钣金加工公差表精编版
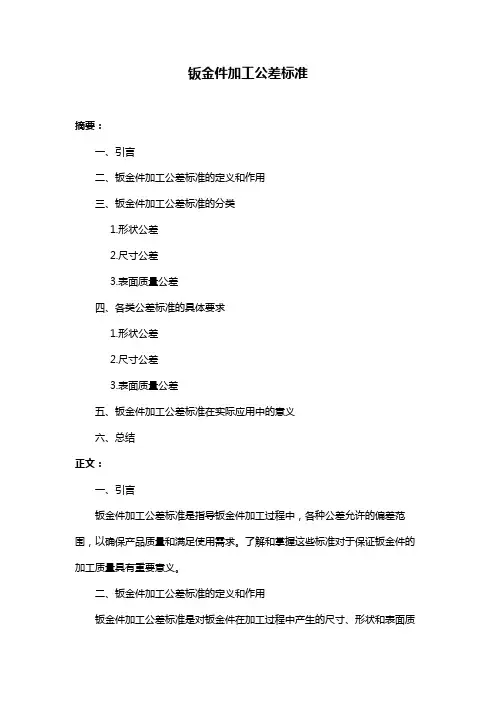
车身钣金件基础公差表

+0.1/0 Ø0.4 M +0.1/0 Ø1.4 M
G
H
K
其他零件装配基准:影响重 要区域外观尺寸及性能尺寸 相对于局部基准 其他零件装配基准:不影响 重要区域外观尺寸及性能尺 寸
A
B
C
冲压件
内饰卡扣安装孔(定 位) 内饰卡扣安装孔(不定 位) 线束、管路卡扣安装孔 (螺母、螺柱) 装配过孔(螺母、螺 柱) 被测要素 复合公差_组合功能孔 (螺母、螺柱)
A
B
C
关重装配定位孔(螺母 、螺柱) 一般装配定位孔(螺母 、螺柱)
尺寸公差 位置度 尺寸公差 位置度 尺寸公差 位置度 尺寸公差 位置度 尺寸公差 位置度 尺寸公差 位置度 尺寸公差
直径≤20 直径>20 直径≤20 直径>20
+0.1/0 +0.2/0 Φ0.4 +0.1/0 +0.2/0 Φ1.4 0/-0.2 按照上面分类执行 0/-0.2 Φ1.4 0/-0.2 N/A +0.5/0 Φ1.4 按照上面分类执行
GD&T图示
Ø0.1 M +0.1/0 Ø0.1 M +0.1/0 0.1 M
备注
位置度大多情况下等同于垂 直度
A
次基准孔(圆孔)
尺寸公差 位置度 尺寸公差
A
B
次基准孔(腰孔、槽孔) 位置度 基准系统 (全局基准) 主基准螺母孔/螺柱 位置度
A
B
M Ø0.2
A A B A B
次基准螺母孔/螺柱 辅助基准孔(检具、夹 具用) 主基准面 辅助基准面(检具、夹 具用) 局部基准孔(主、次基 准)
冲压件基础公差
零件类别 系统分类 特征
钣金件加工公差标准
钣金件加工公差标准摘要:一、引言二、钣金件加工公差标准的定义和作用三、钣金件加工公差标准的分类1.形状公差2.尺寸公差3.表面质量公差四、各类公差标准的具体要求1.形状公差2.尺寸公差3.表面质量公差五、钣金件加工公差标准在实际应用中的意义六、总结正文:一、引言钣金件加工公差标准是指导钣金件加工过程中,各种公差允许的偏差范围,以确保产品质量和满足使用需求。
了解和掌握这些标准对于保证钣金件的加工质量具有重要意义。
二、钣金件加工公差标准的定义和作用钣金件加工公差标准是对钣金件在加工过程中产生的尺寸、形状和表面质量误差的允许范围的规定。
其作用主要体现在以下几个方面:1.确保产品尺寸、形状和表面质量满足设计要求;2.提高生产效率,降低加工成本;3.减少因加工误差导致的零部件装配困难和维修成本;4.为钣金件加工过程提供技术依据和指导。
三、钣金件加工公差标准的分类钣金件加工公差标准主要分为形状公差、尺寸公差和表面质量公差三类。
1.形状公差形状公差是指钣金件的形状、位置和取向等方面的允许偏差。
主要包括直线度、平面度、圆度、圆柱度等。
2.尺寸公差尺寸公差是指钣金件尺寸的允许偏差。
主要包括最大尺寸、最小尺寸、上偏差、下偏差等。
3.表面质量公差表面质量公差是指钣金件表面的光洁度、色泽、氧化膜、腐蚀等允许偏差。
主要包括表面粗糙度、氧化膜厚度、腐蚀程度等。
四、各类公差标准的具体要求1.形状公差形状公差应根据零部件的功能、工作环境和装配要求来选择合适的公差等级。
一般来说,功能要求越高、装配要求越严格,所选用的公差等级应越小。
2.尺寸公差尺寸公差应根据设计图纸要求、装配关系和加工工艺来确定。
在满足使用要求的前提下,应尽量选择较大的公差,以提高生产效率和降低成本。
3.表面质量公差表面质量公差应根据零部件的使用环境和美观要求来选择。
对于外观要求较高的零部件,应选择较小的公差范围。
五、钣金件加工公差标准在实际应用中的意义掌握和应用钣金件加工公差标准,有助于提高钣金件的加工质量,减少加工过程中的不良品率,降低维修成本,提高企业的经济效益。
钣金加工质量控制表
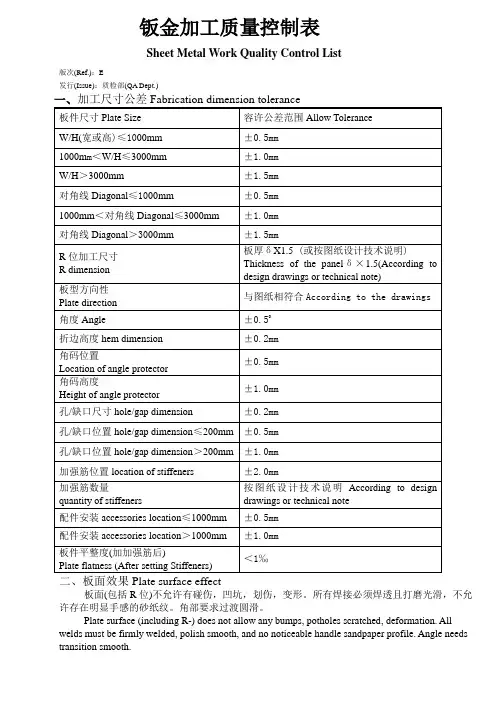
钣金加工质量控制表Sheet Metal Work Quality Control List版次(Ref.):E发行(Issue):质检部(QA Dept.)一、加工尺寸公差Fabrication dimension tolerance板件尺寸Plate Size 容许公差范围Allow Tolerance W/H(宽或高)≤1000mm ±0.5mm1000m m<W/H≤3000mm ±1.0mmW/H>3000mm ±1.5mm对角线Diagonal≤1000mm ±0.5mm1000mm<对角线Diagonal≤3000mm ±1.0mm对角线Diagonal>3000mm ±1.5mmR位加工尺寸R dimension 板厚δX1.5 (或按图纸设计技术说明) Thickness of the panelδ×1.5(According to design drawings or technical note)板型方向性Plate direction与图纸相符合According to the drawings 角度Angle ±0.50折边高度hem dimension ±0.2mm角码位置Location of angle protector±0.5mm角码高度Height of angle protector±1.0mm孔/缺口尺寸hole/gap dimension ±0.2mm孔/缺口位置hole/gap dimension≤200mm ±0.5mm孔/缺口位置hole/gap dimension>200mm ±1.0mm加强筋位置location of stiffeners ±2.0mm加强筋数量quantity of stiffeners 按图纸设计技术说明According to design drawings or technical note配件安装accessories location≤1000mm ±0.5mm配件安装accessories location>1000mm ±1.0mm板件平整度(加加强筋后)Plate flatness (After setting Stiffeners)<1‰二、板面效果Plate surface effect板面(包括R位)不允许有碰伤,凹坑,划伤,变形。
钣金件的未注公差
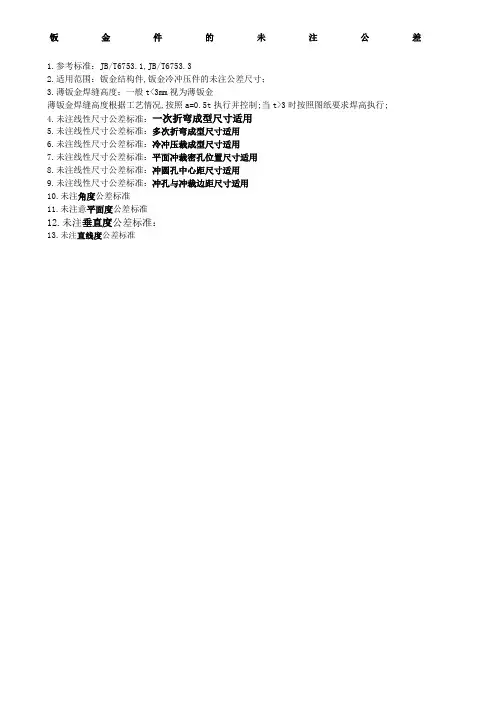
钣金件的未注公差
1.参考标准:JB/T6753.1,JB/T6753.3
2.适用范围:钣金结构件,钣金冷冲压件的未注公差尺寸;
3.薄钣金焊缝高度:一般t<3mm视为薄钣金
薄钣金焊缝高度根据工艺情况,按照a=0.5t执行并控制;当t>3时按照图纸要求焊高执行;
4.未注线性尺寸公差标准:一次折弯成型尺寸适用
5.未注线性尺寸公差标准:多次折弯成型尺寸适用
6.未注线性尺寸公差标准:冷冲压裁成型尺寸适用
7.未注线性尺寸公差标准:平面冲裁密孔位置尺寸适用
8.未注线性尺寸公差标准:冲圆孔中心距尺寸适用
9.未注线性尺寸公差标准:冲孔与冲裁边距尺寸适用
10.未注角度公差标准
11.未注意平面度公差标准
12.未注垂直度公差标准:
13.未注直线度公差标准。
车身钣金加工公差要求2013-3-1
Q/LFQ 力帆实业(集团)股份有限公司企业标准Q/LFQ J0095—2013 车身钣金加工公差要求(试行)2013-02-23发布2012-03-01实施目次前言 (II)1 范围 (I)2 规范性引用文件 (I)3 定义 (I)4 测量位置 (1)5 等级 (1)6 允许公差及允许值 (2)7 通用尺寸公差 (10)8 图纸上的标示方法 (11)前言为保证冲压、折弯或拉伸工艺制造的汽车金属零件及其焊接总成的加工精度及其经济性,规范尺寸公差,特制定本标准。
本标准按照GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》给出的规则起草。
本标准由力帆汽车研究院车身所提出。
本标准由力帆汽车研究院标准所归口。
本标准由力帆汽车研究院车身所起草。
本标准起草人:李昌均本标准批准人:关锋金本标准所代替标准的历次发布情况为:首次制定。
车身钣金加工公差要求1 范围本标准规定了板厚为12mm以下的金属钣金加工允许公差。
本标准不适用非金属板材。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 13914-2002 冲压件尺寸公差GB/T 15055-2007 冲压件未注公差尺寸极限偏差3 定义3.1 切边宽度指刀口剪断边到对边的距离,如图1,用B表示。
3.2 切边长度指刀口剪断边的距离的长度,如图1,用L表示。
图13.3 直线度指将产品放在平台上,切断面上用直尺规接触状态下,最大曲度值,如图2所示,用a1表示。
图23.4 垂直度将产品放在平面上,产品的长边于直角尺的一边对齐,短边在接触直角尺另一边的状况下,产品另一端与直角尺短边的距离,如图3,用a2表示。
图34 测量位置剪断面部分允许偏差的测量位置,如图4所示板的剪断面方式进行。
图45 等级本标准把允许公差及角度、毛边允许值分成,根据零件的重要程度,将零件分为1级和2级,1级重要,2级次之。
钣金件国际加工公差标准
钣金件国际加工公差标准
对于钣金件的基本尺寸,标准公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。
标准公差是国家标准中列出的用于确定公差区大小的任何公差。
标准公差等级是确定尺寸精确程度的等级。
钣金件国际加工公差标准根据零件的强度和结构要求确定。
钣金件国际加工公差标准还参考了国际标准ISO2768,国家标准GB/T 1184-1996、GB/T 1804-2000,以及现有生产供应商提供的数据(即加工所能达到的常规精度),制定出钣金件加工精度的规范未注公差标准,规定未注出公差尺寸的一般公差的公差等级和极限偏差数值。
钣金加工的公差标准:
1.基本尺寸根据零件的强度和结构要求,确定设计中确定的尺寸。
应优先考
虑标准直径或长度。
2.实际尺寸通过测量所得到的尺寸。
3.极限尺寸允许大小更改的两个阈值。
它是以基本大小为基础的。
两个界限
值的较大者称为最大限制大小;较小者称为最小限制大小。
钣金加工尺寸公差标准
钣金加工尺寸公差标准本标准规定了钣金加工的尺寸公差、形状公差、位置公差、表面粗糙度、孔位公差、平行度公差、垂直度公差、倾斜度公差、角度公差和尺寸精度等方面的要求。
1. 尺寸公差尺寸公差是指钣金件的实际尺寸与基本尺寸之间的允许偏差。
根据钣金件的实际需要,可分为单尺寸公差和多尺寸公差。
单尺寸公差适用于单个尺寸的钣金件,多尺寸公差适用于多个尺寸的钣金件。
2. 形状公差形状公差是指钣金件的实际形状与基本形状之间的允许偏差。
常见的形状公差包括直线度、平面度、圆度和弧度等。
3. 位置公差位置公差是指钣金件的实际位置与基本位置之间的允许偏差。
常见的位置公差包括平行度、垂直度和对称度等。
4. 表面粗糙度表面粗糙度是指钣金件表面的微观不平整程度。
表面粗糙度的大小直接影响着钣金件的外观和使用性能。
5. 孔位公差孔位公差是指钣金件上孔的位置与基本位置之间的允许偏差。
孔位公差包括孔心距公差和孔径公差等。
6. 平行度公差平行度公差是指钣金件表面或线条在平行方向上的允许偏差。
平行度公差是衡量钣金件表面质量和平直程度的重要指标。
7. 垂直度公差垂直度公差是指钣金件表面或线条在垂直方向上的允许偏差。
垂直度公差是衡量钣金件表面质量和垂直程度的重要指标。
8. 倾斜度公差倾斜度公差是指钣金件表面或线条在倾斜方向上的允许偏差。
倾斜度公差是衡量钣金件表面质量和倾斜程度的重要指标。
9. 角度公差角度公差是指钣金件角度与基本角度之间的允许偏差。
角度公差是衡量钣金件角度准确度和精密程度的重要指标。
10. 尺寸精度尺寸精度是指钣金件的实际尺寸与基本尺寸的接近程度。
尺寸精度是衡量钣金件制造精度的重要指标,包括绝对尺寸精度和相对尺寸精度。
钣金件尺寸公差选用指南
.目录1目的 (3)2适用范围 (3)3引用标准 (3)4定义 (3)4.1基本尺寸 (3)4.2实际尺寸 (3)4.3尺寸公差 (3)4.4尺寸偏差 (3)4.5平冲压件 (3)4.6成形冲压件 (3)4.7钣金件 (3)5公差等级、符号、代号、及数值 (4)5.1平冲压件、非折弯钣金件公差等级及数值 (4)5.2成形冲压钣金件公差等级及数值 (5)6钣金件尺寸极限偏差 (5)6.1孔(内形)尺寸的极限偏差 (5)6.2轴(外形)尺寸的极限偏差 (6)6.3长度、高度尺寸的极限偏差 (6)7钣金件公差等级的选用 (6)7.1平冲压件、非折弯钣金件公差等级推荐 (6)7.2成形冲压件公差等级推荐 (7)钣金件尺寸公差选用指南1目的为了规范公司钣金件的尺寸公差标准,参照GB/T13914-2002冲压件尺寸公差,结合公司产品结构特点加以修正,制定本指南,以适应公司产品钣金件高精度的需要。
本指南规定了钣金件尺寸公差等级、符号、代号、公差数值、尺寸极限偏差、公差等级的选用。
2适用范围本指南适用于公司产品的钣金件尺寸公差,焊接组件、铆接组件等钣金件可参照执行。
供相关机械工程师、工艺工程师、物料工程师、检验人员等参考。
3引用标准GB1800.1-1997 极限与配合GB/T13914-2002冲压件尺寸公差4定义4.1基本尺寸设计给定的尺寸。
(GB1800.1)4.2实际尺寸通过测量所得的尺寸。
(GB1800.1)4.3尺寸公差允许尺寸的变动量。
(GB1800.1)4.4尺寸偏差某一尺寸减去基本尺寸所得的代数差。
(GB1800.1)4.5平冲压件经数控冲床平面冲裁工序加工而成的零件,包括普通冲床开模冲压非弯曲、非拉深成形的零件。
4.6成形冲压件经数控折弯、数控冲床落料后再数控折弯件、普通冲床开模拉深及其它成形方法加工而成的冲压零件。
4.7钣金件本文所指钣金件包括:数控冲床冲压件、数控冲床落料后再数控折弯件、普通冲床开模冲压件、剪板机落料及其它加工方式成形的钣金件、点焊、氩弧焊组焊件、拉铆组件等其它方式加工而成的金属零件或组件。
机械加工及钣金加工的普通尺寸公差、普通几何公差
(5)平面度对于长方形是把长方的边的长度作为标准,对于圆形是把直径作为标准。
2.5 关于关联形体的普通几何公差
对于彼此关联的形体,没有显示单个几何公差,表 4 为所有关联形体的普通几何公差。
公差的种类 a)平行度 b)直角度(6)
c)对称度(7) d)同轴度(8) e)圆周偏差(9) f)位置度,轮廓度
m(中级)
K
·公差要求比较严格的钣金加工
·公差要求比较不严格的机械加工
c(粗级)
L
·标准的钣金加工
·公差要求极其不严格的机械加工 ·公差要求比较不严格的钣金加工
v(极粗级)
2.2 钣金加工图的公差指示方法 下图为钣金加工图的一般要求事项栏的指示例子。
a ) 加工标准钣金的场合
一般要求事项栏会指示 普通尺寸公差“C 级”和普通几何公差“L 级”。
0.2
0.4
超过 100--300 以下
0.2
0.4
0.8
超过 300--1000 以下
0.3
0.6
1.2
超过 1000--3000 以下
0.4
0.8
1.6
b)圆度
真圆度的普通公差跟直径尺寸公差值相等,但是不可以超过半径方向 的圆周偏差公差值。
c)圆柱度,全跳动
没有规定
注(4)真直度以相关的线的长度为标准。
但是,如果部分地方有精度要求,图中会指示单个公差。
1
b) 对于公差要求比较严格的钣金加工、有弯曲加工场合 一般要求事项栏会指示普通尺寸公差“M 级”和普通几何公差“L 级”。
但是,如果部分部位没有精度要求,会指示单个不严格的公差。 c) 对于公差要求比较严格的钣金加工,没有折弯加工的场合
钣金公差
Basic size step 6 or less Over Over Over Over 6 to 30 to 120 to 30 incl. 120 incl. 400 incl. Grades Grade A Ú0.05 Ú0.1 Ú0.15 Ú0.2 Ú0.3 Ú0.5 Grade B Ú0.1 Ú0.2 Ú0.3 Ú0.5 Ú0.8 Ú1.2 Grade C Ú0.3 Ú0.5 Ú0.8 Ú1.2 Ú2 Ú3 Over Over Over Over Unit:mm
JIS B 0410
-1991
Unit:mm 6< t¯12 Grade A Grade B Ú1.5 Ú2 Ú2.5 Ú3 Ú4 Unit:mm Board thickness t) ( 1.6< t¯3 Grades 3< t¯6 Grade A 0.5 0.8 1.5 2 3 Grade B 0.8 1.5 2 3 5 Unit:mm Board thickness t) ( 3< t¯6 Grades 6< t¯12 Grade A Grade B 1.5 2 3 6 10 6< t¯12 Grade A Grade B 1.5 2 3 4 6
TECHNICAL DATA
Excerpt from JIS B 0408/0410(1991)
GENERAL DIMENSIONAL TOLERANCE
1. General dimensional tolerance of cutting
Degree
TECHNICAL DATA
Excerpt from JIS B 0405/0419(1991)