焊后热处理基本知识演示教学
焊后热处理基本知识

焊接接头焊后热处理基本知识培训一、焊后热处理的概念1.1后热处理(消氢处理):焊接完成后对冷裂纹敏感性较大的低合金钢和拘束度较大的焊件加热至200℃~350℃保温缓冷的措施。
目的、作用:减小焊缝中氢的有害影响、降低焊接残余应力、避免焊缝接头中出现马氏体组织,从而防止氢致裂纹的产生。
后热温度:200℃~350℃保温时间:即焊缝在200℃~350℃温度区间的维持时间,与后热温度、焊缝厚度有关,一般不少于30min加热方法:火焰加热、电加热保温后的措施:用保温棉覆盖让其缓慢冷却至室温NB/T47015-2011关于后热的规定:1.2焊后热处理(PWHT):广义上:焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理,内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力等。
狭义上:焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响。
1.3压力容器及压力管道焊接中所说的焊后热处理是指焊后消除应力的热处理。
焊后消除应力热处理过程:将焊件缓慢均匀加热至一定温度后保温一定的时间,然后缓慢降温冷却至室温。
目的、作用:(1)降低或消除由于焊接而产生的残余焊接应力。
(2)降低焊缝、热影响区硬度。
(3)降低焊缝中的扩散氢含量。
(4)提高焊接接头的塑性。
(5)提高焊接接头冲击韧性和断裂韧性。
(6)提高抗应力腐蚀能力。
(7)提高组织稳定性。
热处理的方式:整体热处理、局部热处理1.4焊接应力的危害和降低焊接应力的措施焊接应力是在焊接过程中由于温度场的变化(热涨冷缩)及焊件间的约束而产生的滞留在焊件中的残余应力。
1.4.1焊接应力只能降低,不可能完全消除,焊接残余应力形成的的危害:1)影响构件承受静载的能力;2)会造成构件的脆性断裂;3)影响结构的疲劳强度;4)影响构件的刚度和稳定性;5)应力区易产生应力腐蚀开裂;6)影响构件的精度和尺寸的稳定性。
1.4.2降低焊接应力的措施1)设计措施:(1)构件设计时经量减少焊缝的尺寸和数量,可减少焊接变形,同时降低焊接应力(2)构件设计时避免焊缝过于集中,从而避免焊接应力叠加(3)优化结构设计,例将如容器的接管口设计成翻边式,少用承插式2)工艺措施(1)采用较小的焊接线能量(2)合理安排装配焊接顺序(3)层间进行锤击(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸),与焊接区同时拉伸(膨胀)和同时压缩(收缩)(5)焊接高强钢时选用塑性较好的焊条(6)采用整体预热(7)焊后消氢处理(8)采用整体焊后热处理(9)利用振动法消除焊接残余应力二、容器及受压元件应按材料、焊接接头厚度、结构形式、介质和设计要求确定是否进行焊后热处理。
焊后热处理

焊后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
⑵辐射加热。
辐射加热由热源把热量辐射到金属表面,再由金属表面把热量向其他方向传导。
焊后热处理基本知识

焊接接头焊后热处理基本知识培训一、焊后热处理的概念1.1后热处理(消氢处理):焊接完成后对冷裂纹敏感性较大的低合金钢和拘束度较大的焊件加热至200C〜350C保温缓冷的措施。
目的、作用:减小焊缝中氢的有害影响、降低焊接残余应力、避免焊缝接头中出现马氏体组织,从而防止氢致裂纹的产生。
后热温度:200 C〜350 C保温时间:即焊缝在200C〜350C温度区间的维持时间,与后热温度、焊缝厚度有关,一般不少于30min加热方法:火焰加热、电加热保温后的措施:用保温棉覆盖让其缓慢冷却至室温NB/T47015-2011关于后热的规定:4.5后热4. 5, 1对冷裂纹戦掖性较大的低合金钢和拘束度较大餌挥件应采取岳热措施“4.5,2石热应在悍后立即迸行4.5,3后菸程麼一融为20010-3501:,保濃时间与訂热温度*焊魅金fl(厚度有关,一般不少于4. 5. 4若弊IS立即进行热处理则可不进行后热斗4.6. 1碳素钢和低合金俐低f 4?0T?的热过程*高合金钢低T3I5V的热过程,均不作为焊后热处理对待。
1.2焊后热处理(PWHT :广义上:焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理,内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力等。
狭义上:焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响。
1.3压力容器及压力管道焊接中所说的焊后热处理是指焊后消除应力的热处理。
焊后消除应力热处理过程:将焊件缓慢均匀加热至一定温度后保温一定的时间,然后缓慢降温冷却至室温。
目的、作用:(1)降低或消除由于焊接而产生的残余焊接应力(2)降低焊缝、热影响区硬度。
(3)降低焊缝中的扩散氢含量。
⑷提高焊接接头的塑性。
(5)提咼焊接接头冲击韧性和断裂韧性。
(6)提高抗应力腐蚀能力。
⑺提咼组织稳定性。
热处理的方式:整体热处理、局部热处理1.4焊接应力的危害和降低焊接应力的措施焊接应力是在焊接过程中由于温度场的变化(热涨冷缩)及焊件间的约束而产生的滞留在焊件中的残余应力。
《焊后热处理》课件

焊后热处理的优点和缺点
焊后热处理具有优点和缺点。了解这些方面可以帮助我们更全面地评估焊后热处理的适用性和潜在影响。
结论
通过本课件,我们深入了解了焊后热处理的重要性以及它的发展趋势。掌握热处理技术将有助于提升焊接结构 的质量和性能。
焊后热处理技术
焊后热处理可以通过回火、正火和淬火等技术来改善焊接区域的性能和组织。掌握这些技术可以提高焊后工件 的强度和耐腐蚀性。
焊后热处理的应用
焊后热处理在航空航天、汽车工业和工业设备等领域有广泛的应用。它可以 提高焊接结构的可靠性、耐久性和安全性。
焊后热处理的注意事项
在进行焊后热处理之前,需要充分准备工作,确保处理过程中的问题得到妥 善解决,并且了解焊后热处理后的处理方法以保持最佳效果。
《焊后热处理》PPT课件
欢迎来到我们的《焊后热处理》PPT课件,让我们一起探索热处理的重要性、 分类、技术,以及它在不同领域中的应用和注意事项。
热处理介绍
热处理是一项关键步骤,它通过改变材 Nhomakorabea的结构和性能来提高其使用寿命和 性能。了解热处理的意义、分类和技术是理解焊后热处理的基础。
焊接热影响区
焊接过程中会产生热影响区(HAZ),它对材料性能和使用寿命产生影响。了 解焊接热影响区的问题、特点和影响因素是高效进行焊后热处理的关键。
核电产品焊后热处理培训讲义共24页

26、机遇对于有准备的头脑有特别的 亲和力 。 27、自信是人格的核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋,所以我快乐。--格林斯 潘。
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
焊件常用的热处理方法
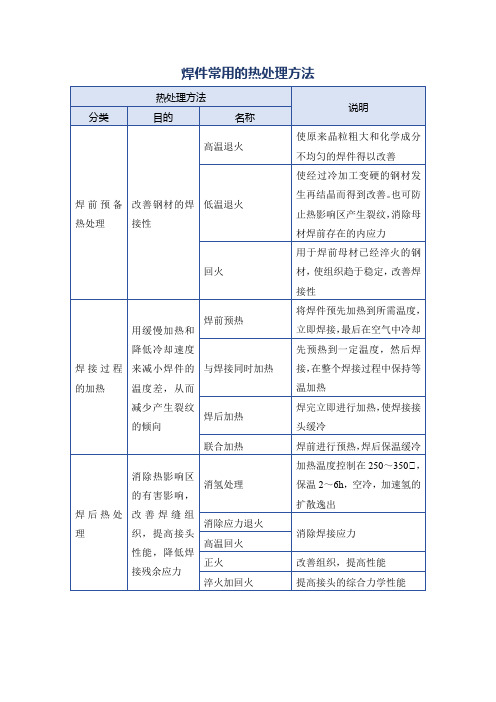
热处理方法
说明
分类
目的
名称
焊前预备热处理
改善钢材的焊接性
高温退火
使原来晶粒粗大和化学成分不均匀的焊件得以改善
低温退火
使经过冷加工变硬的钢材发生再结晶而得到改善。也可防止热影响区产生裂纹,消除母材焊前存在的内应力
回火
用于焊前母材已经淬火的钢材,使组织趋于稳定,改善焊接性
焊接过程的加热
用缓慢加热和降低冷却速度来减小焊件的温度差,从而减少产生裂纹的倾向
焊前预热
将焊件预先加热到所需温度,立即焊接,最后在空气中冷却
与焊接同时加热
先预热到一定温度,然后焊接,在整个焊接过程中保持等温加热
焊后加热
焊完立即进行加热,使焊接接头缓冷
联合加热
焊前进响区的有害影响,改善焊缝组织,提高接头性能,降低焊接残余应力
消氢处理
加热温度控制在250~350℃,保温2~6h,空冷,加速氢的扩散逸出
消除应力退火
消除焊接应力
高温回火
正火
改善组织,提高性能
淬火加回火
提高接头的综合力学性能
焊后热处理基本知识

焊接接头焊后热处理基本知识培训一、焊后热处理的概念1、1后热处理(消氢处理):焊接完成后对冷裂纹敏感性较大的低合金钢与拘束度较大的焊件加热至200℃~350℃保温缓冷的措施。
目的、作用:减小焊缝中氢的有害影响、降低焊接残余应力、避免焊缝接头中出现马氏体组织,从而防止氢致裂纹的产生。
后热温度:200℃~350℃保温时间:即焊缝在200℃~350℃温度区间的维持时间,与后热温度、焊缝厚度有关, 一般不少于30min加热方法:火焰加热、电加热保温后的措施:用保温棉覆盖让其缓慢冷却至室温NB/T47015-2011关于后热的规定:1、2焊后热处理(PWHT):广义上:焊后热处理就就是在工件焊完之后对焊接区域或焊接构件进行的热处理,内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力等。
狭义上:焊后热处理仅指消除应力退火,即为了改善焊接区的性能与消除焊接残余应力等有害影响。
1、3压力容器及压力管道焊接中所说的焊后热处理就是指焊后消除应力的热处理。
焊后消除应力热处理过程:将焊件缓慢均匀加热至一定温度后保温一定的时间,然后缓慢降温冷却至室温。
目的、作用:(1)降低或消除由于焊接而产生的残余焊接应力。
(2)降低焊缝、热影响区硬度。
(3)降低焊缝中的扩散氢含量。
(4)提高焊接接头的塑性。
(5)提高焊接接头冲击韧性与断裂韧性。
(6)提高抗应力腐蚀能力。
(7)提高组织稳定性。
热处理的方式:整体热处理、局部热处理1、4焊接应力的危害与降低焊接应力的措施焊接应力就是在焊接过程中由于温度场的变化(热涨冷缩)及焊件间的约束而产生的滞留在焊件中的残余应力。
1、4、1焊接应力只能降低,不可能完全消除,焊接残余应力形成的的危害: 1)影响构件承受静载的能力;2)会造成构件的脆性断裂;3)影响结构的疲劳强度;4)影响构件的刚度与稳定性;5)应力区易产生应力腐蚀开裂;6)影响构件的精度与尺寸的稳定性。
1、4、2降低焊接应力的措施1)设计措施:(1)构件设计时经量减少焊缝的尺寸与数量,可减少焊接变形,同时降低焊接应力(2)构件设计时避免焊缝过于集中,从而避免焊接应力叠加(3)优化结构设计,例将如容器的接管口设计成翻边式,少用承插式2)工艺措施(1)采用较小的焊接线能量(2)合理安排装配焊接顺序(3)层间进行锤击(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸),与焊接区同时拉伸(膨胀)与同时压缩(收缩)(5)焊接高强钢时选用塑性较好的焊条(6)采用整体预热(7)焊后消氢处理(8)采用整体焊后热处理(9)利用振动法消除焊接残余应力二、容器及受压元件应按材料、焊接接头厚度、结构形式、介质与设计要求确定就是否进行焊后热处理。
焊接过程中预热、后热及焊后热处理

焊接过程中预热、后热及焊后热处理预热1预热的目的降低焊后的冷却速度。
减少淬硬倾向,防止裂纹产生。
减少热影响区的温度差别,有利于减少焊接应力。
2预热应用的范围对淬硬倾向较大的钢材进行焊接时,需焊前预热;对于铬镍奥氏体不锈钢进行焊接时不能进行预热。
预热的选择应根据钢材的成分、厚度、结构刚性、接头形式、焊接材料、焊接方法以及环境因素等综合考虑,并通过可焊性实验来确定。
加热范围:一般在坡口两侧各75~100㎜范围内应保持一个均热区域。
测温点应取在热区域的边缘。
对于对接接头每侧加热宽度不得小于板厚的5倍。
后热(焊后将焊件保温缓冷,可以减缓焊缝和热影响区的冷却速度,起到与预热相同的作用)。
1、消H处理:焊后立即将焊件加热到250~350。
C范围,保温2~6小时,后空冷。
2、目的:加速焊缝金属中H的逸出,大大降低焊缝和热影响区中的含H 量,防止冷裂纹的产生。
3、应用范围:焊件若不能立即热处理而焊件又必须及时除H时,则需即使作消H处理。
焊后热处理含义:将焊件整体或局部加热保温,然后炉冷或空冷的一种处理方法作用:降低焊接残余应力。
软化淬硬部位。
改善焊缝和热影响的组织和性能。
提高接头的塑性和韧性。
稳定结构的尺寸。
常用焊后热处理的方法整体加热处理:将焊件置于加热炉中整体加热处理,可以得到满意的处理效果。
焊件进行进炉和出炉时的温度应在300。
C以下, 300。
C以下的加热和冷却速度与板厚有关。
应符合以下要求:对于厚壁容器,加热和冷却速度为50~150℃ /h,整体处理时炉内最大温差不得超过50 ℃ 。
如果焊件太长需分成二次处理时,重叠加热部分应在1.5m以上。
局部热处理:对于尺寸较长不便整体处理,但形状比较规则的简单筒形容器、管件,可以进行局部处理。
局部处理,应保证焊缝两侧有足够的加热宽度。
对于筒体的加热宽度与筒体半径、壁厚有关,按下式计算。
例如,对于直径为1200mm,壁厚为24mm的筒体环焊缝局部热处理时,以焊缝为中心的600mm范围内,都要加热到规定的处理温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接接头焊后热处理基本知识培训
一、焊后热处理的概念
1.1后热处理(消氢处理):焊接完成后对冷裂纹敏感性较大的低合金钢和拘束度较大的焊件加热至200℃~350℃保温缓冷的措施。
目的、作用:减小焊缝中氢的有害影响、降低焊接残余应力、避免焊缝接头中出现马氏体组织,从而防止氢致裂纹的产生。
后热温度:200℃~350℃
保温时间:即焊缝在200℃~350℃温度区间的维持时间,与后热温度、焊缝厚度有关,一般不少于30min
加热方法:火焰加热、电加热
保温后的措施:用保温棉覆盖让其缓慢冷却至室温
NB/T47015-2011关于后热的规定:
1.2焊后热处理(PWHT):广义上:焊后热处理就是在工件焊完之后对焊接区域或焊接构件进行的热处理,内容包括消除应力退火、完全退火、固熔、正火、正火加回火、回火、低温消除应力等。
狭义上:焊后热处理仅指消除应力退火,即为了改善焊接区的性能和消除焊接残余应力等有害影响。
1.3压力容器及压力管道焊接中所说的焊后热处理是指焊后消除应力的热处理。
焊后消除应力热处理过程:将焊件缓慢均匀加热至一定温度后保温一定的时间,然后缓慢降温冷却至室温。
目的、作用:
(1)降低或消除由于焊接而产生的残余焊接应力。
(2)降低焊缝、热影响区硬度。
(3)降低焊缝中的扩散氢含量。
(4)提高焊接接头的塑性。
(5)提高焊接接头冲击韧性和断裂韧性。
(6)提高抗应力腐蚀能力。
(7)提高组织稳定性。
热处理的方式:整体热处理、局部热处理
1.4焊接应力的危害和降低焊接应力的措施
焊接应力是在焊接过程中由于温度场的变化(热涨冷缩)及焊件间的约束而产生的滞留在焊件中的残余应力。
1.4.1焊接应力只能降低,不可能完全消除,焊接残余应力形成的的危害:1)影响构件承受静载的能力;2)会造成构件的脆性断裂;3)影响结构的疲劳强度;4)影响构件的刚度和稳定性;5)应力区易产生应力腐蚀开裂;6)影响构件的精度和尺寸的稳定性。
1.4.2降低焊接应力的措施
1)设计措施:
(1)构件设计时经量减少焊缝的尺寸和数量,可减少焊接变形,同时降低焊接应力
(2)构件设计时避免焊缝过于集中,从而避免焊接应力叠加
(3)优化结构设计,例将如容器的接管口设计成翻边式,少用承插式
2)工艺措施
(1)采用较小的焊接线能量
(2)合理安排装配焊接顺序
(3)层间进行锤击
(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸),与焊接区同时拉伸(膨胀)和同时压缩(收缩)
(5)焊接高强钢时选用塑性较好的焊条
(6)采用整体预热
(7)焊后消氢处理
(8)采用整体焊后热处理
(9)利用振动法消除焊接残余应力
二、容器及受压元件应按材料、焊接接头厚度、结构形式、介质和设计要求确定是否进行焊后热处理。
GB150-2011中的规定、符合下列条件之一者,应进行焊后热处理:1)焊接接头厚度符合表5规定者
2)图样注明有应力腐蚀的容器
3)用于盛装毒性为极度或高度危害介质的碳素钢、低合金钢制容器4)相关标准或图样另有规定的
NB/T47007-2010中规定:
三、焊后热处理方式(NB/T47015-2011)
四、焊后热处理要求(GB150)
五、焊后热处理工艺(NB/T47015-2011、GB150-2011)
六、焊后热处理规范(NB/T47015-2011)
精品文档
七、其它相关规范中关于热处理的要求
1.SH/T3501-2011
7.4 焊后热处理
7.4.1 焊后热处理工艺应在焊接工艺卡中规定,并经焊接工艺评定验证。
除设计文件另有规定外,常用钢材焊接接头的热处理温度,宜按表10 的规定确定。
低温钢焊后热处理应符合SH/T 3525 的规定。
7.4.2 对接环焊缝的热处理名义厚度应为焊接接头处较厚的工件厚度。
7.4.3 支管连接时,热处理厚度应按主管或支管的厚度确定,而不考虑支管连接件(包括整体补强或非整体补强件)的厚度。
但如果任一截面上支管连接的焊缝厚度大于表10 规定需要热处理的材料名义厚度2 倍时,应进行焊后热处理。
支管连接的焊缝厚度计算应符合下列规定:
a) 安放式焊接支管见图4(a),焊缝厚度应取支管的名义厚度T b和角焊缝的计算有效厚度t c的和,
t c应取0.7 倍的支管名义厚度或6.4mm 两者中的较小值;
b) 插入式焊接支管见图4(b),焊缝厚度应取主管的名义厚度T h和角焊缝的计算有效厚度t c的和;
c) 带补强板的安放式焊接支管见图4(c),焊缝厚度应取下列值中的较大值:
1) 支管的名义厚度T b和角焊缝的计算有效厚度t c的和;
2) 补强板的名义厚度T r和角焊缝的计算有效厚度t c的和;
d) 带补强板的插入式焊接支管见图4(d),焊缝厚度应取主管的名义厚度T h、补强板的名义厚度T r
和角焊缝的计算有效厚度t c的三者之和。
7.4.4 用于平焊法兰、承插焊法兰和公称直径小于或等于50mm 管子连接的角焊缝、密封焊缝以及管道支吊架与管道连接的角焊缝,如果任一截面的焊缝厚度大于表10 规定的需要热处理的材料名义厚度的2 倍时,应进行焊后热处理。
但下述情况可不要求热处理:
a)碳钢材料焊缝厚度小于或等于16mm时,任意厚度的母材都不需要进行热处理;
b)铬钼合金钢材料焊缝厚度小于或等于13mm,且母材规定的最小抗拉强度小于490MPa,当预热
温度高于表9 规定值时,则任意厚度的母材都不需要进行热处理。
7.4.5 铬钼合金钢和标准抗拉强度下限值等于或大于540MPa钢材的管道焊接接头,焊后应立即进行热处理。
否则,焊后应立即均匀加热至300℃~350℃保温缓冷。
加热保温范围应与焊后热处理要求相同。
7.4.6 热处理加热范围为焊缝两侧各不少于焊缝宽度的3 倍且不少于25mm。
加热范围以外100mm区域内应予以保温。
管道两端应封闭。
7.4.7 热处理的加热速度及冷却速度,应符合下列要求:
a) 升温至300℃后,加热速度应按5125/T·℃/h计算,且不大于220℃/h;
b) 恒温期间各测点的温度均应在热处理温度规定的范围内,其差值不得大于50℃;
c) 恒温后的冷却速度应按6500/T·℃/h 计算,且不大于260℃/h。
冷至300℃后可自然冷却。
注:T为管子的实际壁厚(mm)。
7.4.8 异种钢焊接接头的焊后热处理,应按国家现行标准SH /T3526 的规定进行。
2.GB50235-2010
3.GB50236-2011
4.DL/T819-2002。