13 零件尺寸检验报告
全尺寸检测

检验员/InspectorName:
姓名/ Name:
部门/ Department:
rejected, new samples required
首批检验的原因/Reason for initial inspection:
尺寸/Dimension
■
新零件/New part
功能ห้องสมุดไป่ตู้Function
产品更改/Productmodification
材料/Material
产地变更/Productionrelocation
拒绝/rejected
过程能力证据/Processcapabilityevidence
拒绝,但可以使用/
证书/Certificates
rejected, installation possible with measure
执行FMEA/FMEA carried out
拒绝,要求提交新样件/
自行认可的供应商/Self-certifyingsupplier
属性检验/Attributive inspection
供应商/Supplier
收件人/ Receiver
地区代码,供应商/
Code number, supplier:
地区代码,收件人
Code number, receiver:
检验报告编号/
InspectionreportNo.:
检验报告编号/
130样板生产检验报告

130样板生产检验报告
1.外观检查:
经过目测,样板外观整洁、无明显划痕和损伤。
颜色均匀,无色差现象,符合设计要求。
2.尺寸检查:
通过尺寸测量设备对样板的长度、宽度、高度进行检测,结果如下:长度:130cm,误差范围在0.5cm内;
宽度:60cm,误差范围在0.3cm内;
高度:40cm,误差范围在0.2cm内。
样板的尺寸满足设计要求,符合标准。
3.材质检查:
样板采用优质铝合金材料制作,经过材质检测仪器检测,结果显示铝合金材质属于高强度材料,具有良好的耐磨性和防腐蚀性。
4.功能性能检查:
(1)强度测试:
将130样板放置在专用测试平台上,施加均匀的压力,检测样板的抗压强度。
测试结果显示,样板能承受最大200kg的压力,且强度均匀。
(2)稳定性测试:
对样板进行倾斜测试,结果显示样板能在倾斜一定角度后依然稳定,不易倒塌。
(3)耐久性测试:
将样板放在高温环境下,经过48小时的测试,结果显示样板表面无
明显变形和质量损失,具有良好的耐久性。
(4)安全性测试:
测试样板的表面摩擦系数,结果显示样板具有较好的防滑性能,能有
效减少滑倒事故的发生。
5.包装检查:
样板经过专业的包装,包装材料坚固耐用,能有效保护样板不受损。
在运输过程中,样板没有发生任何移位、损坏现象。
综上所述,130样板生产检验报告显示,该样板在外观、尺寸、材质、功能性能和包装方面均符合设计要求和标准,适合用于生产和销售。
为确
保产品质量,我们将进一步加强生产和质检过程,不断提升样板的品质和
性能。
尺寸检测报告

120° 合格 120° 23.77 合格 合格 41.36 合格 合格 合格 合格 30°
1 合格 合格 14.65 7.14 1.2 合格
26
尺寸2-R0.5
27
尺寸0.5X45°
28
外径φ49.3+0.150
C
29
表面粗糙度3.2
30
外径φ34.70-0.2
42
尺寸0.5X45°
43
尺寸R0.2
44
尺寸4-1.2
45
尺寸4
46
尺寸R0.2
47 外花键齿根圆φ53.81 0-0.3
C
48
齿面粗糙度3.2
49 跨棒距59.486-59.627
B
50
棒间距22.64-22.76
B
51
齿面粗糙度3.2
52 内花键齿根圆φ25+0.150
C
53
角度90°±2°
54
C
9
角度120°
10
尺寸24
0 -0.3
C
11
尺寸R1
12
表面粗糙度3.2
13
外径φ41.50-0.3
C
14 内花键齿顶圆φ27+0.10
15
尺寸2-0.2X45°
16
尺寸0.5X45°
17
表面粗糙度1.6
18
角度30°±1°
19
尺寸2-0.8+0.3 0
20
尺寸5.45+0.2 0
21
表面粗糙度3.2
序列号 S-
合格 合格 合格
序列号 S-
全尺寸检测检验报告
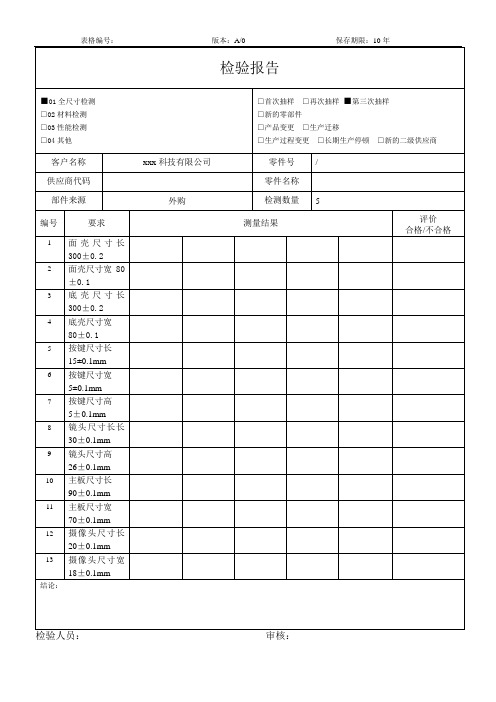
摄像头尺寸宽18±0.1mm
结论:
检验人员:审核:
检验报告
■01全尺寸检测
□02材料检测
□03性能检测
□04其他
□首次抽样□再次抽样■第三次抽样
□新的零部件
□产品变更 □生产迁移
□生产过程变更 □长期生产停顿 □新的二级供应商
客户名称
xxx科技有限公司
零件号
/
供应商代码
零件名称
部件来源
外购
检测数量
5
编号
要求
测量结果
评价
合格/不合格
1
面壳尺寸长300±0.2
2
面壳尺寸宽80±0.1
3
底壳尺寸长300±0.2
4
底壳尺寸宽
80±0.1
5
按键尺寸长15±0.1mm
6
按键尺寸宽5±0.1mm
7Hale Waihona Puke 按键尺寸高5±0.1mm
8
镜头尺寸长长30±0.1mm
9
镜头尺寸高
26±0.1mm
10
主板尺寸长
90±0.1mm
11
主板尺寸宽
70±0.1mm
12
摄像头尺寸长20±0.1mm
模具配件产品检验报告

模具配件产品检验报告
模具配件产品检验报告
根据合同要求和检验标准,我们对模具配件产品进行了全面的检验和测试,并根据检验结果编写了本次检验报告。
本次检验的目的是确定模具配件产品的质量,并确保产品符合客户的要求。
1. 产品信息:
产品名称:模具配件产品
产品型号:XXXX
生产日期:XXXX年XX月XX日
生产厂家:XXXX公司
2. 检查项目及结果:
2.1 外观检查:
外观检查结果显示,产品表面光滑,无明显的划痕、变形和颜色不匹配等缺陷。
2.2 尺寸检查:
对产品的尺寸进行了测量和检查,结果显示产品尺寸符合合同要求和图纸要求。
2.3 功能检查:
对产品的功能进行了测试,确保产品能够正常使用。
经过测试,产品的功能正常,无漏气现象。
2.4 材质检查:
对产品的材质进行了检查,确保材质符合合同和标准要求。
经检查,产品的材质为XXX。
3. 检验结论:
根据本次检验的结果,我们得出以下结论:
模具配件产品的外观完好,尺寸符合要求,功能正常,材质合格。
4. 不合格产品处理:
本次检验未发现不合格的产品。
5. 检验结论的依据:
本次检验的依据是合同规定的技术要求和相关标准。
6. 检验员:
本次检验由XXX完成,检验员具备相关资格和经验。
7. 检验日期:
本次检验于XXXX年XX月XX日完成。
以上就是本次模具配件产品检验的结果报告,根据检验报告的结果,确认产品的质量符合要求。
如果有任何问题或疑问,请及时与我们联系,我们会尽快解决。
FOR-13-02成品检验报告

成品检验报告产品名称规格型号产品数量检验数量检验日期产品批号项目技术标准检验器具及方法检验记录判定结果外观结构检验1、血压计的外观应整洁美观,表面色泽均匀,无明显划痕、破损、锋棱、毛刺及变形。
2、血压计的控制和调节机构应动作可靠、灵活,紧固件无松动现象。
3、血压计的文字和标记应清晰、准确、牢固。
血压计的控制按键应灵活可靠,紧固部位无松动。
目测性能检验压力测量范围(0~290)±3mmHg 数字压力表分辨率1mmHg 目视静态压力压力测量值±3mmHg 数字压力表充气源10s内压力由0充气到300mmHg 数字压力表漏气10内压降≤2mmHg 数字压力表泄气从260降到15mmHg≤10 气压治具、秒表系统气密压力下降的速率不应大于0.133kPa/s(1mmHg/s)。
气压治具自动关机在无任何操作的情况下,血压计将在1分钟内自动关机秒表低压提示功能a)当血压计电压低于d.c.4.5V±0.1V 时,显示屏应有低电压提示符号;b)血压计应有心率不齐标记;c)血压计未能正确的测量时,均有“Er”及故障代码的提示;d)血压计测试完毕后有蜂鸣提示。
高低压治具无线传输功能当在计算机上安装无线传输模块和相应软件后,通过计算机能远程控制血压计,血压计的测量数据能通过无线传输到计算机上,能够动态读取血压和脉搏数据。
目测电气强度带电部件和未保护接地外壳部件之间耐压4.8kv/2s 10 mA无击穿或闪络现象耐压测试仪对地漏电流正常状态单一故障状态医用泄漏电流测试仪≤0.1 mA ≤0.5 mA外壳漏电流正常状态单一故障状态医用泄漏电流测试仪≤1mA ≤0.5 mA患者漏电流正常状态单一故障状态医用泄漏电流测试仪≤1 mA ≤0.5 mA接地电阻不带/带不可拆卸电源软电线的产品≤0.1Ω/≤0.2Ω;测试条件:50H或60Hz空载电压≤6V电流10A ~25A 5s接地电阻测试仪包装检验无少附件、符合相应型号规格产品标准中的要求目测最终结论检验员审核批准FOR-13-02。
全尺寸检验报告
95.4
OK
9 78.8±1.0
78.6
78.72
78.64
78.71
78.74
78.73
78.75
78.68
78.65
78.72
78.77
78.6
OK
10 R196±1.2
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
R196
OK
11 69.4±1.0
不能精确测量
14.36
14.41
14.45
OK
16.2
16.12
16.05
16.03
16.04
16.05
16.16
16.18
16.16
16.15
16.08
16.02
OK
5
R15(+3.5,-2.5)
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
OK
6 R20(+3.5,-2.5)
R21.5
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
R15
OK
65 ◎Φ0.04 A
0.022
0.016
0.024
0.02
0.024
0.21
0.016
0.014
0.03
0.023
0.018
0.02
配件检测报告
配件检测报告委托人:XXX公司被委托人:XXX检测中心一、检测目的为验证委托人所提供的配件是否符合相关国家或行业标准,保证产品的质量和安全性。
二、检测内容依据委托人提供的相关标准和技术要求,对所提供的配件进行以下测试:1. 配件材料组成分析2. 配件外观检查3. 配件尺寸和重量测量4. 配件机械性能测试(强度、硬度、韧性等)5. 配件化学性能测试(耐腐蚀性、抗锈蚀性等)三、测试结果1. 经过实验室检测,被测配件符合国际标准和技术要求,全部测试结果合格。
2. 在配件材料组成分析测试中,主要元素分别为:(详见附表1)3. 在配件机械性能测试中,配件抗拉强度为XXMPa,硬度为XXHRA,冲击韧性为XXJ/m²,各项指标均在标准要求范围内。
4. 在配件化学性能测试中,配件耐腐蚀性、抗锈蚀性等化学性能均符合标准要求。
四、结论和建议1. 根据实验室所获得的测试结果,被测配件符合相关标准和技术要求,具有一定的性能保障和质量保证。
2. 鉴于目前市场上存在一些低价、低质量的配件,建议委托人在进行采购时要谨慎选择,确保产品质量。
五、注意事项1. 本报告所描述的测试结果仅适用于样品,不代表整个批次的配件,部分配件存在差异时,请委托人联系被委托人重新检测。
2. 本报告仅为实验室测试结果的总结和分析,并不包含具体的技术细节和原始数据,如有需要,请联系被委托人提供。
3. 本报告只能在被委托人的授权下进行复制、分发和使用,未经许可,不得进行篡改和修改。
附表1:配件材料组成分析测试结果检测项目测试结果元素$C$ $Si$ $Mn$ $P$ $S$质量分数$XX\%$ $XX\%$ $XX\%$ $XX\%$$XX\%$。
发动机零部件检验报告
发动机零部件检验报告
供方 填写
零件名称 供方联系人
零部件批次
填写 送检日期
图号
零件数量 送货数量 送检数量
供方名称 物料编码
抽样数量 抽样数量
文件编号:
供应商 代码
最终图纸 日期
序号 1
检验项目 外观
标准要求
表面无划伤、气 孔、砂眼、毛刺
等
供方
合格
2
材质
十字槽沉头螺钉:35 限压阀螺塞:45
流量
时,流量≥
8.46L/min;
4-2
限压阀开启压 力
转速2000r/min, 开启压力为
(0.5±0.08M)pa
供方 供方 供方 供方
合格 合格 9.50 0.51
实测值 合格 合格
合格
合格
结论 合格
供方
1次/6个月
合格
合格 合格 合格 合格 合格 合格 合格 合格 合格 合格
9.62
9.50
9.023 9.017 9.026 9.016 9.022 合格
0.04
0.03
0.02
0.05
0.03 合格
2.8
3.3
3.6
3.4
3.1
合格
检验结论
签名/日期:
签名/日期:
审批意见: 签名/日期:
审批意见: 签名/日期:
37.444 37.436 37.436 37.473 37.478 合格
7.15
7.05
7.08
7.20
7.20 合格
11.96 11.97 12.02 11.97 11.98 合格
15.06 15.10 15.09 15.07 15.08 合格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
49 50
300 1
外观检验 产品外观无锈蚀、毛刺、错 漏工序等明显缺陷 合格 合格 合格
备注: 检验员: 审批:
22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48
测量值 序号
判定 2 1.21 1.08 合格 合格 合格 不合格
尺寸要求和标准
1 E9: ±1.5 E10: ±1.5 1.32 1.1
xxxxxx
零件尺寸检验报告
公司地址: 电话: 检验依据: 零件名称: 左/右摇杆板加强件
序号 尺寸要求和标准 1 200 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 尺寸检验 孔C:Ф 8(0,+0.1) 孔H1:Ф 20(0,+0.2) H1孔位置度:Ф 1.0 孔H2:Ф 20(0,+0.2) H2孔位置度:Ф 1.0 孔H3:Ф 20(0,+0.2) H3孔位置度:Ф 1.0 孔H4:Ф 20(0,+0.2) H4孔位置度:Ф 1.0 孔H5:Ф 20(0,+0.2) H5孔位置度:Ф 1.0 孔H6:Ф 20(0,+0.2) H6孔位置度:Ф 1.0 孔H7:Ф 20(0,+0.2) H7孔位置度:Ф 1.0 孔H8:Ф 20(0,+0.2) H8孔位置度:Ф 1.0 孔H9:Ф 16(0,+0.2) H9孔位置度:Ф 1.0 孔H10:10(0,+0.25 ×20 (0,+0.25)
尺寸要求和标准
1 孔H10:10(0,+0.25 ×20 (0,+0.25) H11孔位置度:Ф 1.0 孔H12:Ф 12(0,+0.2) H12孔位置度:Ф 1.0 S1: ±0.3 S2: ±0.3 S3: ±0.3 S4: ±0.3 S5: ±0.3 S6: ±0.3 S7: ±0.3 S8: ±0.3 S9: ±0.3 S10: ±0.3 S11: ±0.3 S12: ±0.3 S13: ±0.3 S14: ±0.3 S15: ±0.3 E1: ±1.5 E2: ±1.5 E3: ±1.5 E4: ±1.5 E5: ±1.5 E6: ±1.5 E7: ±1.5 E8: ±1.5 10.24× 20.24 合格 12.18 合格 0.25 0.22 -0.25 0.28 -0.22 0.22 -0.22 -0.27 0.26 0.24 -0.26 -0.23 -0.28 0.21 0.22 1.42 1.35 1.48 -1.43 1.32 -1.21 -1.1 -1.2
2 5
邮编: 传真: 检验日期: 零件图号:
测 量 值 2 合格 判定 不合格
8.12 20.12 合格 20.18 合格 20.16 合格 20.18 合格 20.12 合格 20.13 合格 20.15 合格 20.14 合格 16.13 合格 10.24× 20.23 合格
8.13 20.1 合格 20.16 合格 20.15 合格 20.19 合格 20.12 合格 20.14 合格 20.14 合格 20.14 合格 16.12 合格 10.20× 20.24 合格
合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格
0 . 0Leabharlann H10孔位置度:Ф 1.0
测量值 序号
判定 2 10.20× 20.22 合格 12.16 合格 0.24 0.21 -0.21 0.26 -0.21 0.21 -0.26 -0.28 0.25 0.21 -0.24 -0.25 -0.27 0.21 0.24 1.38 1.38 1.42 -1.42 1.35 -1.38 -1.35 -1.4 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 合格 不合格