨叉加工工艺及钻床夹具设计33.CA6140C车床拨叉加工工艺及铣床夹具设计34.CA6140车床杠杆加工工艺及钻床夹具设计35.CA6140车床拨叉加工工艺及钻床夹具设计36.CA6140拨叉零件加工工艺及铣床夹具设计37.CA6140车床后托架加工工艺及钻床夹具设计38.机械毕业设计:电(动)机壳加工工艺及夹具设计39.CA6140车床法兰盘加工工艺及钻床夹具设计40.机械毕业设计:柴油机曲轴加工工艺规程及夹具设计41.机械毕业设计:推动架零件加工工艺及工艺装备设计42.机械毕业设计:柴油机曲轴工艺规程设计43.机床尾座体加工工艺及夹具设计44.轴类零件加工工艺及夹具设计45.B6065刨床推动架加工工艺及夹具设计机械机电数控模具电气专业课题如下:(数控专业课题1-16)1.C616型普通车床改为经济型数控机床. 2.CA6140型车床的经济型数控改造设计(横向)3.CA6140经济型数控车床纵向进给系统设计及进给系统的润滑设计3.c6150普通机床的自动化改造 4.C620普通车床进行数控改造 5.CA6150车床横向进给改造的设计6.CA6150车床主轴箱设计7.CJK6256B简易数控车床的的设计8.XKA5032AC 数控立式升降台铣床自动换刀装置(刀库式)设计9.数控铣高级工零件工艺设计及程序编制10.共轭凸轮的设计制造(CADCAM)及工艺11.行星架的数控加工与选用12.空压机吸气阀盖头加工工艺编程及夹具13.300X400数控激光切割机设计14.数控机床位置精度的检测及补偿15.数控机床位置精度及标准16.数控铣床工作台仿真实验系统的开发(零件的加工工艺及夹具设计课题17-42)17.杠杆工艺和工装设计18.活塞的机械加工工艺,典型夹具及其CAD设计19.过桥齿轮轴机械加工工艺规程20.FA311A一三排罗拉支架加工工艺设计21.CA6140车床后托架加工工艺及夹具设计31001-后托架22.WHX112减速机壳加工工艺及夹具设计23.WH212减速机壳体加工工艺及夹具设计24.CA6140拔叉零件的加工工艺及夹具的设计25.拖拉机拔叉零件的加工工艺及夹具的设计26.拨叉80-08的加工工艺及夹具设计27.拨叉(12-07-05)加工工艺及夹具设计28.CA6140拨叉81002-81005 29.变速器换档叉的工艺过程及装备设计30.差速器壳体工艺及镗工装设计31.T350搅拌机工艺工装设计32.29323联轴器的加工33.后钢板弹簧吊耳加工工艺及夹具设计34.连杆孔加工工艺与夹具设计35.连杆体的机械加工工艺规程的编制36.锡林右轴承座组件工艺及夹具设计37.内齿圈成组数控加工工艺及其钻床夹具设计38.基于Mastercam的收音机上壳的模具设计与加工39.溜板工艺极其挂架式双引导镗床夹具40.3L-108空气压缩机曲轴零件的机械加工工艺及夹具设计41.挂轮架轴工艺过程及工装设计42.道奇T110总泵缸加工(机械机电设计类及PLC控制类课题43-120)43.A272F系列高速并条机车头箱设计44.A272F系列高速并条机车尾箱设计。
C616型普通车床任务书

毕业设计(论文)任务书
专业班级学生姓名
一.设计(论文)题目:C616型普通车床改造为经济型数控车床
二.原始资料:C616型普通车床总体设计相关资料、结构分析图、机械设计手册、机床改造设计手册、非标手册、数控改造相关资料、已有原机型。
三.设计(论文)要求:要求学生对C616普通车床进行数控改造。
利用微机对纵横进给系统进行开环控制。
驱动元件采用步进电机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架。
在满足使用要求的前提下,对机床的改动尽可能减少,以降低成本.根据C616车床有关资料以及数控车床的改造经验能够运用所学的机械设计与机械零件基础知识对机床进行改造,提供设计说明书,并通过CAD设计软件绘制所设计总装图及外形结构图。
四.毕业设计(论文)内容:
1设计(论文)说明书(根据大纲要求)设计说明书一份
2 设计(论文)图纸C616车床改数控的横向进给系统图、C616车床改数控的纵向进给系统图、机床改造外形图
五.毕业设计(论文)工作期限:
任务书发给日期2005 年11月15日
设计(论文)工作自2005年11月15日至2006年6月15日
设计(论文)指导教师
学科(方向)负责人
主管院长。
C616型普通车床改造为经济型数控车床

一、设计任务设计题目C616型普通车床改造为经济型数控车床。
1.1 设计要求由于是对原有机床进行经济型数控机床改造,因而在考虑具体方案时,基本原则是在满足使用要求的前提下,降低成本。
根据C616车床有关资料,确定总体方案。
采用控制器进行控制,控制选择电机的输出经齿轮减速后,带动滚珠丝杆转动,从而实现纵向、横向进给运动。
图1 C616车床1.2 主要设计参数及技术指标主要设计参数及技术指标如下。
机械部分:工作台重量:W=960N时间常数:T=30ms=9mm滚珠丝杆基本导程:L行程:X=660mm Y=320mm=5μm/step脉冲当量:δp步进角:a=0.850/step步进电机通电方式:四相八拍快速进给速度:Vmax=2m/min控制部分:采用单片机轨迹控制采用数字积分法(DDA)步进电机的控制二、总体方案设计2.1 数控系统运动控制方式的确定按照完成的加工制造任务,数控系统可分为点控制系统、点位直线控制系统和连续控制系统。
于由要求C616车床能加工复杂轮廓零件,所以数控系统应该设计成连续路径控制型。
2.2 伺服进给系统的选择数控机床的伺服进给系统有开环、闭环之分。
因为开环控制具有结构简单、设计制造容易、控制精度较好、容易调试、价格便宜、使用维修方便等优点。
所以,本设计决定采用开环控制系统。
图2 开环控制系统2.3 控制器的选择由于C616普通数控机床经数控化改造后,实现控制性能的要求的控制算法不是很复杂。
所以以MCS-51系列的8位单片机作为控制器,外扩存储器、D/A转换器、I/O接口电路、键盘、显示器等组成改造后机床的控制系统。
2.4 进给传动机构纵向进给机构的改造:拆去原有机床的溜板箱、光杠、丝杠以及安装机座,选用摩擦力小、传动效率和传动精度高的滚珠丝杠副,且由步进电机驱动。
横向进给也是换以步进电机驱动的滚珠丝杠副。
2.5 主传动系统保留主传动系统,即保留原有的主传动机构和变速操纵机构。
C616型普通车床改造为经济性数控车床

C616型普通车床改造为经济性数控车床C616型普通车床改造为经济性数控车床张雷(陕理⼯机械⼯程学院机⾃专071班,陕西汉中 723003)指导⽼师:陈建刚【摘要】数控机床是⾃动化加⼯必不可少的组成部分,根据我国的国情对旧机床进⾏数控化改造不失为⼀条经济有效的途径。
我国拥有机床300万台,其中⼤部分为通⽤机床,特别是地⽅中⼩企业,普通设备拥有量巨⼤,数控改造的前景相当⼤,在对C616车床的数控化改造设计中,⽤单⽚机作为中央微处理器较好,改造后⼤⼤提⾼了原有机床的⾃动化程度和⽣产率,其成本仅为全功能数控车床的1/3~1/4.【关键词】数控改装机械车螺纹Model C616 Lathe CNC lathe transformation ofeconomyZhangLei(Machinery Manufacturing and Automation,Class1,Mechanical Engineering.,Shaanxi University ofTechnology,Hanzhong 723003,Shaanxi)tutor: Jian-Gang ChenAbstract:CNC machine tools is an integral part of automated processing, according to China's national conditions on the transformation of the old NC machine tools after all a cost-effective way. With over 3 million units machine tools, most of which common tools, in particular, local SMEs, the amount of ordinary device has huge prospects for transformation of large CNC, CNC lathe in the C616 Modification design, with a single chip micro-processing as a central one shows that after transformation, greatly improved the original machine tool automation and productivity, the cost is only fully functional CNC Lathe 1 / 3 to 1 / 4.Key words:CNC converted machine threading1 序⾔本课题是围绕将普通机床改造成经济型数控机床展开设计的,经济型数控机床是指价格低廉、操作使⽤⽅便,适合我国国情的装有简易数控系统的⾼效⾃动化机床。
普通车床数控化改造方案
普通车床数控化改造方案一、待改造设备明细:1、设备名称:普通卧式机床2、设备型号:CA61363、生产厂商:沈阳第一机床厂4、该设备最大工件回转直径360mm,最大工件长度750mm的普通卧式机床。
二、改造目的:1、实现锚具用的夹片的数控车床生产。
2、提高夹片的生产效率和加工精度。
3、不改变原有机床的机械结构;4、增加数控控制部分,实现机床机械加工自动化;5、增强机床的可操作性;6、提高生产效率,提高加工精度,降低劳动成本,降低工人劳动强度。
三、改造方案及配置:1、X向进给轴改造:拆除机床原有手动进给机构和小丝杠更换为精密滚珠丝杠副,大托板尾部用铣床加工后便于滚珠丝杠与驱动电机连接,尾部安装电机支座及驱动电机,用连接轴连接。
2、Z向进给部分的改造:拆除原机床的丝杠、光杠、走刀箱、溜板箱;驱动电机安装在原走刀箱位置将滚珠丝杠安装在原丝杠安装位置,用连接轴连接丝杠与电机并用销钉锁紧,大托板与丝杠副采用三角支架和直角板连接利用原溜板箱孔位用高强度内六方螺栓锁紧,3、刀架部分改造:刀架部分是机床主要功能部分,对其改造主要是为了实现多把刀连续工作,自动换刀加工。
拆除原机床刀架及小托板,换上夹片加工专用排刀架。
该刀架操作简单,经济实用、加工精度高、刚性好、使用寿命长、工艺性好等特点。
配套刀具的选用可以选用数控机加刀具也可选用普通磨制车刀。
4、电器部分改造:数控系统采用南京公司生产的最新数控系统,驱动电机采用国产三相混合式步进电机;电机驱动模块采用南京大地数控系统内襄式驱动器;加装电器控制部分;安装数控系统与驱动电机、电机驱动器、车床主轴连接及控制单元。
取消原机床润滑系统,增加手动间歇润滑泵对两个进给导轨副、滚珠丝杠副进行润滑。
增装X、Z轴行程开关及相关附件。
5、数控系统介绍:数控系统采用高性能微处理器和大规模可编程逻辑阵列的专用数控电路,抗干扰能力强,可靠性高。
具有自诊断功能,内外部状态实时显示出现异常立刻报警。
单片机控制的数控车床改造毕业设计论文
摘要随着数控技术的飞速发展,机械制造业的生产方式、产品结构、发生了深刻的变化。
在我国数控机床的发展过程中,MCS-51系列单片机在数控技术领域中得到广泛应用,经济型数控系统大多采用MCS-51系列单片机。
本文在分析了数控车床的特点和应该具备的功能后,确定将普通机床改造成经济型数控机床,对C616车床进行了具体的分析改造,普通车床(C616)的数控改造设计内容包括:总体方案的确定和验证、机械改造部分的设计计算(包括纵向、横向进给系统的设计与计算)、主运动自动变速原理及改造后的机床传动系统图的设计、机床调速电动机控制电路的设计、电磁离合器的设计计算。
此次毕业设计中,我熟悉了机电一体化设计的基本过程,并把各门所学的知识融会贯通形成一个有机的整体,为以后的设计工作打下了良好的基础,同时我也深深的体会到了不足之处,我一定会在今后的工作中不断学习,不断实践。
关键词:数字控制,单片机系统,数控车床ABSTRACTWith the development of NC, there have been many changes in mechanical industry, such as producing method and struture of product. MCS-51 single microcomputers have been used widely in NC, especially in ecomical NC equipments in china.Based on MCS-51 single microcomputers, the NC lathe training equipment is designed with less money for the professional NC courses.After analyzing the feature of NC lathe and defining the functions of training equipment, Make sure to ordinary machine tools into economic numerical control machine tools,Ordinary lathe (C616) numerical control transformation design contents include: overall scheme determined and validation of the mechanical design and calculation of the transformation part (including longitudinal horizontal feeding system design and calculation) automatic transmission principle and main movement after reforming machine drive system of the machine speed motor design diagram control circuit design of design and calculation of the electromagnetic clutchIn this graduation design, I acquainted with the machine electricity integral whole to turn the basic process of design, and integrate the knowledge that each one learn to become an organic whole, for later design work to lay a good foundation, I also realized the place of the shortage deeply at the same time, I will keep learning and practicing constantly in futureKey words: traininge quipment, numeric control, single microcomputer,system第1章绪论数字控制(numerical control——NC)简称数控,是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的一种自动化技术。
C616型普通车床的数控化改造
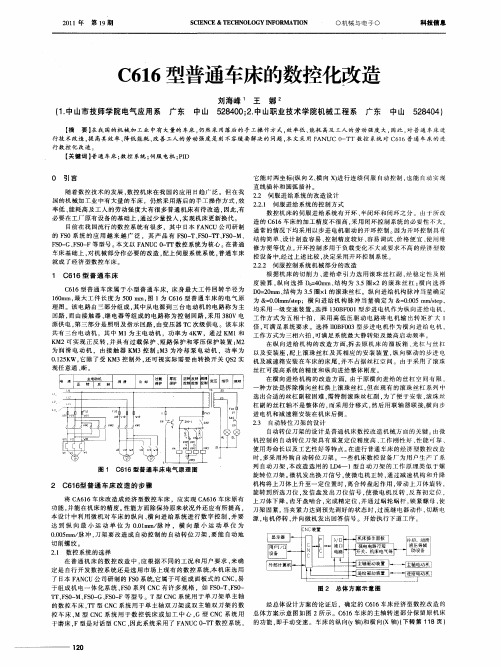
回路 , 由 接 触 器 、 电器 等 组 成 的 电路 称 为 控 制 回路 , 用 3 0 电 工 作 方 式 为 五 相 十 拍 ,采 用 高 低 压 驱 动 电 路 将 电 机 输 出转 矩 扩 大 l 而 继 采 8V 源供 电 , 三 部 分 是 照 明 及 指 示 回 路 , 第 由变 压 器 T C次 级 供 电 。该 车 床 倍 , 满 足 系统 要 求 。选 择 I B 0 3型 步 进 电机 作 为 横 向 进 给 电机 , 可 l F0 O 共 有 三 台 电动 机 ,其 中 M1为 主 电动 机 ,功 率 为 4 W .通 过 KM1和 工 作 方 式 为 三 相 六拍 . 满 足 系 统 最 大 静 转 矩 及 最 高启 动 频率 。 K 可 K M2可 实 现 正 反 转 , 具 有 过 载保 护 、 路 保 护 和 零 压 保 护 装 置 : 并 短 M2
国 的 机 械 加 工业 中有 大量 的车 床 ,仍 然 采 用 落 后 的 手 工 操 作 方 式 , 效 率 低 、 耗 高 及 工 人 的劳 动 强 度 大有 很 多普 通 机床 有 待 改 造 , 此 , 能 因 有 必 要 在 工 厂原 有 设 备 的基 础 上 , 过 少 量 投 入 , 现 机床 更 新 换 代 。 通 实
【 摘 要】 在我国的机械加 工业 中有大量的车床 , 仍然采 用落后 的手工操作方式 , 效率低 、 能耗 高及工人 的劳动强度大 , 因此, 对普通车床进
行技术改造 , 高其效率、 提 降低 能耗 、 善 工人 的 劳 动 强度 是 刻 不容 缓 要 解 决 的 问题 , 文 采 用 F NUC 0 TT数 控 系 统 对 C6 6普 通 车 床 的 进 改 本 A - 1
在 纵 向进 给 机 构 的 改 造 方 面 , 去 原 机 床 的溜 板 箱 、 杠 与丝 杠 拆 光 为 润 滑 电 动 机 , 由 接 触 器 KM3控 制 ; M3为 冷 却 泵 电 动 机 ,功 率 为 以及 安 装 座 . 上 滚 珠 丝 杠 及 其 相 应 的 安 装 装 置 , 向 驱 动 的 步 进 电 配 纵 015 W, 除了受 KM3控制外 , .2 K 它 还可视实 际需要 由转换 开关 Q 2实 机 及 减 速 箱 安 装 在 车床 的床 尾 , 不 占据 丝 杠 空 间 。 由于 采 用 滚 珠 S 并 现任意通 、 。 断 丝 杠 可 提 高 系 统 的精 度 和纵 向进 给 整 体 刚 度 。
普通车床改造成经济型数控车床的硬件阐

普通车床改造成经济型数控车床的硬件阐作者:沈玉春来源:《中国机械》2013年第20期摘要:科学技术的进步,使得人们对车床加工又提出了更高的要求,因此对普通的车床进行改造,以求能够满足车床零件加工的要求,提高车床加工的自动化水平。
本文先是对普通车床改造成成数控车床的设计方案进行了概述,又详细阐述了微机数控系统的设计内容。
关键词:普通车床;改造;经济型数控车床;硬件目前,我国的很多车床生产已经与我国可持续发展的战略不相符,因此很多研究人员以目前我国的普通车床作为基础,对普通车床中机械部分作了改造和完善,并让其与数控系统相配合,因此普通车床就可以被用作于经济型的数控车床。
在使用数控车床对零件进行加工时,需要全面地分析零件图,详细的了解零件的结构、技术要求以及尺寸大小,并以此为依据,制定出零件加工所需的工艺流程和路线,随后进行零件加工的编程,数控车床通过计算机的控制就可以自动完成对零件的加工了。
1.普通车床改造成成数控车床的设计方案1.1.设计内容以型号为C616的普通车床为例,将其改造成经济型的数控车床,并通过型号是MCS—51的单片机进行控制。
普通车床在改造的过程中要有具备切削螺纹功能的自动回转刀架,不仅要在纵向上具备直线插补和圆弧插补的功能,而且还要在横向上具备这两个功能。
1.2.总体改造方案的确定1.2.1.确定系统运动方式数控系统以运动方式作为分类原则的话,可以分为:连续控制系统、点位/直线控制系统和点位控制系统三种,改造后的经济型数控车床要具有多种功能,例如定位、暂停、公英制螺纹加工、循环加工以及直线插补等。
1.2.2.伺服系统的选择在数控车床中,伺服系统又可以分为:闭环控制系统、半闭环控制系统以及开环控制系统三种,在开环控制系统中不存在着反馈电路,也没有检测装置,指令信号都只是单方向的进行传送,开环伺服系统是通过步进电机进行驱动的。
由于开环伺服系统在应用的过程中,结构较为简单,需要的资金成本投入较少,调试和维修的程序都较为简单,因此开环伺服系统在经济型数控车床中的应用较为普遍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)设计(论文)题目:C616型普通车床改造为经济型数控车床系别:-------------专业:-----------------班级:------------------姓名:-------------------学号:--------------------指导老师:---------------完成时间:---------------目录序言--------------------------------------------------------------------------------------3 一、设计方案的确定-----------------------------------------------------------------4 (一)设计任务------------------------------------------------------------------------4 (二)总体设计方案的确定---------------------------------------------------------4 二、机械部分改造与设计------------------------------------------------------------4 (一)纵向进给系统的设计与计算------------------------------------------------4 (二)横向进给系统的设计与计算------------------------------------------------10 三、步进电机的选择------------------------------------------------------------------13 (一)步进电机选用的基本原则---------------------------------------------------13 (二)步进电机的选择---------------------------------------------------------------14四、机床导轨改造---------------------------------------------------------------------15五、自动转位刀架的选用------------------------------------------------------------16六、经济型数控机床改造时数控系统的选用------------------------------------17七、典型零件的工艺设计及应用程序的编制------------------------------------18 (一)工艺分析------------------------------------------------------------------------18 (二)工作坐标系的设定------------------------------------------------------------19 (三)手动钻孔------------------------------------------------------------------------19 (四)编制加工程序------------------------------------------------------------------19 小结---------------------------------------------------------------------------------------21参考文献---------------------------------------------------------------------------------22序言毕业设计课题:C616型普通车床改造为经济型数控车床课题简介:本课题是围绕将普通机床改造成经济型数控机床展开设计的,经济型数控机床是指价格低廉、操作使用方便,适合我国国情的装有简易数控系统的高效自动化机床。
中小型企业为了发展生产,常希望对原有旧机床进行改造,实现数控化、自动化。
经济型数控机床系统就是结合现实的的生产实际,结合我国国情,在满足系统基本功能的前提下,尽可能降低价格。
价格便宜、性能价格比适中是其最主要的特点,特别适合在设备中占有较大比重的普通车床改造,适合在生产第一线大面积推广。
企业应用经济型数控型系统对设备进行改造后,将提高产品加工精度和批量生产的能力,同时又能保持“万能加工”和“专用高效”这两种属性,提高设备自身对产品更新换代的应变能力,增强企业的竞争能力。
利用微机改造现有的普遍车床,主要应该解决的问题是如何将机械传动的进给和手工控制的刀架转位,进给改造成由计算机控制的刀架自动转位以及自动进给加工车床,即经济型数控车床。
进行数控机床的改造是非常有必要的。
数控机床可以很好地解决形状复杂、精密、小批量及多变零件的加工问题。
能够稳定加工质量和提高生产效率,但是数控机床的运用也受到其他条件的限制。
如:数控机床价格昂贵,一次性投资巨大等,因此,普通车床的数控改造,大有可为。
它适合我国的经济水平、教育水平和生产水平,已成为我国设备技术改造主要方向之一。
现我选用C616普通车床为例进行数控改造。
一、设计方案的确定C616型车床是一种加工效率高,操作性能好,社会拥有量大的普通车床。
实践证明,把这种车床改造为数控车床,已经收到了良好的经济效果。
(一)设计任务本设计任务是对C616普通车床进行数控改造。
利用微机对纵横进给系统进行开环控制。
纵向脉冲当量为0.01mm/脉冲,横向脉冲当量为0.005mm/脉冲,驱动元件采用步进电机,传动系统采用滚珠丝杠副,刀架采用自动转位刀架。
(二)总体设计方案的确定由于是经济型数控改造,所以在考虑具体方案时,基本原则是在满足使用要求的前提下,对机床的改动尽可能减少,以降低成本.根据C616车床有关资料以及数控车床的改造经验,确定总体方案为:采用微机对数据进行计算处理,由I/O接口输出步进脉冲。
经一级齿轮减速后,带动滚珠丝杠转动,从而实现纵向、横向进给运动。
二、机械部分改造设计与计算1.纵向进给系统的设计经济型数控车床的改造一般是步进电机经减速驱动丝杠,螺母固定在溜板箱上,带动刀架左右移动。
步进电机的布置,可放在丝杠的任意一端。
对车床改造来说,外观不必象产品设计要求那么高,而从改造方便、实用方面来考虑,一般把步进电机放在纵向丝杠的右端。
2.纵向进给系统的设计计算已知条件:工作台重量:W=80kgf=80N(根据图纸粗略计算)时间常数:T=25ms滚珠丝杠基本导程:L0=6mm行程:S=640mm脉冲当量:δp=0.01mm/step步距角:α=0.75°/step快速进给速度:V max=2mm/min(1)切削计算由〈〈机床设计手册〉〉可知,切削功率N c =N ηK式中 N ——电机功率,查机床说明书,N=4KW ;η——主传动系统总效率,一般为0.6~0.7取η=0.65; K ——进给系统功率系数,取为K=0.96。
则:N c =4³0.65³0.96=2.496KW 又因为N C =6120vF Z F Z =vN C6120 所以式中 v ——切削线速度,取v=100m/min 。
主切削力F Z =152.76(kgf)=1527.6(N)由〈〈金属切削原理〉〉可知,主切削力 F Z =C Fz a p x Fz f Y Fz K Fz 查表得: C Fz =188kgf/mm 21880MpaX Fz =1 Y Fz =0.75 K Fz =1 则可计算F Z 如表(1)所示:表(1) F Z 计算结果当F Z =1520N 时,切削深度ap=2mm, 走刀量f=0.3mm ,以此参数做为下面计算的依据。
从〈〈机床设计手册〉〉中可知,在一般外圆车削时: F X =(0.1~0.6)F Z F Z =(0.15~0.7) F Z 取:F X =0.5 F Z =0.5³1527.6=763.8N F =0.6 F =0.6³1527.6=916.5N(2)滚珠丝杠设计计算综合导轨车床丝杠的轴向力: P=KF X +f ′(F Z +W) 式中 K=1.15,f ′=0.15~0.18,取为0.16。
则P=1.15³763.8+0.16³(1527.6+800)=1250.8N 1) 强度计算: 寿命值 L 1=611060i T nn 1=L f n 主=1000DL vfπ 取工件直径 D=80 mm,查表得T I =15000h 则:n 1=68014.33.01001000⨯⨯⨯⨯=20r/minL 1=610150002060⨯⨯=18最大动负载 Q=H w f Pf L 31查表得: 运转系数 f w =1.2 硬度系数 f H =1 则Q=318³1.2³1³1250.8=39933.6N根据最大动负载Q 的值,可选择滚珠丝杠的型号。
例如,滚珠丝杠参照汉江机床厂的产品样本选取FC 1B 系列,滚珠丝杠直径为φ32mm,型号为FC 1B32³6—5—E 2,其额定动载荷是10689N ,所以强度足够用。
2)效率计算:根据〈〈机械原理〉〉的公式,丝杠螺母副的传动效率η为: η=)(ψ+v tg tgv式中 摩擦角ψ=10′ 螺旋升角γ=3°25′ 则η=)10253(253'+'︒'︒tg tg3)刚度验算:滚珠丝杠受到工作负载P 引起的导程的变化量△L 1=±EFPL 0式中 L 0=6mm=0.6cm ;E=20.6³166N/ cm 2。
滚珠丝杠截面积 F=(2d )2π=(28031.2)2³3.14则△L 1=±14.3)28031.2(106.206.08.125026⨯⨯⨯⨯=±5.9³10-6㎝滚珠丝杠受扭矩引起的导程变化量△L 2很小,可忽略,即:△L=△L 1。
所以: 导程变形总误差△为△ =L L ∆0100=6.0100×5.9³10-6=9.8μm/m 查表知E 级精度丝杠允许的螺距误差(1m 长)为15μm/m ,故刚度足够。
4)稳定性验算:由于机床原丝杠直径为φ30mm ,现选用的滚珠丝杠直径为φ32 mm ,支承方式不变,所以稳定性不存在问题。